
Fターム[4E004LC10]の内容
Fターム[4E004LC10]に分類される特許
1 - 19 / 19
連続鋳造用ロール
【課題】ヒートクラックの進展が抑制され、ロール取替周期の延長及び折損トラブルを低減することが出来る連続鋳造用ロールの提供。
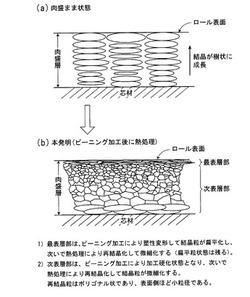
【解決手段】芯材表面に質量%でCr:9%以上12%未満を含有する耐熱鋼系乃至Cr:12%以上20%以下を含有するステンレス鋼系の肉盛層を有する連続鋳造用ロールであって、前記肉盛層は、ピーニング加工により最表層部の結晶粒を扁平化させ且つ該最表層部から芯材までの次表層部の少なくとも一部を加工硬化させ、次いで好適温度範囲600℃±30℃の熱処理により前記扁平化部及び加工硬化部を再結晶化させて細粒化してなる。
(もっと読む)
スラブの連続鋳造装置

【課題】鋳片の幅方向全体に亘って高品質なスラブを鋳造する。
【解決手段】スラブの連続鋳造装置のサポートロール群に設けられた複数の基準側ロール及び複数の反基準側ロールは、それぞれ、同一の分割数で分割され、且つ、最大幅がWであり且つ厚みがTである連続鋳造される鋳片の幅方向について、その鋳片の幅方向両端からそれぞれT/2の幅を除いた幅W−Tの範囲内において、互いに異なるN種類の分割位置で分割された複数のロールで構成されている(N≧5×(S−1)(但し、Nは自然数、Sは複数のロールの分割数であって2以上の自然数))。複数の基準側ロール及び複数の反基準側ロールのそれぞれについて、鋳片の幅W−Tの範囲内の全ての幅方向位置において、複数のロールに含まれるロールの全数に対する、その幅方向位置に分割位置が存在するロールの比率が、0%以上であり且つ20%以下である。
(もっと読む)
連続鋳造方法及び装置
【課題】鋳片厚み中心部に見られる不純物元素、硫黄、リン、マンガンなどの偏析を防止し、センターポロシティの少ない内部品質の良好な鋳片を得ることのできる連続鋳造方法及び装置を提供する
【解決手段】本発明に係る鋼の連続鋳造方法は、複数本のロールが組み込まれた連続鋳造装置1を用いて、鋳片7の凝固末期に、ロール開度を徐々に狭めて、鋳片7を軽圧下しつつ引き抜く鋳片の連続鋳造方法において、鋳片7を軽圧下する前に、鋳片7の幅方向中央部よりも幅方向両端部の厚みが薄くなるように、幅方向両端部を圧下する予成形を行うことを特徴とするものである。
(もっと読む)
薄い熱間ストリップを製造するための装置および方法
【解決手段】 本発明は、エンドレスプロセス内において、鋳造圧延によって、薄い熱間ストリップ1を製造するための装置であって、このエンドレスプロセスが、先ず第一に、その鋳造機械内において薄スラブ3が鋳造される該鋳造機械2と、その圧延ライン内において上記薄スラブ3が鋳造工程の一次熱の利用のもとで圧延される、上記鋳造機械2の内の少なくとも1つの鋳造機械に後置された該圧延ライン4、5と、および、それら仕上げロールスタンド内において熱間ストリップ1がワークロール8でもって最終厚さへと圧延される、上記熱間ストリップ1の搬送方向Fにおいて後方の領域6内に設けられた多数の該仕上げロールスタンド7とを備える様式の上記装置に関する。エンドレスプロセス内における、薄い熱間ストリップの製造製造を改善するために、本発明において、仕上げロールスタンド7のワークロール8が、摩耗の少ないロール表面を有している。更に、本発明は、エンドレスプロセス内において、鋳造圧延によって、薄い熱間ストリップ1を製造するための方法に関する。 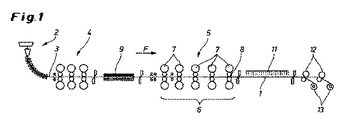 (もっと読む)
(もっと読む)
双ロール式連続鋳造装置の冷却ロール研掃装置
【課題】冷却ロールの有効幅全域に亘ってその外周面に堆積した酸化物を確実に掻き落とすことができ、冷却ロールの外周面における溶湯からの抜熱を均一化し得、溶湯から凝固、製造される鋼板の厚さムラをなくして歩留まり向上を図り得る双ロール式連続鋳造装置の冷却ロール研掃装置を提供する。
【解決手段】冷却ロールと平行に配設される回転自在なロール胴部材6に、螺旋状のブラシ片7を植毛することにより、ロール胴部材6におけるブラシ片7の周方向近傍位置に植毛されていないスペースとして非植毛部8が形成されるようにしたブラシロール9を備え、該ブラシロール9を、冷却ロールの外周面に対するブラシ片7の接触部においてその移動方向が冷却ロールの外周面の移動方向と反対となるよう回転駆動手段により回転駆動すると共に、押圧手段により冷却ロールに対して押し付ける方向へ付勢する。
(もっと読む)
連続成形機におけるロールライン
連続成形機におけるロールラインを開示する。少なくとも二つのセグメントロールライン(1,2)が鋼材を移送するために設けられる。各セグメントロールライン(1,2)は、ロール体(3,4)と、ロール体(3,4)を支持するためのベアリング(5)と、ベアリング収容部(6)とを備える。ロール体(3,4)は、二つの軸端部(7,8,9,10)およびリング(11)を有する。セグメントロールライン(1,2)の隣接軸端部(8,9)は、少なくとも部分的にリングの貫通孔内に配置されており、かつトルク伝達要素(t1)を介して接続されている。トルク伝達要素(T1)を潤滑化するために潤滑油を収容するための密閉室(12)が設けられている。密閉室(12)は貫通孔内にありかつリング(11)と第1および第2の隣接軸端部(8,9)の周表面との間に配置された封止要素(s1,s2)によって密閉されている。 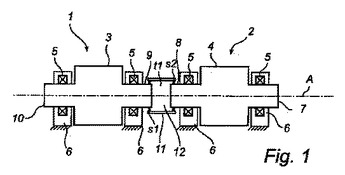 (もっと読む)
(もっと読む)
連続鋳造鋳片の蛇行防止装置及び双ドラム式連続鋳造設備
【課題】両端部が薄く中央部が厚くなっているスラブを搬送する際に、割れたり潰れたりブレークアウトしたりすることなく、スラブの蛇行を防止する。
【解決手段】少なくとも一方が凹型ドラムとなっている双ドラム式連続鋳造機により鋳造されたスラブ115は、両端部が薄く中央部が厚いスラブとなっており、両端側に段差面αを有している。このスラブ115の中心部には未凝固の溶鋼があり、全体的に軟らかい。スラブ115の一方側では、一対のサイドガイドローラ211,212が、スラブ端部を挟みつつ段差面αに接触している。スラブ115の他方側では、一対のサイドガイドローラ214,215が、スラブ端部を挟みつつ段差面αに接触している。このように、回転するサイドガイドローラ211,212,214,215により、スラブ115の両端面の左右移動を規制することにより、スラブ115の蛇行を防止している。
(もっと読む)
連続鋳造設備における鋳片案内装置
【課題】異常が発生し、連続鋳造が停止しても、速やかにロール間隔を広げて再引き抜きを図ることができる鋳片案内装置を提供する。
【解決手段】鋳片案内装置は、コラム3に結合されたナット4と可動フレーム2との間に設けられて、一対のロール7,8間に所定以上の負荷がかかったとき、可動フレーム2が固定フレーム1から離間できるように弾性変形する皿ばねカセット5と、スペーサ16をナット4と弾性緩衝機構との間に抜き差しできるスペーサ抜き差し機構21と、スペーサ16をナット4と皿ばねカセット5との間から抜くことができるように、皿ばねカセット5を圧縮変形させる油圧ジャッキ22と、を備える。異常鋳片による反力が過大で皿ばね10が殆ど密着状態であっても、スペーサ16を抜くことで、皿ばね10に加わる圧縮力を除荷することができる。よって、駆動機構を作動させてロール7,8の間隔を広げることが可能になる。
(もっと読む)
連続鋳造装置のための非回転式シャフト
本発明は、基本的に円状の断面を有する連続鋳造機におけるロールセグメントの機械要素を支持する非回転式シャフトを備える。円状の断面は、円滑な周囲部を有する部分を示し、その部分の任意の点と円状の断面の中心との間の距離は円状の断面の半径よりも短くなっている。さらに、部分を示す円状の断面は軸方向に延在し、それは機械要素を少なくとも部分的に受けるように意図されたシャフトの区分を画成し、シャフトのその区分は、その部分にある荷重を少なくとも部分的に受けるように意図される。さらに、第2の態様によれば、本発明は第1の態様による非回転式シャフトを備える連続鋳造機用のセグメントロールを備える。  (もっと読む)
(もっと読む)
メタルストランドを連続鋳造するための方法
鋳造されたストランド(1)が、垂直又はアーチ状に下に向かって鋳型(2)を出て、次いでストランドガイド(3)内に案内され、このストランドガイド(3)が、多数のローラ対(4)を備え、これらローラ対の間隔により、調整可能なローラ間隙(5)が定義され、鋳造開始時に下に向かって鋳型(2)を閉鎖するために、ストランド片(6)が鋳型(2)に挿入され、このストランド片に、鋳造されたストランド(1)が続く、メタルストランド(1)を連続鋳造するための方法において、それぞれのローラ対間のローラ間隙(5)の調整及び/又は測定をするため、定義もしくは較正した厚さ(d)で製造されたストランド片(6)を挿入する。  (もっと読む)
(もっと読む)
ストリップを案内するための装置及び方法
本発明は、ストリップ、特に金属ストリップ、を案内するための装置及び方法に関する。この方式の公知の装置は、軸受ブロック(120)を固定する支持装置(110)を備える。ストリップを案内するため、軸受ブロック内にローラ(130)が回転可能に軸受けされている。負荷時、即ちストリップを案内する際、にローラに作用するローラ荷重を継続的に確実に測定可能にするため、本発明は、特に負荷時の軸受ブロックの変形をセンサ装置によって検出し、引き続き評価装置によって、軸受ブロックの変形から求められるローラ荷重を計算することを提案する。 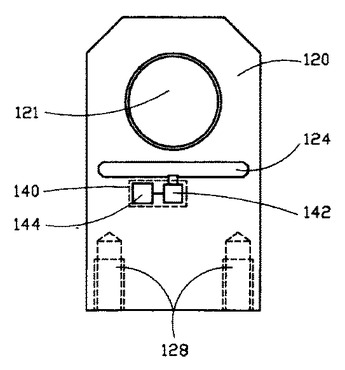 (もっと読む)
(もっと読む)
金属加工用のローラ、特に連続鋳造ローラ、とこのようなローラを製造するための方法
本発明は、ローラ、特に連続鋳造ローラ、を特に耐磨耗性にするために、層(3)が、電気メッキされたニッケルを備え、層(3)の表面(4)が、ローラ(1)の作業面を構成することを特徴とする、金属から成るローラボディ(2)とこのローラボディの上に被覆される耐磨耗性の材料から成る層(3)とを備える金属製造及び/又は金属加工用のローラ(1)、特に連続鋳造ローラを提供する。更に本発明は、金属製造及び/又は金属加工用のローラ(1)、特に連続鋳造ローラ、を製造するための方法を提供する。 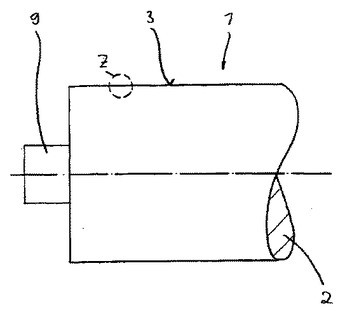 (もっと読む)
(もっと読む)
冷却媒体供給部をロールに接続する装置
本発明は、ロール2がジャーナル3を介してころがり軸受5によって軸受台4に軸承され、ジャーナル3を通る少なくとも1つの軸方向のロール穴6を経て冷却媒体をロールに供給可能であり、軸方向のロール穴6に接続するためにロールジャーナル3に圧密に固定可能である、好ましくは弾性スリーブの形をしたシールユニットと、ロール穴6を覆うために軸受台4に固定可能でありかつ冷却媒体供給部に接続可能な少なくとも1つの冷却媒体通路11、12を有する軸受台カバー9とを具備する、冷却媒体供給部を特に連続鋳造設備用のロール2に接続するための装置に関する。 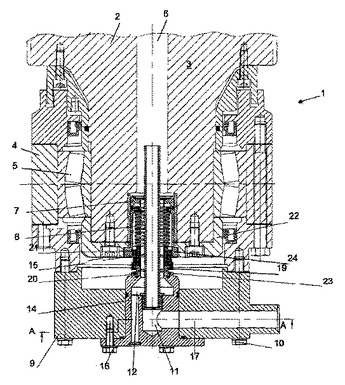 (もっと読む)
(もっと読む)
ストランドガイドローラの製造方法および該方法を使用して製造されたストランドガイドローラ、ならびにそのガイドローラの使用
既製品および半製品、すなわち少なくともローラベアリング、既成のサポートシャフト、および初期材料のローラシェル半製品を好適に具備した格納された部品からストランドガイドローラを製造する方法の場合、最小在庫管理コストで非常に短時間に、組み立てられる準備のできたストランドガイドローラを製造および供給することが意図されている。このことはローラベアリングが負荷される荷重にしたがってタイプシリーズごとに格納されている場合、ローラベアリングを担持する前記サポートシャフトが負荷される荷重にしたがってタイプシリーズごとに格納されている場合、およびローラシェルが円周に加工されたバーまたはチューブ材料の形状で、様々なローラ直径に適合するように不確定な長さを備えて格納されている場合に達成される。固有のストランドガイドローラの組み立てるために、タイプシリーズにしたがったローラ直径を備えた前記ローラシェルがタイプシリーズにしたがった円周に加工された前記バーまたはチューブ材料から切断されて、目的のボディ長さに合わせられて仕上げられ、前記ストランドガイドローラを形成するためのタイプシリーズから選択された前記部品と組み立てられる。 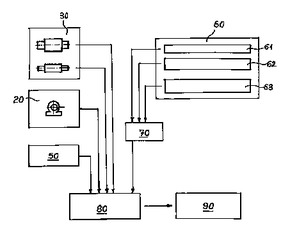 (もっと読む)
(もっと読む)
ロールのための圧力補償装置
【課題】 コンパクトにロールに組込まれ確実に圧力を補償する圧力補償装置を提供することを課題とする。
【解決手段】 軸体の軸方向両端に隣接し互に間隔をもって位置し少なくとも一つの管状ロールセグメント(2,2a)を回転自在に支持する軸受(3,4)を備えた中央非回転軸体(5)を有するロールのための圧力補償装置であって、シール装置(8)が軸受の内部そして軸体(5)とロールセグメント(2,2a)の間の空間を外気に対してシールするように上記軸受(3,4)外に設けられている圧力補償装置において、該圧力補償装置は、軸体の一端から延び少なくともその一部にわたりロールの長手方向に孔(9)が形成されていること、そして、該孔(9)に、外部と、シール装置(8)同士間の空間との直接流通を阻止する可撓部材(12)が設けられている。
(もっと読む)
連続鋳造機用多分割ロール装置
【課題】 成形用ロールを支持する軸受に起因するトラブルの発生が少なく、従来に比べ寿命の長い連続鋳造機用多分割ロール装置を提供する。
【解決手段】 鋳片幅方向に3本以上の分割ロール(第1ロール1a、第2ロール1b、および第3ロール1c)を並べて構成した成形用ロール1を備える連続鋳造機用ロール装置において、鋳片の鋳造方向中央寄りに配置される分割ロール(第2ロール1b)の両端部を、鋳片幅方向の伸縮を許容する自由側軸受6を用いて支承する。以上の構成によって、鋳片からの熱を受け易いこの部位に配置される軸受(6)の負担が低減される。従って、本発明の連続鋳造機用多分割ロール装置は、鋳片鋳造経路の中央側にロールの鋳片幅方向の位置を固定する固定側軸受が配置された従来のロール装置に比べ、その寿命を向上させることができる。
(もっと読む)
連続鋳造用ロール及びその製造方法
【課題】 使用を重ねてもロール胴部の表面の凹凸形状が最小限になるようにして,連続鋳造用ロールの寿命を従来よりも延長させる。
【解決手段】 連続鋳造用ロールのロール胴部3を,第1の層4の上に第2の層5が形成され,第2の層5の上に第3の層6が形成された3層構成にする。第3の層6は,表面に凹凸のない肉薄層で形成する。肉薄層としての第3の層6に接する内側の第1の層4及び第2の層5の表面側に,環状の空洞部7を連続鋳造用ロール1の軸方向に渡って,等間隔に複数設けた。
(もっと読む)
耐摩耗性に優れた連続鋳造用ロール
【課題】 優れた熱間耐摩耗性を備え、長寿命である連続鋳造用ロールの提供。
【解決手段】 ロール基材表面に炭化タングステン、炭化クロム、炭化ニオブ、炭化バナジウム等の炭化物或いは1種以上の金属バインダーにより結合された前記炭化物又は複合炭化物粒子又はそれらの混合物を10〜50wt%含有し、残部C:0.02〜0.25wt%、Cr:0.5〜15wt%含有自溶合金(Ni基またはCo基)よりなる溶射被覆層が0.5〜3mm形成される。
(もっと読む)
金属ビレットを水平鋳造及び切断する装置と方法
本発明は、入口端と出口端を有する水平鋳造型を備えて、金属ビレットを連続鋳造する装置に関する。それは、溶融金属を鋳型入口端に供給する供給トラフと、鋳造されたビレットを鋳型出口端から受承する水平コンベヤーとを含む。移動自在の切断のこが、コンベヤーと同期して移動して、コンベヤー上に支持されつつ連続ビレットを所定長さに切断するように操作される。ビレットが弾性的に支持される一方、のこ機構は、切断及び搬送作業から鋳型への低周波及び高周波振動の伝達を最小化するように、隔離される。
 (もっと読む)
(もっと読む)
1 - 19 / 19
[ Back to top ]