
Fターム[4E016DA04]の内容
圧延ロール、圧延スタンド、圧延機の駆動 (1,476) | 圧延ロールの構造、形状 (439) | 胴本体 (196) | 複合、多層構造ロール (91) | スリーブ嵌合ロール (37)
Fターム[4E016DA04]に分類される特許
1 - 20 / 37
圧延ロール
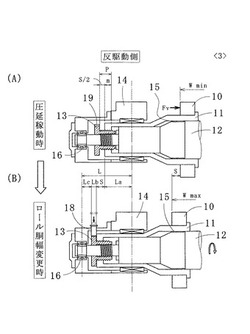
胴幅可変式水平ロール装置
【課題】水平ロールに大きな荷重をかけることができセンターリング装置が不要でロール軸心方向寸法の短縮化が可能な胴幅可変式水平ロール装置を提供する。
【解決手段】一方に駆動源が連結され、両側を軸受箱14、14aによって支持されたロール軸12にスプライン結合によって装着された左右の中空軸11、11aと、それに固着された左右対となる水平ロール10、10aと、ロール軸12に対して左右の中空軸11、11aの取付け位置をそれぞれ決める位置決め手段20、21aとを有する胴幅可変式水平ロール装置21において、位置決め手段20、20aは、外周側に雄ねじ28が、内周側に螺旋方向の異なる雌ねじ29が形成され、軸心方向に移動可能な中空ねじ駒13の回転を防止する回転防止手段25を有する。
(もっと読む)
圧延機の胴幅可変ロールおよびロール胴幅可変方法

【課題】ロール胴幅の調整範囲が広く、構造もシンプルで剛性の高い胴幅可変ロールを提供する
【解決手段】左右対の竪ロールと、回転するアーバーの胴部にスリーブロールを嵌合させた上下対の水平ロールと、を有する圧延機の前記水平ロールにおいて、前記アーバーを内部から加熱して熱膨張させる加熱装置を有し、前記アーバーの胴部の外径とスリーブロールの内径を、前記熱膨張させる前のアーバーの胴部に対してはスリーブロールを軸方向に移動させることができ、前記熱膨張をさせたときにアーバーの胴部が膨着してスリーブロールが固定される寸法とし、前記熱膨張させる前のアーバーの胴部にスリーブロールを非固定で嵌合させた構成とする。
(もっと読む)
圧延ロールおよび圧延ロールの再利用方法
【課題】外層にクラックが生じてもロール全体が割損するのを防ぐことができ、熱間圧延の際に熱膨張係数の差による引っ張り応力によって外層にクラックが発生することもなく、また圧延ロールを形成する材料を十分有効に利用することが可能な圧延ロールと、そのような圧延ロールについての有効な再利用方法を提供する。
【解決手段】外周に圧延部2を有する外層部3の内周に内層部4が嵌合して一体に回転可能とし、これら外層部3と内層部4とをともに超硬合金により形成した圧延ロール1とする。また、超硬合金によって一体に形成された圧延ロールの外周部を除去して外径を小さくし、圧延ロール1の内層部4として再利用する。あるいは、圧延ロール1の外層部3から内層部4を取り外して他の外層部の内周に嵌合する。
(もっと読む)
リング状圧延ロール用スペーサ
【課題】リング状圧延ロールを装着する片持式圧延機用ロールにおいて、リング状圧延ロールのフランジ部の幅を縮小可能とするためのスペーサであって、必要厚みの大きさに関わらず径方向の据え付け位置精度が良いスペーサを提供する。
【解決手段】油切2とリング状圧延ロール1との間に挿入される片持式圧延機用ロールのスペーサ4を、テーパスリーブ3の外径よりも大径の内周面を備えた環状に形成し、油切2とリング状圧延ロール1との間に位置する平板状部4aと内周縁に周設された鍔状突起部4bを備え、鍔状突起部4bが、該スペーサ4のいずれの部分ともロール軸6及びテーパスリーブ3と非接触の状態となるように前記油切の内周縁に嵌合自在に形成する。
(もっと読む)
圧延用複合スリーブロール
【課題】スリーブロールとシャフトディスクとの滑りによるスリーブロールの摩耗を低減させて、安定した圧延を行える圧延用複合スリーブロールを提供する。
【解決手段】駆動力の伝達を受けるシャフトディスク3から与えられる摩擦力により回転し、熱間圧延を行う3ロール圧延機10に用いられる圧延用複合スリーブロール1であって、シャフトディスク3よりも先端側に突出している外層部5と、シャフトディスク3と接触する内層部6の側面1aの一部が、硬度80〜90Hsのハイス材7からなり、シャフトディスク3と接触する内層部6の内面1bの少なくとも一部が硬度65Hs以上である。
(もっと読む)
熱間圧延機用ワークロールとその製造方法
【課題】本発明は、金属板の熱間圧延、とりわけ薄鋼板の熱間仕上圧延において、ワークロールに発生するサーマルクラウンを抑えて、そのことにより、通板性が良好で安定した圧延と圧延後の金属板や薄鋼板の形状品質の向上を可能とする熱間圧延機用ワークロールおよびその製造方法を提供する。
【解決手段】ワークロールは、炭素鋼製または合金鋼製の軸材、Fe−Ni合金製の中間層およびハイス系材料製の外層からなる複合ロールであり、バレル部において、軸材はロール胴長方向の中央部の外周に凹部を有し、中間層は該凹部に形成されて、軸材と中間層とで円柱状体を形成し、該円柱状体の外周に外層が形成されている。製造方法は連続鋳掛方法を採用することができる。
(もっと読む)
駆動シャフト及びローラリングを備えるローラ並びにこのようなローラを組立てる方法
一方では一定の外径と一定の長さとを有する円筒形の外表面(6)を有する駆動シャフト(1)と、他方ではより短いローラリング(2)とを具備するタイプのローラであって、ローラリングが、硬い材料から作成される外部リング(4)と、外部リングと同軸であると共により延性のある材料から作成される内部リング(3)とを含み、内部リングが、一定の内径を有する円筒形の内面を含み、かつ一方では冶金的なやり方で外部リングに永続的に結合され、他方では、駆動シャフトから外部リングにトルクを伝達するために、駆動シャフトと回転方向に固く接続されるローラに関する。本発明によれば、駆動シャフトとローラリングとの間における、回転方向に固い結合作用は、締りばめ接合のみからなり、この締りばめ接合は、駆動シャフトの外表面と内部リングの内面との間で行われ、駆動シャフトの外径の少なくとも0.01%の締めしろを有する。  (もっと読む)
(もっと読む)
金属帯の冷間圧延方法および冷延鋼帯の製造方法ならびに冷間圧延用圧延ロール
【課題】
焼き付き(ヒートスクラッチ)の発生限界圧下率・圧延速度を上げて、強圧下・高速圧延の可能で、かつ効率性の良い安定した金属帯の冷間圧延方法、冷延鋼帯の製造方法および冷間圧延用圧延ロールを提供することにある。
【解決手段】
圧延油(エマルション圧延油あるいはニート油)を供給しつつ、表層が鍛鋼材からなり、該層の内側に永久磁石層を有する圧延ロールにより、該圧延ロールと金属帯との間に磁界を印加しながら、冷間圧延をする。金属帯の材質として鋼、ステンレス鋼、非鉄金属等が挙げられる。圧延機は冷間タンデム圧延機でもリバース式冷間圧延機でもよい。
(もっと読む)
金属シート成形用ロールおよび金属シートの成形方法
【課題】金属の塑性変形を利用して金属シート表面に凸部を成形できる金属シート成形用ロールおよびそれを用いる金属シートの成形方法を提供することである。
【解決手段】 同一の軸線を有する第1胴部10、第2胴部11、12および軸部13、14を含み、第1胴部10を、その表面に複数の凹部が形成されるロール部材とし、第2胴部11、12を、第1胴部10の軸線方向の両端面20a、20bから第1胴部10に離反する方向に延び、その径が第1胴部10の軸線方向端部の径よりも小さいロール部材とし、軸部13、14を、第2胴部11、12の軸線方向の端面21a、21bから第1胴部10に離反する方向に延び、その径が第2胴部11、12の径よりも小さいロール部材とし、第1胴部10と第2胴部との間に段差がある金属シート成形用ロールを用いて金属シートを加圧成形する。
(もっと読む)
エンボス圧延加工用ロールおよび銅条・銅箔の製造方法
【課題】 生産能率や製造歩留まりの低下を引き起こすことなく、被加工物の銅条材や銅箔材の表面に所望の寸法の微細な凸状の立体パターンを常に正確かつ均一に形成する。
【解決手段】 所望の凸状の立体パターン9を被加工物(銅条材5)の表面に形成するためのエンボス凹型穴15が中空円筒状のスリーブ材の外周面に形成され、かつ前記エンボス凹型穴15に連なり前記スリーブ材の円筒中心方向へと伸びて当該方向へと余剰な圧延油8b、8cを逃がすように設定された圧延油逃し孔3が形成された金型本体スリーブ1と、外周に前記金型本体スリーブ1が同軸的に重ね合わされて、前記金型本体スリーブ1と共に回転するように設定されたロール軸体2とを備えて、圧延油8aを用いつつ前記金型本体スリーブ1の外周面を前記ロール軸体2と共に回転させながら前記被加工物である銅条材5の表面に押圧させることで、前記凸状の立体パターン9を前記被加工物(銅条材5)の表面に形成する。
(もっと読む)
仕上げ圧延機におけるクラウン・エッジドロップ制御圧延機および圧延方法
【課題】熱延鋼板のクラウン・エッジドロップをサイクル全体にわたり小さくすることが可能な圧延機および圧延方法を提供する。
【解決手段】バレルの端部に設けた先細り部が上下で互いに逆向きになるよう、上下のワークロールをスタンドに組み込み、前記先細り部が被圧延材の両エッジ部に位置するように上下のワークロールをロール軸方向反対向きにシフトさせるロール軸方向シフト機構を具備した圧延機において、上下のワークロールに外層が超硬合金スリーブからなるロールを用いたことを特徴とする仕上げ圧延機におけるクラウン・エッジドロップ制御圧延機およびそれを用いた圧延方法。
(もっと読む)
極薄熱延鋼板の製造方法
【課題】仕上げ圧延機出側板厚が1.0mm以下である極薄熱延鋼帯を歩留りよく安定して製造し得る極薄熱延鋼板の製造方法を提供する。
【解決手段】複数の圧延スタンドからなる仕上げ圧延機を用い、仕上げ圧延機出側板厚が1.0mm以下である極薄熱延鋼帯を製造する際、当該圧延スタンドのワークロール直径D、当該圧延スタンドの出側板厚hとしたとき、D/h>500となる圧延スタンドの上下のワークロールに、圧延部外層が超鋼合金からなるロールを用いる。
(もっと読む)
熱間圧延鋼帯の製造方法と仕上圧延機
【課題】シートバーがハイテンのように高強度鋼の場合や僅かな材質ムラにより圧延荷重が大きく変動する場合でも仕上圧延機内での蛇行量を小さく抑えながら熱間圧延鋼帯を製造することのできる熱間圧延鋼帯の製造方法と仕上圧延機を提供する。
【解決手段】粗圧延されたシートバー2を仕上圧延機3により仕上圧延して熱間圧延鋼帯1を製造するに際して、仕上圧延機3の複数の圧延スタンド4A〜4Gのうちワークロール5がクロスした圧延スタンドとして、ワークロール周面部が超硬合金で形成された圧延スタンド4Gを用いて熱間圧延鋼帯1を製造する。
(もっと読む)
鋼の熱間圧延方法
【課題】安定して小さいクラウンの熱延鋼帯を得ることができる鋼の熱間圧延方法を提供する。
【解決手段】上下のワークロールに圧延部外層が超硬合金スリーブであるロールを用い、圧延の進行に伴い、ワークロールの最大直径部と接触するバックアップロールの近傍部分でロール摩耗が促進するのを抑制するため、ワークロールとバックアップロール間へ潤滑剤を供給するようにしたことを特徴とする鋼の熱間圧延方法。
(もっと読む)
熱間圧延鋼帯の製造方法と仕上圧延機用ワークロール
【課題】粗圧延機から仕上圧延機に供給される鋼スラブがハイテンのように高強度で、かつ幅方向の材質ムラによる左右バランスのズレが大きくなりやすい場合でも品質の低下や蛇行の発生を招くことなく熱間圧延鋼帯を高効率で製造することのできる熱間圧延鋼帯の製造方法と仕上圧延機用ワークロールを提供する。
【解決手段】加熱された鋼スラブを粗圧延し、次いで複数の圧延スタンドを有する仕上圧延機により仕上圧延して熱間圧延鋼帯を製造するに際して、複数の圧延スタンドのうち少なくとも1つの圧延スタンドのワークロール2の周面部が超硬合金で形成され、かつ超硬合金で形成されたワークロール2の周面部の研磨目8がワークロール軸方向とほぼ平行に形成されている仕上圧延機を用いる。
(もっと読む)
耐リジング性と熱延板表面品質に優れるフェライト系ステンレス鋼板の熱間圧延方法
【課題】耐リジング性と熱延板表面品質の両方を満足した熱延鋼板を安定して得ることができるフェライト系ステンレス鋼板の熱間圧延方法を提供する。
【解決手段】仕上げ圧延機の少なくとも一つのスタンドのワークロールに、圧延部表層が超硬合金からなるロールを用いるフェライト系ステンレス鋼板の熱間圧延方法において、圧延部表層が超硬合金スリーブ2からなるワークロールを組み込んだスタンドの圧下率を35%以上55%以下とする。
(もっと読む)
鋼管素材に好適な熱延鋼板の製造方法
【要 約】
【課 題】効率的かつ安価に表面性状に優れた鋼管素材を得る。
【解決手段】鋼管素材の成分に応じ、仕上げ圧延機のスタンドのうちワークロールと被圧延材間で焼き付きが生じやすいスタンドをあらかじめ決めておき、あらかじめ決めた特定スタンドのワークロールに、圧延部外層が超硬合金スリーブからなるロールを組み込むことを特徴とする鋼管素材に好適な熱延鋼板の製造方法。
(もっと読む)
超硬合金ワークロールを用いた熱間圧延方法
【要 約】
【課 題】圧延が進行しても板クラウン・形状制御能力を維持しつつ、被圧延材の板クラウン・形状に応じて被圧延材を圧延することが可能な超硬合金製のワークロールを用いた熱間圧延方法を提供する。
【解決手段】ロールバレルの外形が軸方向位置にて上下で互いに補完し合うイニシャルロールカーブで形成されている上下一対のワークロールに、超硬合金製スリーブ外層を有する複合ロールを用いる。
(もっと読む)
複数部材から成るロール
スリーブ(2)と、左側のハーフネック部分(3)と、右側のハーフネック部分(4)とを有し、両ハーフネック部分(3,4)が、スリーブ(2)によって取り囲まれた領域を、切頭円錐形に形成されており、左側のハーフネック部分(3)に左側の表面(12)が形成され、右側のハーフネック部分(4)に右側の表面(13)が形成されている、板圧延機、平圧延機等のような圧延機のためのロール(1)、特にワークロール又はバックアップロール、において、左側のハーフネック部分(3)と右側のハーフネック部分(4)が、穴(24)とこの穴に対応する溝(11)を有するように形成されており、溝(11)が、両表面(12,13)上に形成されていることを特徴とするロールと、ロール(1)、特にワークロール又はバックアップロール、を製造するための方法において、
この方法が、
左側のハーフネック部分(3)と右側のハーフネック部分(4)が、スリーブ(2)内に挿入されるステップと、
左側のハーフネック部分(3)と右側のハーフネック部分(4)が、少なくとも1つのアンカー(5)によって互いに固定されるステップと、
圧油が、左側のハーフネック部分(3)と右側のハーフネック部分(4)の穴(22)及び溝(11)内に導入されるステップと、
圧油が圧力をスリーブ(2)に加え、この圧力によって、スリーブ(2)が拡大されるステップと、
スリーブ(2)が拡大された時に、アンカー(5)によって、ストッパ面(18,19)と、スリーブ(2)の端面(20,21)が、互いに押し付けられるステップと
を有する
ことを特徴とする方法。  (もっと読む)
(もっと読む)
1 - 20 / 37
[ Back to top ]