
Fターム[4E016DA14]の内容
圧延ロール、圧延スタンド、圧延機の駆動 (1,476) | 圧延ロールの構造、形状 (439) | 胴端部 (17)
Fターム[4E016DA14]に分類される特許
1 - 17 / 17
圧延機のロールギャップのゼロ点設定方法及び圧延機
【課題】圧延機のレベリング操作でワークロールにダメージを与えない圧延機のロールギャップのゼロ点設定方法及び圧延機を提供する。
【解決手段】上下ワークロール2、3と上下バックアップロール4、5とを備え、上下ワークロール2、3で連続する材料を圧延する圧延機のロールギャップのゼロ点設定方法において、圧延開始時のロールギャップのゼロ点調整時の上下ワークロール2、3を締め込む前に、上下ワークロール2、3の両端部のロール縮径部21、31にスペーサー10を挿入してゼロ点を調整するものである。
(もっと読む)
圧延ロール

【課題】圧延ロールのロール軸方向における温度分布を均一化させる優れた技術を提供する。
【解決手段】圧延ロール1は、ロール本体2と、ロール本体2を支持するためのジョイント側軸部3(軸部)及び反ジョイント側軸部4(軸部)と、を備える。圧延ロール1は、ロール本体2のロール軸方向として第1方向A(第1の方向)と、第1方向Aと反対の第2方向B(第2の方向)と、を有する。圧延ロール1には、冷媒(媒体)が流れる冷媒流路9(媒体流路)が形成されている。冷媒流路9は、ロール本体2のロール面5の近傍で冷媒を第1方向Aに流す複数の上流側冷却流路部10(第1流路部)と、ロール本体2のロール面5の近傍で冷媒を第2方向Bに流す複数の下流側冷却流路部11(第2流路部)と、を含む。複数の上流側冷却流路部10と複数の下流側冷却流路部11は、ロール本体2の周方向で略交互に配置されている。
(もっと読む)
形鋼の熱間圧延方法および形鋼
【課題】ルートフェイスを適切な幅にすることができる形鋼の熱間圧延方法を提案する。
【解決手段】エッジング圧延機により形鋼のフランジの先端縁部にルートフェイス102xとこのルートフェイス102xに連なる開先面102y、102zとを成形し、この後、仕上げユニバーサル圧延機4において、開先成形面43b、52bにより、開先面102y、102zを仕上げ形状に成形する。フランジ成形用空間62の先端縁部成形用空間部分62bには、主部成形用空間部分62aより狭い幅の逃がし空間64が連なっている。逃がし空間64を画成する逃がし成形面43a,52aの主部成形面42、51に対する角度は、開先成形面43b、52bの主部成形面42、51に対する角度より小さい。仕上げ圧延において、フランジ102の先端縁部102bの一部が逃がし空間64に入り込む。ルートフェイス102xの幅は、この逃がし空間64の厚さにより決定される。
(もっと読む)
Niめっき特性に優れた異形断面銅合金板およびその製造方法
【課題】厚肉部と薄肉部とで均質な厚みの変動が少ないNiめっき特性を有する異形断面銅合金板及びその製造方法を提供する。
【解決手段】厚肉部と薄肉部とが幅方向に並んだ異形断面銅合金板であり、Fe;0.05〜0.15質量%、P;0.015〜0.050質量%およびZn;0.01〜0.20質量%を各々含有し、残部Cuおよび不可避的不純物からなる組成を有し、後方散乱電子回折像システム付の走査型電子顕微鏡によるEBSD法にて測定したときの前記厚肉部の測定値をT1、前記薄肉部の測定値をT2とするとき、Brass方位密度の比(T1/T2)が0.8〜2.0であり、Copper方位密度の比(T1/T2)が0.5〜1.2であり、Goss方位密度の比(T1/T2)が1.0〜2.5である。
(もっと読む)
絞り圧延用ロールの製造方法、及び、絞り圧延用ロール
【課題】噛み出し疵及びエッジ疵の発生を抑制できる絞り圧延用ロールの製造方法を提供する。
【解決手段】3ロール式絞り圧延機に用いられる絞り圧延用ロールを準備する。次に、絞り圧延用ロールをロール軸まわりに回転し、カリバ部とフランジ部との隣接部分に形成される稜部52を切削して稜部52に丸みをもたせる。稜部52に丸みをもたせる工程では、稜部52の頂上を中心としたロール軸方向に3.0mmの範囲の稜部領域RA52において、0.5mmピッチで測定された曲率半径の平均を2.5mm〜3.0mmとし、かつ、曲率半径の最大値と最小値との差分を1.0mm以下にする。
(もっと読む)
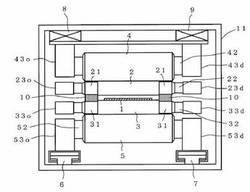
H形鋼の圧延設備および圧延方法
【課題】ウェブ両端部に板厚増厚部を有するH形鋼を圧延にて製造するH形鋼の圧延設備および圧延方法を提供する。
【解決手段】本発明に係るH形鋼の圧延設備1は、粗造形圧延機2と、少なくとも一つ以上の中間ユニバーサル圧延機3を有する中間圧延機群と、仕上ユニバーサル圧延機5とを備え、粗造形圧延機2の上下ロール21a、21bのウェブ圧延部分の幅中央部、中間ユニバーサル圧延機3の上下水平ロール31a、31bの幅中央部分、及び仕上ユニバーサル圧延機5の上下水平ロール51a、51bの幅中央部分に凸状段差部を有することを特徴とするものである。
(もっと読む)
板圧延機、タンデム式板圧延機及び板圧延方法
【課題】ワークの板厚分布不良を低減でき、エッジドロップの局部制御が可能な板圧延機、タンデム式板圧延機及び板圧延方法の提供。
【解決手段】軸方向一方側において漸次縮径するテーパー部を備えると共に軸方向にシフト可能なワークロールと、上記ワークロールと径方向側で隣接し、軸方向の上記テーパー部とは他方側に、軸方向のどのシフト位置でもバックアップロールと接しないように縮径されている延長バレル部を備えると共に、上記延長バレル部に寄った位置に凸中心を置いて径方向に膨出する膨出部を備えて、軸方向にシフト可能な中間ロールと、を備える板圧延機を採用する。
(もっと読む)
フランジを有する形鋼の圧延方法
【課題】H形鋼等のフランジを有する形鋼の寸法精度、特にフランジ厚さを均一にすることができる製造方法を提供する。
【解決手段】ブレイクダウン圧延機で粗形鋼片に圧延した後、粗ユニバーサル圧延機群で、ウエブ厚さと、フランジ厚さ及びフランジ幅を圧延し、その後、仕上げユニバーサル圧延機で仕上げ圧延を行ってフランジを有する形鋼を製造するに際し、粗ユニバーサル圧延機群を構成する粗ユニバーサル圧延機11に、外周面11aaの形状を円弧状とした垂直ロール11aと、垂直ロール11aの外周面11aaと相対する側面部分11baを円弧状とした水平ロール11bを使用する。
(もっと読む)
金属シート成形用ロールおよび金属シートの成形方法
【課題】金属の塑性変形を利用して金属シート表面に凸部を成形できる金属シート成形用ロールおよびそれを用いる金属シートの成形方法を提供することである。
【解決手段】 同一の軸線を有する第1胴部10、第2胴部11、12および軸部13、14を含み、第1胴部10を、その表面に複数の凹部が形成されるロール部材とし、第2胴部11、12を、第1胴部10の軸線方向の両端面20a、20bから第1胴部10に離反する方向に延び、その径が第1胴部10の軸線方向端部の径よりも小さいロール部材とし、軸部13、14を、第2胴部11、12の軸線方向の端面21a、21bから第1胴部10に離反する方向に延び、その径が第2胴部11、12の径よりも小さいロール部材とし、第1胴部10と第2胴部との間に段差がある金属シート成形用ロールを用いて金属シートを加圧成形する。
(もっと読む)
圧延スタンド
【課題】圧延スタンドに配設された孔型圧延ロールの圧下位置調整のための基準位置を容易に決定でき、容易に圧下位置のキャリブレーションを行い得る圧延スタンドを提供する。
【解決手段】本発明に係る圧延スタンド100は、管状又は棒状の被圧延材を圧延するための孔型圧延ロールを備えた圧延スタンドであって、各孔型圧延ロールの圧下方向の成す角が120°となるように3つの孔型圧延ロールR21〜R23が配設されている。各孔型圧延ロールを該孔型圧延ロールの回転軸の中心線を含み被圧延材のパスラインに直交する平面で切断してできる各孔型圧延ロールR21〜R23の断面形状に関して、何れか1つの孔型圧延ロールR21が、圧下方向に垂直に延びる第1直線部L1を両側のフランジ部に具備し、他の2つの孔型圧延ロールR22、R23が、第1直線部L1に対向し、第1直線部L1に平行に延びる第2直線部L2をフランジ部に具備することを特徴とする。
(もっと読む)
圧延機及び圧延ロール
【課題】本発明は圧延機及びその圧延ロールに関し、より詳細には、別途に製作された回転軸に結合して回転軸と共に回転しながら圧延加工を行う圧延ロールに関する。
【解決手段】本発明による圧延ロールは、内周面と、外周面と、両側面とを備え、両側面のうち少なくとも一つの側面には前記外周面より前記内周面に隣接して少なくとも一つのキー溝が形成され、前記キー溝は凹曲面形状であり球面または楕円体面の一部である。
(もっと読む)
形鋼圧延用水平ロール及びこれを用いた形鋼圧延方法
【課題】形鋼ウェブ部両端の増厚部の解消を達成する強圧下と、増厚部が認められない場合の寸法精度向上を達成する軽圧下の両方の圧延ができ、同一セットのロールから均一なウェブ厚みとなる圧延を実現できる圧延ロール及びこれを用いた圧延方法を提供する。
【解決手段】形鋼のユニバーサル圧延過程でウェブ部をその厚み方向に圧下する水平ロールにおいて、ロール圧延面の両端に頂上がロール軸方向に平坦となるリング状の凸部6を有することを特徴とする形鋼圧延用水平ロールである。このロールを用いて形鋼を圧延するに際し、被圧延材である形鋼がウェブ両端部に局部的な増厚部7を有する場合、ロール圧延面がウェブに接し、凸部6全体がウェブに食い込むようにウェブ両端部を強圧下し、被圧延材である形鋼が増厚部7を有しない場合、凸部6頂上における平坦部のみがウェブに接するように両端部を軽圧下する。
(もっと読む)
圧延機用バックアップロール
スリーブ2とロール軸/ロールシャフト3とからなる、厚板圧延機、薄板圧延機等のような圧延機のためのバックアップロール1において、ロール軸/ロールシャフト3が複数の部材によって形成されている。本発明はさらに、バックアップロール1を製造するための方法に関する。 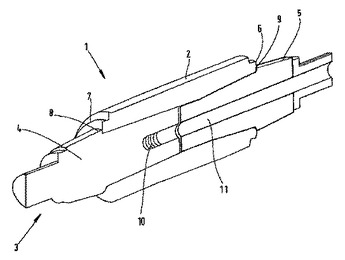 (もっと読む)
(もっと読む)
ロール及び該ロールのためのリング
【課題】ロールにおいて、高いバネ圧力又は高い事前応力の経時的な変化を調整可能なバネデバイスを備えて、リング間における滑りを回避する。
【解決手段】ロールシャフトに設置可能なロックナットの形のストップリングに、バネデバイスを組み込むロールにおいて、前記バネデバイスは、機械的圧縮バネを具備しており、一方では圧縮バネにより生成されたバネ力を、別のリングに向かって定常的に伝達するために、接近及び離間移動可能な前部加圧体と、もう一方ではロールの作動において、リングに対して固定位置を形成するがしかし不作動時においては、圧縮バネにおける張力を変更するために調整部材により調整可能に可動である、支持体との間で作動する。
(もっと読む)
形状制御および自由圧延用ロールプロファイル
各ワークロールがテーパ状の端部を有する形状制御および自由圧延用ワークロールのロールプロファイルを開示する。ロールのテーパ状の端部の開始点を座標の原点とするとき、対応するテーパ状の端部を表す四次曲線は次の数式により表される。y(x)=a0+a1x+a2x2+a3x3+a4x4,x∈[0,Le],y(x)∈[0,He]テーパ状の端部とロール本体の移行部が滑らかであるため、上部ロールと下部ロールとの間の摩耗の差によって生じる非対称な変形は解消される。これによって、ロールの軸方向のシフトにより生じる非対称なストリップの負荷によるストリップの楔形の形状部が減少し、不安定な圧延は低減する。さらに、Shift =B/2+Le−Se−Lw/2によって表せるようにワークロールを軸方向にシフトすることによって、従来のロールのボックス形状の摩耗は、開放型の摩耗に変化し、ロールの摩耗は均一となり、「ネコ耳」穴はなくなり、平坦なロール型の圧延を実行でき、自由圧延の装置を実現できる。 (もっと読む)
管の絞り圧延装置及び絞り圧延装置用ロール
本発明による絞り圧延装置は、圧延軸に沿って配列された複数のスタンドを備え、管を圧延軸に沿って複数のスタンドに通して絞り圧延する。スタンドの各々は、圧延軸の周りに配置されたn個(n≧3)のロールを含み、n個のロールは前段のスタンドに含まれるn個のロールから圧延軸周りに180°/nずらして配置される。最後尾のスタンドを除くスタンドに含まれるn個のロールの各々は、横断面で弓状をなす溝を有する。溝の底部は横断面で圧延軸を中心とした第1の半径を有する円弧をなし、溝の底部と溝の縁との間に位置するロールフランジ部の表面と圧延軸との間の距離は第1の半径よりも長く、溝の縁と圧延軸との間の距離は前段のスタンドに含まれるロールの溝における第1の半径よりも長い。そのため、本発明による絞り圧延装置は、内面角張とエッジきずの発生とをともに抑制できる。 (もっと読む)
板幅の関数として最適化されたシフト形態
4段式圧延機の場合には、それぞれ一対の作業ロール及び補強ロールを、6段式圧延機の場合には、更に一対の中間ロールを備えており、この場合に、少なくとも作業ロールと中間ロールが、軸方向にシフトさせるための装置と協力して動作する、4又は6段式圧延機による板端に向けたシフト動作でのCVC/CVCplus技術の利点を最大限に活用するために、シフト形態を板幅の関数として最適化する方法において、シフト可能な作業ロール又は中間ロールのシフト位置(VP)を板幅に応じて設定することとし、板幅にもとづき、作業ロール又は中間ロールを、板端に対して相対的に異なる位置(P)に位置決めし、その場合に、異なる板幅範囲(B)内では、当該のロールのシフト位置(VP)が、区間毎に線形な階段関数により与えられることを特徴とする。  (もっと読む)
(もっと読む)
1 - 17 / 17
[ Back to top ]