
Fターム[4E004NB02]の内容
Fターム[4E004NB02]に分類される特許
101 - 108 / 108
連続鋳造方法
【課題】 鋳片切断時に湯漏れなどの問題を発生させることなくその鋳造速度をできるだけ速くして生産性を高めるようにした連続鋳造方法を提供する。
【解決手段】 ブルーム鋳片厚さをD、鋳型内メニスカスから最終スタンドロールまでの距離をL1(cm)、鋳型内メニスカスから鋳片切断位置までの距離をL2(cm)としたとき、鋳造速度Vc(cm/min)を、下記(1)式で規定される最大鋳造速度Vmaxおよび下記(2)式で規定される最小鋳造速度Vminの範囲内となるように鋳造速度Vc(cm/min)を制御して操業する。
Vmax=(2k/D)2×(L2−200) …(1)
Vmin=(2k/D)2×(L1) …(2)
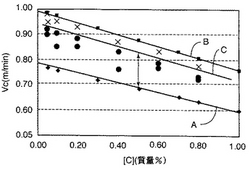
但し、kは鋳片の炭素濃度を[C](質量%)としたときに、下記(3)式によって 求められる凝固定数(mm/min1/2)を示す。
k=−α[C]+β(α,βは鋼種によって決定される係数)…(3)
(もっと読む)
疲労強度または冷間加工性に優れた高清浄度鋼の製造方法
【課題】 冷間加工性または疲労特性がさらに改善された高清浄度鋼の製造方法を提供する。
【解決手段】 本発明の製造方法は、Li含有物として、Li含有量が20〜40%のLi−Si合金および/またはLi2CO3を溶鋼に添加するものであり、具体的にはLi含有物を、成分調整、温度調整、スラグ精錬の一連の溶鋼処理が終了した段階で溶鋼中に添加することにより、鋼中のtotal−Li量が0.020〜20ppm(質量基準)であり、且つ長径20μm以上の酸化物系介在物が鋼50g当たり1.0個以下になるように制御する。
(もっと読む)
ツイン・トリプル鋳造用鋳型装置および連続鋳造方法

【課題】 仕切り用中子を着脱可能とするツイン鋳造用鋳型を使用した場合にも、品質の良い鋳片を製造可能とする。
【解決手段】 1つの駆動装置からなる鋳型を用いて、2つまたは3つの鋳片を同時に鋳造する連続鋳造用鋳型装置1である。内部が水冷構造の仕切り用中子2bと、該仕切り用中子2bの下方に設けられた鋳片短辺支持装置5と、該鋳片短辺支持装置5に付随して配置された冷却水スプレー装置を有する。これらの仕切り用中子2b、鋳片短辺支持装置5および冷却水スプレー装置を一体ユニット6として連結して、鋳型2の内側に1つまたは2つ配置する。該一体ユニット6を、一括して、鋳型2に対して装着または離脱可能に設ける。
【効果】 ツイン或いはトリプルサイズ兼用連続鋳造機の鋳型交換に関する準備時間の短縮と設備コストの低減を図りつつ、品質の良い鋳片の製造ができる。
(もっと読む)
金属の竪型連続鋳造装置
【課題】 竪型連続鋳造装置で溶融金属を連続的に鋳造する際に、水冷鋳型下部における凝固殻の再溶解に伴う湯漏れの発生を容易に検出できる竪型連続鋳造装置を提供する。
【解決手段】 底部が開放され、内部に水室が形成されるとともに低部に冷却水噴射口を有する水冷鋳型の底部から鋳塊を連続的に引き出す竪型連続鋳造装置において、前記水冷鋳型の下に、引き出される鋳塊に隣接して、鋳造される金属よりも融点の低い素材からなる中空部材、例えばゴムチューブを加圧状態で配置し、漏れた金属が接触して前記中空部材が溶融したとき、前記中空部材内の急激な圧力低下を圧力計で検知することにより、水冷鋳型下部における湯漏れの発生を検出する。
(もっと読む)
鋼の連続鋳造方法
【課題】 C含有量が0.4質量%以上の鋼の連続鋳造において、軽圧下起因の内部割れを発生させずに鋳片の中心偏析を十分に軽減することのできる連続鋳造方法を提供する。
【解決手段】 C含有量が0.4質量%以上の鋼の連続鋳造方法であって、鋳造しようとする鋼のMn、P、S含有量に基づいて、凝固末期の鋳片を予め定めた圧下速度でロールにより圧下する軽圧下の実施又は不実施を決定することを特徴とする鋼の連続鋳造方法である。軽圧下不実施とする際には、併せて連続鋳造速度を軽圧下実施時と比較して遅い速度とし、溶鋼過熱度を調整する。また、下記(1)式で定める指標Xが品質要求レベルから決定される所定の値よりも低い値となったときに軽圧下を不実施と決定する。
X=0.5×[Mn]/[S]+0.2/[P] (1)
ただし、[Mn][P][S]は各成分の溶鋼中含有量(質量%)である。
(もっと読む)
連続鋳造用浸漬ノズルおよびこの連続鋳造用浸漬ノズルを用いる連続鋳造用モールドへの注湯方法
【課題】 非金属介在物による欠陥の少ない、清浄度の高い鋼を安定して連続鋳造することを可能とする連続鋳造片にモールドパウダーの巻き込みを低減することができる浸漬ノズルを提供する。
【解決手段】 浸漬ノズル5の先端側のノズル側壁7に水平面から上方向に0〜15°の吐出角度を持つ複数個の吐出孔8を配設し、さらに浸漬ノズル5の先端のノズル底面9にノズル孔6の内径の15〜75%の径を有する底面孔10の補助吐出孔を開けた連続鋳造用の浸漬ノズル5である。
(もっと読む)
溶けた金属、特に溶けた鋼鉄材料の連続鋳造時に鋳造ストランド内の湯溜り尖端部の位置を決定するための方法及び装置
溶けた金属、特に鋼鉄材料の連続鋳造時に、鋳造ストランド(1)の湯溜り尖端部(1a)の位置を決定するための方法及び装置は、単位長当り又はストランド長全体に渡ってのコア部流動体領域の間接的な測定を、固定の又は調節可能なサポートロール対(7a)に関する力と行程の両方又は一方の信号(10)により、調節するプロセスパラメータを直接測定することによって実施することと、これらの測定値にもとづき、湯溜り尖端部(1a)の瞬間的な位置に関するモデル計算(15)を行って、それにもとづき、変化する鋳造パラメータを連続的に適合させることとによって、より精確な結果を生み出す。  (もっと読む)
(もっと読む)
ビレットおよびブルームを連続鋳造するための鋳型の鋳型キャビティ
本発明は、ビレット、ブルーム、ブランクを連続鋳造するための鋳型の鋳型キャビティに関し、複数の湾曲外形線(42)を持つ断面を有する鋳型キャビティ内で鋼を鋳造しつつキャビティ壁を冷却する。本発明の目的は、鋳片断面の外形線(42)に沿って生成中の鋳片シェルと鋳型壁との間で正規の熱交換を確保するための最適条件を創出し、鋳片シェル中の凝固欠陥を防止する。そのために、コーナー領域の湾曲外形線(42)の少なくとも一部分で、鋳造方向に並ぶ一連の同じコーナー領域の外形線(42'、42'')に対して、かつ鋳型キャビティの凹状コーナー領域における鋳型長さの少なくとも一部分に亘って、湾曲の程度1/Rを減少させることにより、鋳片シェルと冷却鋳型キャビティとの間の間隙を閉鎖させ、鋳片シェルを変形させる。  (もっと読む)
(もっと読む)
101 - 108 / 108
[ Back to top ]