
Fターム[4E014LA04]の内容
Fターム[4E014LA04]に分類される特許
1 - 20 / 26
鋳造装置
【課題】 Cu−Ga合金からなるCu−Ga合金スラブを溶解鋳造により作製するための鋳造装置において、複数のCu−Ga合金スラブを、ひび割れ発生を充分に抑制して製造することができる鋳造装置を提供する。
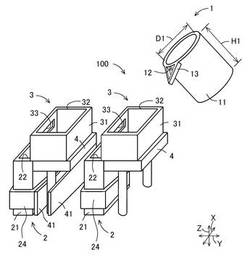
【解決手段】 鋳造装置100は、坩堝1と複数の鋳型2と複数の貯留槽3とを備える。各鋳型2の外周面には、冷却抑制部材24が設けられ、互いに隣接する鋳型2間には、輻射熱伝達防止部材41が設けられている。そして、各鋳型2の鋳型条件Sm、および平均鋳型条件SAVが、(|SAV−Sm|/SAV)×100≦3の関係を満たす。
(もっと読む)
鋳造装置

【課題】 Cu−Ga合金からなるCu−Ga合金スラブを溶解鋳造により作製するための鋳造装置において、大型のCu−Ga合金スラブを、ひび割れ発生を充分に抑制して製造することができる鋳造装置を提供する。
【解決手段】 鋳造装置100は、坩堝1と鋳型2との間に貯留槽3を備える。貯留槽3は、坩堝1の下方に配置され、坩堝1の出湯開口12から出湯された溶湯を一時的に貯留する。この貯留槽3は、坩堝1の出湯開口12から出湯された溶湯が流入する流入開口32と、該流入開口32よりも下方に設けられ、流入開口32から流入して貯留される溶湯を、溢流させて排出可能な排出開口33とが設けられる。そして、注湯開口22から流入して鋳型2に注湯される溶湯の単位時間あたりの注湯量が、17.0〜26.5kg/minである。
(もっと読む)
鋳鋼注湯装置
【課題】鋳鋼の溶鋼を鋳型の湯口に鋳込む鋳込み時間を短縮させるのに貢献できる鋳鋼注湯装置1を提供する。
【解決手段】第1旋回軸3の第1軸線30は、炉体本体22の外周壁面28の第1仮想延長線P1よりも径内側に位置しており、且つ、炉体本体22の耐火ライニング材21の内周壁面29の第2仮想延長線P2よりも径外側に位置している。出鋼樋部24は炉体2から上方または斜め上外方に突出しつつ、出鋼樋部24の出鋼先端24eは、炉体本体22の外周壁面28の第1仮想延長線P1よりも径内側に位置しており、且つ、炉体本体22の耐火ライニング材21の内周壁面29の第2仮想延長線P2よりも径外側に位置している。
(もっと読む)
出湯装置及び注湯方法
【課題】ストッパを使わずにルツボ内の雰囲気を制御可能な出湯装置及び注湯方法を提供する。
【解決手段】出湯装置20は、溶湯Mを溜める傾動式のルツボ21と、ルツボ21を覆う密閉部材24と、密閉部材24に設けられた出湯口24Aと、出湯口24Aに設けられルツボ21の傾動出湯時に溶湯Mの熱で貫通する閉塞部材50とを備える構成とする。
(もっと読む)
鋳造方法及びその装置
【課題】品質が良好であり、しかも、諸特性が部位に関わらず略同等である鋳造品を得る。
【解決手段】鋳造装置10を用いて鋳造作業を行う際、第1取鍋12に貯留された溶湯14を第2取鍋16に移液する最中に、第1取鍋12から第2取鍋16に向かって流動する溶湯14に対し、計量ホッパ18を介して接種剤26を接種する。このようにして接種剤26が接種された溶湯14が、第2取鍋16に受領される。さらに、第2取鍋16内の接種済の溶湯14が所定の量となった後、該溶湯14を金型20に注湯する。溶湯14がキャビティ36内で冷却固化することにより、鋳造品が得られる。
(もっと読む)
給湯装置及びその方法
【課題】 本発明は注湯量分を高精度に汲み上げて全量を一気に注湯することにより、注湯時間を短縮して生産性を向上させることができる給湯方法及びその装置を目的とするものである。
【解決手段】 少なくとも溶湯汲みステーションと注湯ステーション間を旋回移動するロボットアーム5に取り付けられる取鍋4により溶湯を汲み上げて鋳型に注湯する給湯装置であって、取鍋4で汲み上げられた溶湯を流出させて注湯量と一致するよう取鍋4を俯角傾動させる回動角度調整自在な回動軸5bをロボットアーム5に取り付け、注湯量に応じて回動軸5bの回動角度を制御する制御機構を設けた給湯装置及びロボットアーム5に支持された取鍋4を溶湯炉2内に浸漬させて溶湯を汲み上げたうえ、ロボットアーム5の先端に設けた回動角度調整自在な回動軸5bにより取鍋4を一定の俯角度に傾動させて取鍋4内の溶湯を俯角度分流出させて溶湯量を注湯量と一致させる給湯方法である。
(もっと読む)
溶融状態の金属の取出方法及びこれに用いる坩堝
【課題】酸化皮膜の流出を防止することで、鋳造された鋳物の引張強さや伸びを向上させる坩堝及び溶融状態の金属の取出方法を提供することを目的とする。
【解決手段】開口端部4の少なくとも一部を閉塞すると共に、開口端部4の縁部との間に間隙を存して設けられた第1の閉塞部材5と、開口端部4の縁部と第1の閉塞部材5との間に形成された間隙からなる流出口部6aとを備える坩堝1aに収容された溶融状態の金属7を、坩堝1aを傾動させて流出口部6aから流出させることにより取り出すと共に、第1の閉塞部材5により、溶融状態の金属の表面に浮遊する酸化皮膜8の流出を阻止する。
(もっと読む)
傾動式自動注湯方法および取鍋用傾動制御プログラムを記憶した記憶媒体
【課題】 取鍋から流出する金属溶湯を正確に鋳型内湯口へ落下させる注湯方法を提供することを目的とする。
【解決手段】 取鍋から流出する金属溶湯を正確に鋳型内湯口へ落下させるべく取鍋を傾動させるサーボモータ、取鍋を前後動させるサーボモータおよび取鍋を上下動させるサーボモータへ印加する入力電圧をコンピュータを用いて制御する方法であって、取鍋から流出する金属溶湯の落下軌跡の数理モデルを作成し、この作成した数理モデルの逆モデルを解き、かつ縮流の影響を考慮して注湯流速推定部および落下位置推定部により金属溶湯の落下位置を推定し、その落下位置データをコンピュータで処理し、これにより、前記取鍋を傾動させるサーボモータ、前記取鍋を前後動させるサーボモータおよび前記取鍋を上下動させるサーボモータへの入力電圧を獲得し、この獲得した入力電圧に基づき、前記3つのサーボモータを制御する。
(もっと読む)
鋳造方法、その砂型、およびその鋳造装置。
【課題】鋳型に注入される溶湯の歩留まりを向上させることが可能な鋳造方法を提供する。
【解決手段】溶湯注入用の空洞を形成する溶湯注入部7、鋳物製品用の空洞を形成する製品部8、および、溶湯注入部と製品部を連通接続する空洞を形成する湯道9を備えた砂型10内に所要量の溶湯を注入して鋳物製品を鋳造する方法であって、製品部と湯道とを合わせた容量とほぼ同一の容量の溶湯Mを、溶湯注入部7に注入する工程と、溶湯Mが注入された溶湯注入部7に耐熱性の栓部材12を挿入して、溶湯注入部7内の溶湯を押し出し、製品部内および湯道内に溶湯を充満させたのち湯道の先端開口部を栓部材で閉塞することを特徴とする鋳造方法。
(もっと読む)
金属鋳造における溶湯連続供給システム
【課題】傾動式溶解炉と傾動式保持炉の複合した動作によって、保持炉1基で複数回のバッチを継続して鋳造可能な溶湯連続供給システムを提供する。
【解決手段】炉体を傾動させて金属溶湯を出湯する溶解炉1と保持炉2とから構成される。溶解炉1および保持炉2の出湯口に溶湯Mを排出する移湯樋3と鋳造樋4を備えてある。保持炉2を上昇させて鋳造樋4を介して一定流量の溶湯Mを鋳造機鋳造樋5に供給する。保持炉2は上昇後停止して出湯を継続しながら下降する。溶解炉1を上昇させて下降中の保持炉2へ移湯樋3を介して一定流量を移湯する。保持炉2は下降しながら溶解炉1から受湯し、同時に一定流量出湯する。保持炉1は下降後停止し出湯を継続しながら上昇する。この動作を鋳造完了まで繰り返し行う。
(もっと読む)
ラドル
【課題】酸化皮膜の混入を抑制する可動部のないラドルを提供すること。
【解決手段】周壁1a、1bの上縁に溶湯汲み取り口12aと汲み取った溶湯を外部に注湯する注湯口12bとを備える容器本体部1と、容器本体部1に設けられ、上部が前記溶湯汲み取り口12aに連通し下部に溶湯導入口3aを備える溶湯導入部3と、容器本体部1に溶湯導入口3aの下方となるように設けられ、前記下方と交差する方向に容器本体部1の周壁1aから外方に突出する酸化皮膜破砕部4と、を有することを特徴とするラドル。
(もっと読む)
溶湯供給装置及び溶湯貯留方法
【課題】複雑な可動機構を溶湯貯留室に設けることなく溶湯を安全かつ確実に貯留した状態で搬送可能で、かつ、メンテナンスを容易とする。
【解決手段】溶湯を貯留する溶湯貯留室110及び貯留した溶湯を排出する溶湯排出口121が先端部に設けられた溶湯排出部120を有する溶湯貯留筐体100と、上端部210が溶湯貯留室110の内部に位置するように溶湯貯留筐体100に取り付けられ、溶湯を溶湯貯留室110に導く溶湯導入パイプ200と、溶湯排出口121が上方向又は下方向に移動するような回転力を溶湯貯留筐体100に与える回転機構300とを有し、溶湯貯留筐体100が直立姿勢の状態で溶湯貯留室110に貯留した溶湯が溶湯排出口121から流出し始める直前の位置を溶湯貯留上限位置としたとき、溶湯湯入パイプ200は上端部210が、溶湯貯留上限位置と同じ位置かわずかに低い位置となるように溶湯貯留筐体100に取り付けられている。
(もっと読む)
金属材料の溶解供給方法および溶解供給装置
【課題】金属材料の溶解時間を低減して、溶解供給サイクルを短縮化させた金属材料の溶解供給方法および溶解供給装置を提供する。
【解決手段】誘導加熱により金属材料2を溶解し、溶解した金属材料2を鋳造装置4に供給する金属材料2の溶解供給方法であって、予め所定量の溶湯3を保持した溶解炉7に金属材料2を供給する金属材料供給工程S100と、金属材料供給工程S100にて溶解炉7に供給された金属材料2を誘導加熱により溶解する溶解工程S110と、溶解炉7内に溶湯3を残存させつつ、鋳造装置4にて一回の鋳造に必要な量の溶湯3を供給する溶湯供給工程S120とを有する。
(もっと読む)
溜鍋および溜鍋傾転装置
【課題】 鋳付量を抑制することができる溜鍋および溜鍋傾転装置を提供する。
【解決手段】 溜鍋は、溶融金属を貯留する溜まり部(11)と、溜まり部(11)から水平方向よりも上側に傾斜して延び、溶融金属の流路が形成された第1注ぎ部(12a)と、溜まり部(11)を挟んで第1注ぎ部(12a)と反対側に設けられ、溜まり部(11)から水平方向よりも上側に傾斜して延び、溶融金属の流路が形成された第2注ぎ部(12b)と、を備え、第1注ぎ部(12a)および第2注ぎ部(12b)の流路底面に、溶融金属の注ぎ口が設けられている。
(もっと読む)
自動注湯方法およびその設備
【課題】 取鍋内の残り湯の発生を無くすことにより取鍋からの排湯を無くすことができる自動注湯方法およびその設備を提供する。
【解決手段】 鋳型各々の鋳型番号、製品種別、設定注湯重量のデータに基づき、取鍋で受湯する溶湯の設定溶湯重量及び前記取鍋で注湯可能な鋳型数を決定する工程と、前記設定溶湯重量より多くの重量の溶湯を前記取鍋で受湯する工程と、該取鍋で受湯した溶湯の実際溶湯重量と前記設定溶湯重量との差を算出する工程と、該算出した重量差の一部を注湯すべき鋳型の前記設定注湯重量に加算して目標注湯重量を算出する工程と、前記注湯すべき鋳型に前記目標注湯重量を目標として注湯する工程と、を有し、前記取鍋で注湯可能な鋳型数だけ前記注湯を繰り返し、該注湯可能な鋳型数の最後の鋳型に注湯したときに前記取鍋を空にする。
(もっと読む)
自動注湯方法
【課題】 傾動式の自動注湯装置であっても、高速造型ラインの高速造型に対応して高速注湯をすることができる自動注湯方法を提供する。
【解決手段】 複数回分の注湯重量の溶湯を貯めることができる注湯桶を正傾動させることにより該注湯桶内の溶湯を鋳型内に注湯する工程と、前記注湯桶を逆傾動させることにより前記鋳型内への注湯を停止する工程と、該注湯が終了した鋳型を含む鋳型群を間欠搬送する工程と、を有し、前記鋳型内に注湯する工程の開始から前記鋳型群を前記間欠搬送する工程の終了までの間、前記注湯桶内の溶湯重量が所定重量に達していない場合には保持炉を正傾動させることにより溶湯を前記注湯桶に供給し続ける。
(もっと読む)
金属溶融体から鋳造部品を鋳造する方法および装置
【課題】複雑な形状を有する高品質な鋳造部品を経済的にかつ高い作動信頼性をもって製造できる方法および装置を提供することにある。
【解決手段】本発明の方法の実施中、鋳造部品Gを成形する成形キャビティH、フィードシステムおよび鋳込みチャネル13を有しかつピボット型装着により取付けられた鋳型Fは充填位置に回転され、かつ鋳型Fには金属溶融体が充填される。重力の作用の結果として、溶融体は鋳込みチャネルを通って流れ、このとき溶融体の主流れ方向は重力の作用方向に対して或る角度を形成する。充填は、鋳込みチャネル13を含む鋳型Fが金属溶融体Mで完全に充填されるまで続けられる。次に、鋳型Fが充填開口14内に置かれるストッパ18によりシールされかつ凝固位置まで回転される。この凝固位置で、フィードシステム10内に存在する溶融体Mが、成形キャビティH内に存在する溶融体Mを押圧する。
(もっと読む)
自動注湯機の制御方法およびその制御システム
【課題】自動注湯装置が、所望のシーケンスによって鋳型に注湯することが可能な自動注湯機の制御方法を提供する。
【解決手段】3個のサーボモータをPLCによってそれぞれ制御しながら駆動して、鋳型に対して取鍋を傾動、昇降および進退動して、シーケンスによって注湯動作を行う自動注湯機を制御する方法であって、PLCからの指令の下に、サーボモータを連動駆動して取鍋から鋳型に溶湯を注入するとともに、3個のサーボモータを含む自動注湯機の重量を重量測定手段により測定して、取鍋内の溶湯の重量の変化を、PLCによって演算し、取鍋に加速度が生じている間、重量測定手段の測定値を無視して、注湯動作を遂行することを特徴とする。
(もっと読む)
自動注湯制御方法、自動注湯装置のサーボモータの制御システムおよび取鍋用傾動制御プログラムを記憶した記憶媒体
【課題】コンピュータにより、熟練作業者による注湯作業に可及的に近づけることが可能な、取鍋の傾動による自動注湯の制御方法を提供する。
【解決手段】注湯プロセスを遂行するプログラムで制御されるサーボモータにより取鍋を傾動させて鋳型に注湯するに当たり、所望の注湯流量パターンによって鋳型に注湯すべくサーボモータを制御する方法であって、サーボモータに印加する入力電圧から取鍋による注湯流量までの数理モデルの逆問題を解き、かつ、重量計測器によって計測される溶湯金属の鋳込み重量から重心変動の影響を取り除いた重量とサーボモータに印加する入力電圧から拡張カルマンフィルタに基づく指数減衰型オブザーバを用いて注湯流量を推定し、この注湯流量と目標注湯流量をゲインスケジュールドPI制御器で処理し、これにより、サーボモータに印加する入力電圧を獲得し、この獲得した入力電圧に基づきサーボモータを制御することを特徴とする。
(もっと読む)
重力鋳造用鋳型の給湯制御方法及びその給湯制御装置、重力鋳造用鋳型の給湯制御装置により製造された空気入りタイヤ用金型。
【課題】特別な装置や設備を用いることなく、溶融金属を充填する際のエアーの巻き込みを防止し、鋳造不良を有効に防止すると共に、品質の安定化を図ることが出来る重力鋳造用鋳型の給湯制御方法及びその給湯制御装置、重力鋳造用鋳型の給湯制御装置により製造された空気入りタイヤ用金型を提供する。
【解決手段】湯道6の給湯口部6a,6bには、ホッパ状の溶湯金属溜め部13が設置され、またこの溶湯金属溜め部13内には、溶湯金属溜め部13内の溶湯量(水位)を検出する接触式または非接触式のレベルセンサー等で構成される検出手段14が設けてあり、この検出手段14からの検出信号に基づき、制御装置15を介して前記可傾式給湯炉4の傾倒駆動装置16の駆動制御を行うように構成してある。傾倒駆動装置16としては、電動式の駆動モータ,空圧,油圧シリンダー等を使用することが出来る。
(もっと読む)
1 - 20 / 26
[ Back to top ]