
Fターム[4E004MB11]の内容
連続鋳造 (7,741) | 注湯・溶湯のためのもの (870) | 電磁力を付与するもの (261)
Fターム[4E004MB11]の下位に属するFターム
鋳型内溶湯の電磁撹拌 (154)
鋳片内溶湯の電磁撹拌 (24)
Fターム[4E004MB11]に分類される特許
1 - 20 / 83
連続鋳造装置及びその溶湯状態判断方法
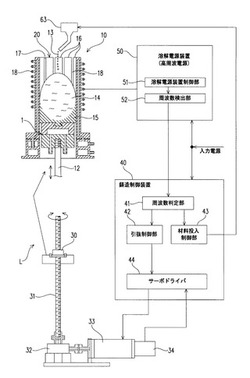
【課題】ルツボ内の溶湯の状態を簡単に判断できる連続鋳造装置を提供する。
【解決手段】被溶解材料13が投入されるルツボ10と、被溶解材料13を投入する材料投入部63と、前記ルツボ10の外周に位置し、投入された被溶解材料13を加熱して溶湯14とする誘導加熱コイル18と、前記誘導加熱コイル18に電流を供給する溶解電源装置50と、前記溶湯14の一部が凝固して形成されたインゴットを下方に引き抜く底板昇降部Lと、前記ルツボ10内の溶湯14の表面位置を検知するために設けられた、前記誘導加熱コイル18への供給電流の周波数を検出する周波数検出部52と、周波数の検出値に基づいて鋳造の制御を行う制御部40とを備える連続鋳造装置である。
(もっと読む)
連続鋳造設備における電磁場発生装置の異常診断装置及び異常診断方法、並びに連続鋳造方法

【課題】連続鋳造機に設置された電磁場発生装置の電磁コイルの絶縁診断を短周期で実施可能とする、連続鋳造設備における電磁場発生装置の異常診断装置及び連続鋳造方法を提供する。
【解決手段】連続鋳造機1の操業中に、鋳片7が電磁コイル15による電磁場印加領域であるモールド4から抜けたことを検出することで、電磁コイル15による電磁場の印加が不要となる鋳込間の開始タイミングを検出する。そして、そのタイミングで電磁コイル15と電磁場発生用電源17との接続を切断し、直流電圧発生器21から電磁コイル15に一定の直流電圧(試験電圧)を印加して、電磁コイル15の絶縁試験を行う。
(もっと読む)
鋼の連続鋳造方法
【課題】気泡性欠陥やフラックス性欠陥などが少ない高品質の鋳片を得る。
【解決手段】鋳型長辺部を挟んで対向する1対の上部磁極と1対の下部磁極を備え、且つ溶鋼吐出孔の水平方向から下向きの溶鋼吐出角度が30°以上50°未満の浸漬ノズルを備えた連続鋳造機を用い、上部磁極と下部磁極に各々印加される直流磁界により溶鋼流を制動しつつ、鋼の連続鋳造を行う方法において、浸漬ノズルの各溶鋼吐出孔の開口面積を3600〜8100mm2とするとともに、鋳造速度を1.0m/分以上とし、且つ鋳造するスラブ幅と鋳造速度に応じて、上部磁極と下部磁極に各々印加する直流磁界の強度および両直流磁界の強度比を最適化することにより、従来問題とされてきたような非金属介在物やモールドフラックスによる欠陥だけでなく、微小な気泡やモールドフラックスによる欠陥が少ない高品質の鋳片を得る。
(もっと読む)
シリコンインゴットの連続鋳造方法
【課題】残留応力の発生を十分に抑制でき、転位の発生を抑制できる電磁誘導を利用したシリコンインゴットの連続鋳造方法を提供する。
【解決手段】無底冷却ルツボの下方に複数段の保温ヒーターと複数段の均熱ヒーターを連続して配置する構成とし、冷却ルツボの下端位置を原点として鉛直下方を正とする座標系に従い、最上段の保温ヒーターの温度監視用温度計の鉛直方向の設置位置を第1位置Z0とし、この第1位置Z0でのヒーター温度をT0で表すとともに、最上段の均熱ヒーターの温度監視用温度計の鉛直方向の設置位置を第2位置Z1とし、この第2位置Z1でのヒーター温度をT1で表した場合、第1位置Z0と第2位置Z1との間の各保温ヒーターの温度監視に用いられる各温度計の鉛直方向の設置位置をZとし、各位置Zでのヒーター温度Tが下記(1)式の条件を満たすように、各保温ヒーターの出力を制御する。 (もっと読む)
(もっと読む)
連続鋳造鋳片の製造方法
【課題】 鋳片に軽圧下を付与しながら溶鋼を連続鋳造するにあたり、軽圧下の効率を高め、近年の厳しい品質要求にも対処可能な中心偏析の軽微な鋳片を製造する。
【解決手段】 連続鋳造用鋳型5の下端と鋳片12の液相線クレータエンドとの間の凝固シェル13に、意図的にバルジング力を作用させて、鋳片内部の未凝固層14の厚みを増大させ、次いで、鋳片の厚み中心部の固相率が少なくとも0.4以下の時点から0.7以上になる時点まで、0.5〜1.5mm/分の範囲内の圧下速度で軽圧下帯16にて圧下して鋳片を製造する方法であって、鋳型内溶鋼流動の制御により鋳型内溶鋼湯面から0.75mないし0.85m下方での溶鋼の最大下降流速を0.05〜0.3m/秒に制御して固相線クレータエンドの鋳片幅方向形状の平滑度を上げるとともに、鋳片長辺面のコーナー部を除く中央部側の鋳片表面温度を750〜1000℃に制御して鋳片を圧下する。
(もっと読む)
シリコンの電磁鋳造装置
【課題】保温装置の外枠の溶損等を防止して、金属不純物による汚染のない、太陽電池の基板材として好適な多結晶シリコンを製造することができるシリコンの電磁鋳造装置を提供する。
【解決手段】無底冷却モールドと、加熱用誘導コイルと、前記モールドの下方に配置され、凝固したシリコンを徐冷する保温装置を有し、前記誘導コイルによる電磁誘導加熱により溶融したシリコンを下方に引き下げ凝固させるシリコンの電磁鋳造装置であって、前記保温装置13の外枠16の構成部材として非導電性部材が使用されている電磁鋳造装置。前記非導電性部材を、特に溶損の大きい外枠の特定の面のみ、または外枠全面の上部のみに使用することもできる。非導電性部材としては、アルミナ、炭化珪素が望ましい。
(もっと読む)
鋼の連続鋳造用装置
【課題】連続鋳造される鋳片に含まれるArガス気泡を減少させ、鋳片の品質を向上させる。
【解決手段】長辺壁3a、3bにおける少なくとも浸漬ノズル21に対向する位置に、電磁攪拌装置7a、7b側に凸に湾曲した湾曲部11a、11bが形成されている。長辺壁3a、3bは、湾曲部11a、11bを含めて一様な厚みを有している。湾曲部11a、11bの頂部と浸漬ノズル21との間の最短水平距離は、高さ方向で電磁攪拌装置7aの下端部から、電磁攪拌装置7aの上端部よりも50mm高い位置までの範囲において、30mm以上かつ80mm以下である。
(もっと読む)
鋼鋳片の連続鋳造方法
【課題】アルミナやスラグなどの内部介在物が極めて少ない高品質な鋳片を、複雑な溶鋼流動制御を伴うことなく安定して製造することのできる鋼鋳片の連続鋳造方法を提供する。
【解決手段】交流移動磁場装置を、その中心が溶鋼メニスカスの下方1.0〜1.5mに位置するように配置し、該装置により溶鋼に対して交流移動磁場を印加して、該溶鋼の水平方向の旋回流を生じさせ、その際の流動速度を20〜40cm/sとする。
(もっと読む)
鋼鋳片の連続鋳造方法
【課題】アルミナやスラグなどの内部介在物が極めて少ない高品質な鋳片を、複雑な溶鋼流動制御を伴うことなく安定して製造することのできる鋼鋳片の連続鋳造方法を提供する。
【解決手段】鋳型の長辺の両短辺側に直流磁場印加装置を配置して静磁場を印加する一方、該鋳型の長辺中央部については、少なくとも200mmの幅の静磁場を印加しない非磁場印加領域を設け、かつ鋳型下端から鋳造方向500mmまでの間に交流移動磁場装置を配置して溶鋼に対し交流移動磁場を印加して、流動速度が5〜30cm/sの溶鋼の上昇流を生じさせる。
(もっと読む)
鋼鋳片の連続鋳造方法
【課題】アルミナやスラグなどの内部介在物が極めて少ない高品質な鋳片を、複雑な溶鋼流動制御を伴うことなく安定して製造することのできる鋼鋳片の連続鋳造方法を提供する。
【解決手段】鋳型の長辺の両短辺側に直流磁場印加装置を配置して静磁場を印加する一方、該鋳型の長辺中央部については、少なくとも200mmの幅で静磁場を印加しない非磁場印加領域を設け、かつ該鋳型の下端から鋳造方向500mmまでの間に交流移動磁場装置を配置して溶鋼に対し交流移動磁場を印加して、該溶鋼の水平方向に流動速度が10〜40cm/sの旋回流を生じさせる。
(もっと読む)
鋼の連続鋳造方法および鋼板の製造方法
【課題】気泡や非金属介在物、モールドフラックスの巻き込みによる欠陥が少なく、且つブリスター欠陥が少ない鋼板を製造する。
【解決手段】各々1対の上部磁極と下部磁極を備えるとともに、溶鋼吐出角度が10°以上30°未満の浸漬ノズルを備えた連続鋳造機を用い、前記上部磁極と下部磁極に各々印加される直流磁界により溶鋼流を制動しつつ、極低炭素鋼を連続鋳造するに際し、極低炭素鋼の化学成分を、凝固シェル前面の濃度境界層中の界面張力勾配を考慮した特定の範囲に調整するとともに、鋳造するスラブ幅および鋳造速度に応じて、上部磁極と下部磁極に各々印加する直流磁界の強度を最適化し、さらに、このような連続鋳造法で鋳造されたスラブを圧延して得られた熱延鋼板を、特定の条件で酸洗および冷間圧延する。
(もっと読む)
溶鋼流速測定方法、溶鋼流速測定装置および連続鋳造の操業方法
【課題】連続鋳造用鋳型内で流動する溶鋼の流速を非接触で測定する際の測定誤差を低減させること。
【解決手段】本発明のある実施の形態の連続鋳造機2は、鋳型21内に外部から静磁場を印加する電磁石231,232と、静磁場の印加によって磁場勾配が発生する電磁石231,232の上端近傍および下端近傍を測定点として設置され、各測定点における静磁場の印加磁場方向成分を検出する磁気センサ24と、各測定点における印加磁場方向成分の変化を検出し、この印加磁場方向成分の変化をもとに各測定点における溶鋼26の流速の磁場勾配方向成分を測定する演算装置25とを備える。
(もっと読む)
連続鋳造装置、連続鋳造装置の製造方法および周波数設定基準表
【課題】連続鋳造装置において、装置構造の複雑化や部品点数の増加を招くことなく、製品品質及び製造効率を向上させる。
【解決手段】誘導加熱コイル18に供給すべき電力Pxを抜熱分を含み被溶解材料13を安定溶解させるに足る値に設定するとともに、溶解炉10の内径Dに誘導加熱コイル18に通電すべき電流の周波数の平方根√fを乗じた値D・√fを磁気ウォマスレイ対応値と定義して、この磁気ウォマスレイ対応値D・√fを周波数fを通じて、溶湯14を安定溶解可能とする範囲で最も小さい値である第1の値を上回るように設定した。
(もっと読む)
スラグ流出防止方法およびその装置
【課題】設備コスト増を招くことなく、渦流の発生を効果的に抑制してスラグの流出を確実に防止することができる方法とこの方法を用いる装置を提案することにある。
【解決手段】溶鋼保持用容器内の、スラグが混在する溶鋼を、その溶鋼保持用容器から他の容器等へ流出させる際に、流出させる溶鋼とともにスラグが流出するのを防止する技術であって、かかる溶鋼保持用容器の溶鋼流出口近傍もしくはその延在位置にある流出通路を取り囲むように配置された、磁場の方向を変えることのできる複数の磁極からなる静磁界発生装置により、溶鋼流の向きに応じた磁場が形成されるように静磁界を発生させるスラグ流出防止方法およびその装置。
(もっと読む)
鋼の連続鋳造方法
【課題】浸漬ノズルの内壁面にアルミナが付着するのを効果的に抑制し、浸漬ノズルの閉塞を防止することができる鋼の連続鋳造方法を提供する。
【解決手段】主成分としてアルミナを50〜80質量%およびカーボンを11〜40質量%で含有し、CaOを1質量%以上5質量%未満およびZrO2を10質量%未満で含有する耐火物で構成される浸漬ノズル6を用い、浸漬ノズル6が負極で溶鋼2が正極となる電圧を印加して、浸漬ノズル6における平均電流密度の絶対値が0.5〜20mA/cm2となる通電を行いながら、耐火物中のZrO2含有率[ZrO2]と浸漬ノズル内の溶鋼平均流速Vとが下記(i)または(ii)を満足する条件で連続鋳造する。
Vが1.8m/s未満の場合、[ZrO2]が7質量%未満 …(i)
Vが1.8m/s以上の場合、[ZrO2]が2質量%以上10質量%未満 …(ii)
(もっと読む)
連続鋳造方法及びノズル
【課題】連続鋳造する際に、鋳塊内に偏析が発生することを解消するために、鋳塊が凝固する凝固部に撹拌流が発生するようにした連続鋳造方法及びノズルを提供すること。
【解決手段】連続鋳造方法は、ノズル4から溶湯プール6に吐出された溶湯3を、所定間隔を介して配置された一対の冷却ロール5,5で圧延することによって板状の鋳塊7を製造する方法であり、ノズル4内の溶湯3の流れを撹拌流発生手段40によって強制流にすることにより、鋳塊が凝固する凝固部に溶湯3が強制流の状態で流れ込むようになっている。
(もっと読む)
鋼の連続鋳造方法
【課題】 移動磁界によって鋳型内溶鋼を水平方向に旋回攪拌しながらスラブ鋳片を連続鋳造するにあたり、スラブ鋳片のコーナー近傍の凝固シェル厚みを、磁界を印加しない場合と同等の厚みに制御する。
【解決手段】 連続鋳造用鋳型の鋳型長辺2の背面に相対して配置した移動磁界発生磁極6にて移動磁界を印加して鋳型内溶鋼に水平方向の旋回流を生起させながら溶鋼をスラブ鋳片に鋳造するにあたり、前記鋳型長辺背面の前記移動磁界発生磁極の設置位置と鋳造方向同一位置に相対して配置した第1の静磁界発生磁極7にて鋳型長辺を貫通する静磁界を印加して鋳型内溶鋼に制動力を付与するとともに、前記移動磁界発生磁極の設置位置と鋳造方向同一位置の鋳型短辺3の背面に第2の静磁界発生磁極8を配置し、第2の静磁界発生磁極と前記第1の静磁界発生磁極との間で鋳型内溶鋼を貫通するように静磁界を印加する。
(もっと読む)
鋼の連続鋳造方法
【課題】 従来の静磁場よりも流動制御に優れた静磁場を利用して鋳型内の溶鋼流動を制動することで、凝固完了位置の鋳片幅方向分布を従来に比較して精度良く制御し、これにより軽圧下の効果を十分に発現させ、中心偏析の軽微な鋳片を鋳造する。
【解決手段】 静磁場を印加する第1の電磁石19,20を、浸漬ノズル4の設置位置またはその近傍を境として鋳型幅方向に2つに分割して、鋳型背面に相対させて配置するとともに、鋳型とそれぞれの第1の電磁石との間に、静磁場を印加する第2の電磁石21〜26を、それぞれの第1の電磁石あたり2基以上、鋳型幅方向に並べて配置し、それぞれの第1の電磁石及び第2の電磁石で独立して磁場強度及び極性を制御して鋳型内の溶鋼に静磁場を印加するとともに、鋳片の厚み中心部の固相率が0.4以下の時点から少なくとも鋳片の厚み中心部の固相率が0.7以上になる時点まで0.6〜1.5mm/分の範囲内の圧下速度で鋳片を圧下する。
(もっと読む)
中炭素鋼の連続鋳造方法
【課題】中炭素鋼の鋳造時に発生が懸念される鋳片短辺部の凝固シェル再溶解に起因する再溶解性ブレークアウトを完全に防止する。
【解決手段】炭素含有量が0.08〜0.16質量%の中炭素鋼を、鋳片厚さに相当する厚さが240mmを超え、鋳造方向の長さが1.1m以下の鋳型を用いて連続鋳造する方法である。CaO/SiO2が1.2〜2.5、凝固温度が1200〜1280℃であるモールドフラックスと、吐出孔が水平方向よりも下方に向いた浸漬ノズルを使用する。磁極の鋳造方向中心位置を前記吐出孔よりも下方の位置として静磁場印加装置を配置するとともに、鋳型厚さ方向中心部における磁場の強度が0.15T以上の静磁場を溶鋼に印加し、鋳片の凝固シェル健全指数Aが190以上となる条件で鋳造する。
【効果】鋳片短辺部の凝固シェル再溶解に起因する再溶解性ブレークアウトを完全に防止でき、中炭素鋼の連続鋳造が安定して行える。
(もっと読む)
連続鋳造装置及び連続鋳造方法
【課題】所定以上の磁場を印加可能であり且つ偏流に対応した鋳型幅方向に沿った磁場の強度分布を調整可能とする。
【解決手段】鋳型1に対し溶鋼10を注入する浸漬ノズル2を配置すると共に、上記鋳型1の長辺1aに沿って配置されて鋳型1全幅に静磁場を発生可能な第1電磁石3を備える連続鋳造装置である。上記第1電磁石3を、上記鋳型1の幅方向において上記浸漬ノズル2の配置位置若しくはその近傍で2つに分割すると共に、それぞれ独立して磁場の極性及び強度を変更可能とする。上記分割した各第1電磁石3と鋳型1との間に、それぞれ上記幅方向に配列する2以上の第2電磁石4を設け、各第2電磁石4を、それぞれ独立して磁場の極性及び強度を変更可能とした。
(もっと読む)
1 - 20 / 83
[ Back to top ]