
Fターム[4E014LA16]の内容
Fターム[4E014LA16]に分類される特許
1 - 15 / 15
真空上注ぎ鋳造の監視方法及び真空上注ぎ鋳造の終了方法
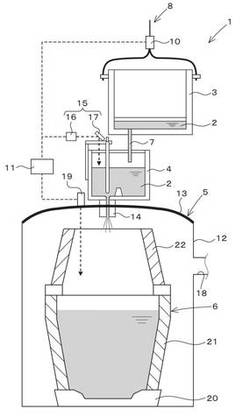
【課題】真空上注ぎ鋳造において、鋳込状態を正確に監視することができると共に、鋳込み終了を正確に行うことができるようにする。
【解決手段】本発明の真空上注ぎ鋳造の監視方法は、第1容器3内の溶鋼2を第1容器3の下側に設置した第2容器4内に注入し、第2容器4に注入した溶鋼2を当該第2容器4の下側に設置した真空装置5内の鋳型6に注入することによって溶鋼2を鋳込む真空上注ぎ鋳造にて、鋳型6への溶鋼2の鋳込状態を監視するにあたっては、第1容器3の重量と第2容器4内の湯面レベルとに基づいて鋳型6への鋳込量を求める鋳込量算出工程と、鋳型6内の溶鋼2の湯面レベルを測定する湯面レベル測定工程と、鋳込量算出工程で求めた鋳込量と湯面レベル測定工程で求めた湯面レベルの少なくともいずれか一方を用いて鋳込状態を監視する鋳込状態監視工程と、を有する。
(もっと読む)
自動注湯機への溶湯供給方法およびその設備

【課題】高速鋳型造型機の鋳型造型速度に対応することが可能な上に、注湯取鍋の溶湯の材質と鋳型に注湯するそれとが合致する溶湯を自動注湯機へ供給可能な自動注湯機への溶湯供給方法を提供する。
【解決手段】溶解炉から自動注湯機の注湯取鍋に溶湯を供給する方法であって、溶解炉と前記注湯取鍋とを溶湯について連結する処理取鍋に所要量の合金成分材を投入したのち、処理取鍋に溶解炉から溶湯を供給し、供給された溶湯を貯留した処理取鍋を待機させる工程と、自動注湯機から取り外した注湯取鍋を、待機中の処理取鍋まで移動させる工程と、待機中の処理取鍋から注湯取鍋に溶湯を空ける工程と、溶湯を注湯された注湯取鍋を自動注湯機に取り付ける工程と、を含むことを特徴とする。
(もっと読む)
給湯装置及びその方法
【課題】 本発明は注湯量分を高精度に汲み上げて全量を一気に注湯することにより、注湯時間を短縮して生産性を向上させることができる給湯方法及びその装置を目的とするものである。
【解決手段】 少なくとも溶湯汲みステーションと注湯ステーション間を旋回移動するロボットアーム5に取り付けられる取鍋4により溶湯を汲み上げて鋳型に注湯する給湯装置であって、取鍋4で汲み上げられた溶湯を流出させて注湯量と一致するよう取鍋4を俯角傾動させる回動角度調整自在な回動軸5bをロボットアーム5に取り付け、注湯量に応じて回動軸5bの回動角度を制御する制御機構を設けた給湯装置及びロボットアーム5に支持された取鍋4を溶湯炉2内に浸漬させて溶湯を汲み上げたうえ、ロボットアーム5の先端に設けた回動角度調整自在な回動軸5bにより取鍋4を一定の俯角度に傾動させて取鍋4内の溶湯を俯角度分流出させて溶湯量を注湯量と一致させる給湯方法である。
(もっと読む)
出湯量及び配湯量管理システム
【課題】保持炉単位、もしくは鋳造設備を備えた工場単位で配湯量を管理することができ、出湯重量を計測可能とすることで、配湯量だけでなく出湯量も併せて管理することのできる出湯量及び配湯量管理システムを提供する。
【解決手段】鋳造装置21と溶解炉11との間を走行可能な配湯車両30と、配湯車両に載置され、内部に保持した溶湯を保持炉22に供給することのできる配湯用容器32とを用いて、溶解炉からの溶湯の出湯量、及び鋳造装置の保持炉への溶湯の配湯量を管理するため、溶融金属配湯車両に載置した配湯用容器の重量を計測する重量計測手段と、溶融金属配湯車両との間で無線通信を行って、重量計測手段で計測した出湯及び配湯の前後における配湯用容器の重量、もしくは当該重量に基づき算出した溶湯の出湯重量及び配湯重量を取得し、複数の出湯重量及び配湯重量を記憶して出湯量及び配湯量を管理する湯量管理手段56とを具備するシステム。
(もっと読む)
自動注湯方法およびその設備
【課題】鋳込み重量が大きくなっても溶解炉や注湯機のサイズを小さくすることができ、なお且つ安定した注湯ができる自動注湯方法およびその設備を提供すること。
【解決手段】未注湯の鋳型Mを、鋳型の搬送方向と平行な方向および鋳型の搬送方向に直交する方向および上下方向に移動させ、鋳型に形成された湯口と、注湯機Cの出湯口との位置合わせを鋳型搬送装置Aから送信される鋳型データに基づいて行うとともに、重量測定装置により鋳型へ注湯された注湯量を計測することにより、注湯機からの注湯量の制御を行う注湯方法および注湯設備。
(もっと読む)
鋳造方法、その砂型、およびその鋳造装置。
【課題】鋳型に注入される溶湯の歩留まりを向上させることが可能な鋳造方法を提供する。
【解決手段】溶湯注入用の空洞を形成する溶湯注入部7、鋳物製品用の空洞を形成する製品部8、および、溶湯注入部と製品部を連通接続する空洞を形成する湯道9を備えた砂型10内に所要量の溶湯を注入して鋳物製品を鋳造する方法であって、製品部と湯道とを合わせた容量とほぼ同一の容量の溶湯Mを、溶湯注入部7に注入する工程と、溶湯Mが注入された溶湯注入部7に耐熱性の栓部材12を挿入して、溶湯注入部7内の溶湯を押し出し、製品部内および湯道内に溶湯を充満させたのち湯道の先端開口部を栓部材で閉塞することを特徴とする鋳造方法。
(もっと読む)
スライディングノズル装置の制御方法
【課題】タンディッシュ内の溶鋼重量を適正範囲に制御するためのスライディングノズル装置の制御方法において、プレートの摺動回数を少なくでき、プレートの寿命を延ばすことができるようにする。
【解決手段】連続鋳造において取鍋1からタンディッシュ3へ排出される溶鋼流量を調節するために、スライディングノズル装置2のプレート2aの摺動距離を制御するスライディングノズル装置の制御方法であって、タンディッシュの重量変化率からタンディッシュ重量の許容範囲を超えるまでの時間ΔTを計算する段階と、ΔTが所定値以下になったときに、プレートを開方向又は閉方向に摺動させる段階とを含み、前記プレートを開方向又は閉方向に摺動させる段階では、取鍋のヘッドの下降に伴い、プレートの摺動距離を大きくする。
(もっと読む)
自動注湯方法およびその設備
【課題】 取鍋内の残り湯の発生を無くすことにより取鍋からの排湯を無くすことができる自動注湯方法およびその設備を提供する。
【解決手段】 鋳型各々の鋳型番号、製品種別、設定注湯重量のデータに基づき、取鍋で受湯する溶湯の設定溶湯重量及び前記取鍋で注湯可能な鋳型数を決定する工程と、前記設定溶湯重量より多くの重量の溶湯を前記取鍋で受湯する工程と、該取鍋で受湯した溶湯の実際溶湯重量と前記設定溶湯重量との差を算出する工程と、該算出した重量差の一部を注湯すべき鋳型の前記設定注湯重量に加算して目標注湯重量を算出する工程と、前記注湯すべき鋳型に前記目標注湯重量を目標として注湯する工程と、を有し、前記取鍋で注湯可能な鋳型数だけ前記注湯を繰り返し、該注湯可能な鋳型数の最後の鋳型に注湯したときに前記取鍋を空にする。
(もっと読む)
自動注湯方法
【課題】 傾動式の自動注湯装置であっても、高速造型ラインの高速造型に対応して高速注湯をすることができる自動注湯方法を提供する。
【解決手段】 複数回分の注湯重量の溶湯を貯めることができる注湯桶を正傾動させることにより該注湯桶内の溶湯を鋳型内に注湯する工程と、前記注湯桶を逆傾動させることにより前記鋳型内への注湯を停止する工程と、該注湯が終了した鋳型を含む鋳型群を間欠搬送する工程と、を有し、前記鋳型内に注湯する工程の開始から前記鋳型群を前記間欠搬送する工程の終了までの間、前記注湯桶内の溶湯重量が所定重量に達していない場合には保持炉を正傾動させることにより溶湯を前記注湯桶に供給し続ける。
(もっと読む)
自動注湯機の制御方法およびその制御システム
【課題】自動注湯装置が、所望のシーケンスによって鋳型に注湯することが可能な自動注湯機の制御方法を提供する。
【解決手段】3個のサーボモータをPLCによってそれぞれ制御しながら駆動して、鋳型に対して取鍋を傾動、昇降および進退動して、シーケンスによって注湯動作を行う自動注湯機を制御する方法であって、PLCからの指令の下に、サーボモータを連動駆動して取鍋から鋳型に溶湯を注入するとともに、3個のサーボモータを含む自動注湯機の重量を重量測定手段により測定して、取鍋内の溶湯の重量の変化を、PLCによって演算し、取鍋に加速度が生じている間、重量測定手段の測定値を無視して、注湯動作を遂行することを特徴とする。
(もっと読む)
秤量機付き取鍋台車
【課題】台車をコンパクトにできると共に、台車に取り付ける秤量センサーの損傷及び測定精度の低下を防止して、秤量センサーの信頼性を高めた秤量機付き取鍋台車を提供する。
【解決手段】取鍋11を載置する台車フレーム12を有し、台車フレーム12の前後の左右両側下部にそれぞれ設けられた軸受け部13、14で軸受けされたシャフト15を介して車輪16を備える取鍋台車10において、各軸受け部13、14は、水平レバー20、21の先側で水平方向に支持され、かつ水平レバー20、21の基側が、台車フレーム12の下部に、上下方向に回動自在に設けられ、しかも車輪16が、軸受け部13、14と台車フレーム12との間に設けられた秤量センサー17、18により、垂直方向に支持されている。
(もっと読む)
自動注湯システム
【課題】熟練技能者の注湯挙動から自動注湯機のパラメータ設定に至る業務である、注湯パラメータの最適化を容易に行うことができる自動注湯システムとする。
【解決手段】取鍋棒3の取鍋2付け根近傍に設けたゲージ取付部7の周囲に、等間隔で少なくとも4個のひずみゲージ8を固定してブリッジ回路9を構成し、このブリッジ回路9の信号により取鍋2の角度変化と、取鍋2内の溶湯4の重量変化により、パソコン11は注湯速度変化を検出して注湯パラメータを演算する。また、各ひずみゲージ8の感度差、ひずみゲージ8装着位置のばらつき、取り付け角度のずれの補正を行う。更に、このようにして得られた注湯パラメータにより自動注湯機が注湯を行い、注湯速度変化を計測して注湯パラメータの調整を行い、最適パラメータを得る。この最適パラメータにより自動注湯機は量産用の注湯を行う。
(もっと読む)
鋳造用自動注湯装置並びに鋳型に対する注湯方法
【課題】 鋳型に対する溶湯の注湯重量の計量精度の向上が、より安定的に達成され得る鋳造用自動注湯装置と方法とを提供する。
【解決手段】 鋳型の一つに対する注湯量に相当する量において溶湯が収容可能な収容部と、収容部を下方に向かって外部に連通せしめる連通路からなるオリフィス部とを有する漏斗部材84を、鋳型の上方に配置せしめた状態で、傾動手段36による取鍋12の傾動により、取鍋12内に貯留される溶湯を漏斗部材84の収容部内に流し込む一方、取鍋12の傾動量を減少せしめることで、計量手段74,27により計量される取鍋12内の溶湯の貯留重量の減少量が鋳型の一つに対する注湯重量と一致したときに、取鍋12内から漏斗部材84の収容部内への溶湯の流入を停止せしめるように構成した。
(もっと読む)
注湯装置
【課題】鋳造用金型におけるキャビティへの単位時間当たりの充填溶湯量を所定範囲内とする。
【解決手段】注湯装置18を構成する鋳造用取鍋20及び注湯鍋38は、それぞれ、第1ロードセル28、第2ロードセル50に支持されている。第1ロードセル28、第2ロードセル50の測定結果に基づき、制御回路によって、鋳造用取鍋20、注湯鍋38から導出される溶湯Lの導出流量が算出される。前記制御回路は、この算出結果に基づき、注湯鍋38から導出される溶湯Lの導出流量が予め設定された所定の範囲内となるように、鋳造用取鍋20の傾動角度を制御する。
(もっと読む)
重力鋳造法に於ける給湯炉からの出湯制御方法及びその装置、出湯制御方法により製造するタイヤ加硫用金型の製造方法
【課題】給湯炉からの出湯制御を精度良く行うことで、鋳造不良や給湯の無駄を防止することを可能とした重力鋳造法に於ける給湯炉からの出湯制御方法及びその装置、出湯制御方法により製造するタイヤ加硫用金型の製造方法を提供する。
【解決手段】給湯炉1からの出湯時に、傾倒制御装置8により給湯炉1を順次傾倒させてアルミ等の溶湯Wを出湯し、この時に前記樋2内の溶湯重量A及び供給ホッパ3内の溶湯重量Bを樋2の重量計9及び供給ホッパ3の重量計10または溶湯量の検出センサー11により測定する。そして、供給ホッパ内3の溶湯が所定重量Gに達する前に、予め求めた給湯計算値と前記重量計9,10で求めた重量(溶湯重量A+溶湯重量B)とを制御装置12により比較演算(減算)し、この計算値に基づき前記給湯炉1を傾倒制御装置8を介して所定の傾斜角度に傾倒作動させ、給湯炉1からの出湯を停止するように制御する。
(もっと読む)
1 - 15 / 15
[ Back to top ]