
Fターム[4E004MB12]の内容
連続鋳造 (7,741) | 注湯・溶湯のためのもの (870) | 電磁力を付与するもの (261) | 鋳型内溶湯の電磁撹拌 (154)
Fターム[4E004MB12]に分類される特許
1 - 20 / 154
攪拌装置付き連続鋳造用鋳型装置
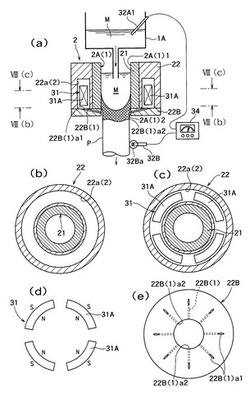
【課題】発熱量を抑えメンテナンスも容易で安価で実際上使いやすい攪拌装置付き連続鋳造用鋳型装置を提供する。
【解決手段】少なくとも鋳造空間内の液相状態にある溶湯M中に電流を流すことのできる第1電極32A1及び第2電極32Bを有する電極部と液相状態にある前記溶湯に磁場をかけるための永久磁石31Aを有する磁場発生装置31とを備え、前記磁場発生装置は鋳型2における磁場発生装置収納室22a(2)に収納されて中心方向に向かって横向きに磁力線を発生させ前記磁力線を前記鋳型の側壁の一部を貫通させて前記鋳造空間に至らせ、前記溶湯に前記電流と交差する横向きの磁力線を与え得るものとして構成されている攪拌装置とを備えるものとして構成される。
(もっと読む)
鋳造末期における鋳型内電磁撹拌装置の制御方法

【課題】鋳造末期の鋳片の品質を向上させる。
【解決手段】鋳造速度が一定である定常域sの後に鋳造速度を減速する減速域dにおいて、定常域sの印加強度Bsに対する減速域dの印加強度Bdの比率Xtが、[(20/T)×t+100]≦Xt≦180を満たすようにする。ここで、Tは、減速開始から鋳造終了までの減速域dの時間[min.]であり、tは、減速開始からの経過時間[min.]である。
(もっと読む)
チタンまたはチタン合金からなるスラブの連続鋳造装置
【課題】表面に欠陥が少ないスラブを鋳造することができるようにする。
【解決手段】プラズマトーチ7が発生させるプラズマアークで、鋳型2内に注入された溶湯12の湯面を加熱する。また、鋳型2の側方に設けられたEMS8で、溶湯12の湯面もしくは湯面近傍を電磁攪拌する。
(もっと読む)
浸漬ノズル及びこれを用いた鋼の連続鋳造方法
【課題】浸漬ノズルに吹き込まれたアルゴンガスによるスリバーの発生を抑制することができる浸漬ノズル及びこれを用いた鋼の連続鋳造方法を提供する。
【解決手段】メニスカスよりも上方位置にアルゴンガスの供給部5を備え、ノズルの断面形状がモールドの長手方向に長辺が位置する扁平形状であり、長辺方向のノズル内径幅Wが100mm以上である浸漬ノズルを用いる。これを連続鋳造設備のモールド6内に浸漬し、ノズルの内部空間7にアルゴンガスを供給するとともに、吐出孔10の近傍に電磁ブレーキを強く作用させながら溶鋼を供給し、連続鋳造する。
(もっと読む)
連続鋳造用鋳型内の磁束密度測定装置
【課題】 スラブ連続鋳造機の鋳型背面に配置される交流移動磁場発生装置や直流静磁場発生装置から鋳型内部空間に印加される交流移動磁場や直流静磁場の磁束密度を短時間で且つ磁束密度の最大値及び最小値を正確に測定する。
【解決手段】 本発明の磁束密度測定装置1は、スラブ連続鋳造機の鋳型背面に設置された交流移動磁場発生装置または/及び直流静磁場発生装置から鋳型内部空間に印加される交流移動磁場または/及び直流静磁場の磁束密度を測定する磁束密度測定装置であって、磁束密度を測定するための磁束測定素子2と、該磁束測定素子を保持するためのガイド3と、該ガイドを保持し、ガイドを保持した状態で手動操作による鋳型長辺方向への移動が可能な移動架台4と、該移動架台を支持するための固定架台5と、を有する。
(もっと読む)
連続鋳造用鋳型の温度測定方法及び装置
【課題】正確な鋳型温度を得る。
【解決手段】鋳型内溶鋼の電磁攪拌装置3を備えた連続鋳造機の鋳型温度を熱電対2で測定するに際し、熱電対2からの電圧信号を温度信号に変換した後、電磁攪拌装置3から発せられる電磁ノイズが原因の前記温度信号に変換した後の信号における周期的なノイズ波形をローパスフィルタ5で除去する鋳型温度測定方法において、電磁攪拌開始後における任意時刻のローパスフィルタ5からの出力値と鋳型温度との間の偏差を、電磁攪拌開始直前と同開始直後と前記任意時刻におけるローパスフィルタ5からの出力値を用いて算出して前記任意時刻におけるローパスフィルタ5の出力値から除去し、当該任意時刻の鋳型温度とする。
【効果】電磁ノイズがあっても、連続鋳造用鋳型の温度を熱電対により正確に測定できるので、鋳型の温度分布または温度測定値の時間変動を用いたブレイクアウトの予知や鋳型内溶鋼流動の推定が可能になる。
(もっと読む)
鋳造装置、鋳造方法及びマグネシウム合金ビレットの製造方法
【課題】溶湯の湯面から介在物や雰囲気中のガス等が巻き込まれる量を低減することである。
【解決手段】本発明の一態様は、溶湯100を受けるメタル受け内筒102と、前記内筒の下に配置され、前記内筒から前記溶湯が導入される鋳型106と、前記鋳型の外周の外側に配置され、前記鋳型に導入された溶湯を攪拌する電磁誘導攪拌機構108と、前記鋳型内で凝固された金属を前記鋳型の下方の外側に移動させる移動機構と、を具備し、前記受け部の内径は、前記鋳型の内径より小さいことを特徴とする鋳造装置である。
(もっと読む)
鋳片の製造方法及び表面品質の優れた鋳片
【課題】スラブの表層から離れた位置における気泡や介在物を低減し、気泡や介在物に起因する製品欠陥の発生を回避する。
【解決手段】鋳型内溶鋼に鋳型幅方向の電磁攪拌流を付与する連続鋳造において、鋳型4長辺の外側に配置する電磁攪拌コイル1における磁極鉄芯1aのメニスカス2位置より鋳造方向下流側の長さLが、浸漬ノズル3の吐出孔3aから鋳型長辺の下端までの長さNの0.8倍以上とした電磁攪拌装置で、鋳型内溶鋼に電磁攪拌を行いながら鋳造することで、炭素含有率が0.004質量%以下の極低炭素鋼薄板用鋳片に対し、面積が0.005mm2以上の気泡及び非金属介在物の、鋳片表層から10〜50mm以内の鋳片中に存在する数の合計が0.020個/mm3以下である鋳片を製造する。
【効果】表面品質に優れたスラブを安定して製造することが可能となる。
(もっと読む)
攪拌装置付き連続鋳造用鋳型装置
【課題】発熱量を抑え、メンテナンスも容易で、安価な攪拌装置付き連続鋳造用鋳型装置の提供。
【解決手段】導電性材料の溶湯の攪拌装置付連続鋳造用鋳型装置であって、上方に位置する第1電極32Aとそれよりも下方に位置する第2電極32Bとを有する電極部と、液相状態にある前記溶湯に磁場をかけるための永久磁石を有する磁場発生装置31と、を備え、前記第1電極は液相状態にある前記溶湯と電気的に導通可能に設けられ、前記第2電極は固相状態にある前記鋳造品と電気的に導通可能に設けられ、前記第1電極及び前記第2電極はこれらの間に前記溶湯及び前記鋳造品を介して上下方向に通電可能に構成され、前記磁場発生装置は鋳型2の外部に設けられ、横向きに磁力線を発生させ、前記磁力線を前記鋳型を貫通してその内部に達して前記溶湯に前記電流と交差する横向きの磁力線を与える。
(もっと読む)
シリコンインゴットの電磁鋳造装置
【課題】電磁鋳造法による連続鋳造の際に、チャンバー内で自然対流する雰囲気ガスに起因して、溶融シリコンが金属不純物で汚染されることを防止できるシリコンインゴットの電磁鋳造装置を提供する。
【解決手段】チャンバー1内に配置した無底冷却ルツボ7にシリコン原料11を装入し、誘導コイル8からの電磁誘導加熱によりシリコン原料11を融解させ、この溶融シリコン12を冷却ルツボ7から引き下げながら凝固させてシリコンインゴット3を連続鋳造する電磁鋳造装置において、チャンバー1の側壁の上部と下部に連結され、冷却ルツボ7の上方の雰囲気ガスを導入して冷却ルツボ7の下方に送り出す通気管15を備え、この通気管15の経路に集塵機20および磁選機21を設ける。
(もっと読む)
溶融めっき鋼板およびその製造方法
【課題】良好な延性と曲げ性とを有する溶融めっき鋼板およびその製造方法を提供する。
【解決手段】鋼板表面に溶融めっき層を有する溶融めっき鋼板において,鋼板は,質量%で,C:0.03〜0.35%,Si:0.005〜2.0%,Mn:1.0〜4.0%,P:0.0004〜0.1%,S:0.02%以下,sol.Al:0.0002〜2.0%,N:0.01%以下を含有する化学組成を有し,濃化部平均間隔が1000μm以下であり,表層領域における鋼組織が,フェライトを90面積%以上含有し,内部領域における鋼組織が,面積率で,フェライト:20〜90%,マルテンサイト:1〜30%及び残留オーステナイト:0.5%以上を含有するとともにフェライト平均粒径が1.0〜20μm以下であり,界面における深さが3〜10μmであるクラックの数密度が3〜1000個/mm以下であり, TSが590MPa以上,TS×El値が9000MPa・%以上である。
(もっと読む)
連続鋳造方法、連続鋳造の制御装置及びプログラム
【課題】モールドパウダー層の厚みの変動状態に伴う操業トラブルを回避できるようにする。
【解決手段】溶鋼1から鋳型用の冷却水までの間に凝固シェル2、モールドパウダー層3、鋳型4の各熱伝導体が存在する連続鋳造において、凝固シェル2と鋳型4との間の熱伝達係数α、及び、溶鋼1と凝固シェル2との間の熱伝達係数βを求めて、熱伝達係数βが2000〜100000W/m2・Kの場合であって、熱伝達係数αが2000W/m2・K以上のときに、例えば鋳造速度を増加させる。熱伝達係数αが2000W/m2・K以上の場合、鋳型4〜凝固シェル2間のモールドパウダーの流入不足により、モールドパウダー層3が薄くなったものと推定されるので、鋳造速度を増加させることにより、モールドパウダーの溶融、滓化を促進させて、鋳型4〜凝固シェル2間のモールドパウダーの流入量を増大させる。
(もっと読む)
鋼の連続鋳造装置及び連続鋳造方法
【課題】電磁攪拌を伴う鋼の連続鋳造において、鋳型内の上部の溶鋼を所望の流速の範囲内で攪拌し、鋳片の品質を向上させる。
【解決手段】連続鋳造装置1は、一対の長辺壁2aと一対の短辺壁2bを備えた鋳型2と、鋳型2内に溶鋼8を吐出する浸漬ノズル6とを有している。長辺壁2aにおける銅板3aの内側面の上部中央には、ステンレス製ボックス4a側に湾曲した湾曲部5が、浸漬ノズル6に対向して形成されている。長辺壁2aの外側には、鋳型2内の上部の溶鋼8の旋回流を形成する電磁攪拌装置21〜26が長辺壁2aに沿って並べて配置されている。第2の電磁攪拌装置22、25と第3の電磁攪拌装置23、26は、第1の電磁攪拌装置21、24に隣り合い、かつ長辺壁2aにおいて旋回流の上流側と下流側にそれぞれ配置されている。電磁攪拌装置21〜26に供給される電流の電流値及び/又は周波数は、制御装置によって独立に制御される。
(もっと読む)
鋼の連続鋳造用装置
【課題】連続鋳造される鋳片に含まれるArガス気泡を減少させ、鋳片の品質を向上させる。
【解決手段】長辺壁3a、3bにおける少なくとも浸漬ノズル21に対向する位置に、電磁攪拌装置7a、7b側に凸に湾曲した湾曲部11a、11bが形成されている。長辺壁3a、3bは、湾曲部11a、11bを含めて一様な厚みを有している。湾曲部11a、11bの頂部と浸漬ノズル21との間の最短水平距離は、高さ方向で電磁攪拌装置7aの下端部から、電磁攪拌装置7aの上端部よりも50mm高い位置までの範囲において、30mm以上かつ80mm以下である。
(もっと読む)
連続鋳造方法
【課題】電磁撹拌用コイルを用いて鋳型内の溶鋼に対して撹拌して連続鋳造するにあたり、鋳型内溶鋼の流動について条件を最適化して、鋳片の表面品質ならびに内部品質をさらに向上させる。
【解決手段】電磁撹拌用コイル17を用いて鋳型2内の溶鋼を撹拌する連続鋳造方法において、鋳型2内メニスカス15から深さ100mmの位置にある凝固シェル前面における、鋳型幅方向を水平に流れる撹拌流18の流速を、0.15〜0.40m/sの範囲となるように制御する。
(もっと読む)
金属の連続鋳造方法
【課題】モールド板の厚みのバラツキによって鋳型内の溶融金属に付与される推力が大きく変動することなく、安定した鋳造を実施することができ、高品質な鋳造鋳片を製出することが可能な金属の連続鋳造方法を提供する。
【解決手段】電磁力により鋳型内の溶融金属に旋回流を付与する鋳型内電磁攪拌を行いながら鋳造鋳片を製出する金属の連続鋳造方法であって、前記鋳型のモールド板の厚みを測定し、前記鋳型内の溶融金属に付与される推力が所定値になるように、電磁攪拌コイルへの印加電流値を調整することを特徴とする。
(もっと読む)
金属の連続鋳造方法
【課題】旋回流による長辺モールド板の局部損耗を抑制し、長辺モールド板の使用寿命の延長を図ることが可能な金属の連続鋳造方法を提供する。
【解決手段】電磁力により鋳型内の溶融金属に旋回流を付与する鋳型内電磁攪拌を行いながら鋳造鋳片を製出する金属の連続鋳造方法であって、前記鋳型は、一対の長辺モールド板と一対の短辺モールド板と、を備え、これら長辺モールド板及び短辺モールド板とによって断面矩形状をなす鋳造空間が画成され、前記長辺モールド板に沿って電磁攪拌コイルが配設された構成とされており、前記一対の長辺モールド板の使用チャージ数を記録しておき、この使用チャージ数が、設定チャージ数を超える毎に、前記旋回流の回転方向を反転させることを特徴とする。
(もっと読む)
連続鋳造用電磁攪拌装置
【課題】保護箱の加熱を効果的に抑制する。
【解決手段】磁性体のコアのティース部1aa,1baに巻き線1ab,1bb、1ac,1bcを巻回された励磁コイルを有する電磁コイル1a,1bと、この電磁コイル1a,1bを収納する保護箱3とからなる電磁攪拌装置である。磁束が貫通する前記電磁コイル1a,1bの前面の保護箱3の材質を、非磁性で導電率が0.1S/m以下の絶縁性材とする。保護箱3に磁束MFを取り囲む方向に誘起される渦電流回路を遮断する位置、例えば天板3bと前面板3a、側板3c、後面板3eを、非磁性で導電率が0.1S/m以下の絶縁板3cを用いて絶縁する。
【効果】保護箱内の渦電流経路が効果的に遮断でき、保護箱の加熱が抑制される。
(もっと読む)
鋼板の製造方法
【課題】ブリスターなどの表面欠陥が生じにくい高品質の鋼板を安定して製造することができる鋼板の製造方法を提供する。
【解決手段】各々1対の上部磁極と下部磁極を備えた連続鋳造機を用い、上部磁極と下部磁極に各々印加される直流磁界により溶鋼流を制動しつつ、鋼の連続鋳造を行うことによりスラブを鋳造し、このスラブを熱間圧延して熱延鋼板とし、この熱延鋼板を酸洗した後、冷間圧延するに際し、下記(1)式を満足するように、時間t又は/及び鋼板の最高表面温度Tを制御する。但し、Ho:酸洗終了直後の鋼板中の水素濃度(質量ppm)、Hc:冷間圧延条件により決まる、ブリスターによる表面品質不良が発生する冷間圧延直前の鋼板中の臨界水素濃度(質量ppm)、t:酸洗終了後、冷間圧延開始までの時間(秒)、T:酸洗終了後、冷間圧延開始前における鋼板の最高表面温度(K)である。
Hc/Ho> exp{−0.002×(T+t/100)} …(1)
(もっと読む)
シリコンインゴットの連続鋳造方法
【課題】電磁鋳造法による連続鋳造の際に、チャンバー内で自然対流する雰囲気ガスに起因して、溶融シリコンが金属不純物で汚染されることを防止できるシリコンインゴットの連続鋳造方法を提供する。
【解決手段】チャンバー1内に配置した無底冷却ルツボ7にシリコン原料11を装入し、誘導コイル8からの電磁誘導加熱によりシリコン原料11を融解させ、この溶融シリコン12を冷却ルツボ7から引き下げながら凝固させてシリコンインゴット3を連続鋳造する方法において、チャンバー1の側壁に冷却ルツボ7の上方と下方で開口する配管15が連結され、冷却ルツボ7の上端とチャンバー1の側壁との間に仕切り板16が設けられており、配管15を通じて冷却ルツボ7の上方の雰囲気ガスを冷却ルツボ7の下方に導入しつつ、冷却ルツボ7の下方から上方に流入する雰囲気ガスの流れを仕切り板16によって遮断しながら鋳造を行う。
(もっと読む)
1 - 20 / 154
[ Back to top ]