
Fターム[4E024AA07]の内容
Fターム[4E024AA07]に分類される特許
101 - 120 / 221
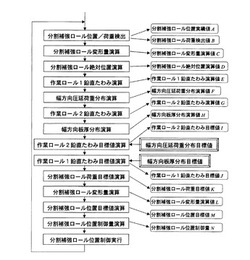
板圧延機およびその制御方法
【課題】非定常部のない高精度、高応答な形状制御または板厚分布制御を安定して実現できる板圧延機およびその制御方法を提供すること。
【解決手段】圧延材3を挟んで対向配置される一対の作業ロール1,2の少なくとも一方に設置された分割補強ロール4によって前記作業ロールの少なくとも一方を直接支持する形式の板圧延機の制御方法において、分割補強ロール位置制御量Nの出力によって生じる他方の作業ロール系の変形量についても考慮して、分割補強ロール位置制御量Nを演算することを特徴とする板圧延機およびその制御方法。
(もっと読む)
熱間圧延方法および熱延金属帯ならびに電縫管

【課題】熱間圧延ラインにおける熱延金属帯の製造に際し、可能な限り切除したりすることに伴う屑化部分が少なくなり、歩留まりが高くなるようにする。
【解決手段】被圧延材の切除予定部分が切除予定部分以外に比べ局部的に薄くなるように、熱間圧延ラインにおける仕上圧延機にて被圧延材を圧延中に、走間板厚変更する。
(もっと読む)
転がり軸受を有する圧延機およびその板厚制御方法
【課題】高精度な板厚制御が可能な、転がり軸受を有する圧延機およびその板厚制御方法を提供すること。
【解決手段】ロールチョックに転がり軸受を用いる圧延機であって、目標圧下位置を設定する圧下目標値設定手段と、転がり軸受の温度を推定する温度推定手段と、推定した転がり軸受の温度から転がり軸受の熱膨張量を演算する熱膨張量演算手段と、演算した転がり軸受の熱膨張量に基づいて目標圧下位置を補正する圧下目標値補正手段を備えることを特徴とする転がり軸受を有する圧延機、および、ロールチョックに転がり軸受を用いる圧延機の板厚制御方法において、目標圧下位置を設定した上で圧延を開始し、推定した転がり軸受の温度から転がり軸受の熱膨張量を演算し、当該演算した転がり軸受の熱膨張量に基づいて目標圧下位置を補正することにより板厚を制御することを特徴とする転がり軸受を有する圧延機の板厚制御方法。
(もっと読む)
冷間圧延機の板厚制御装置およびその制御方法
【課題】 AGCフィルタのカットオフ周波数を圧延速度に応じて変更することにより、板厚精度を向上させる。
【解決手段】 第1パスでは、従来と同様のAGC制御を行いつつ、出側板厚計5から得られる板厚偏差を板厚偏差記憶装置11に格納し、パス終了時に板厚偏差記憶装置11に格納していた板厚偏差を板厚変動周期長演算器28で解析することにより被圧延材の変動周期長を求め、第2パス以降では、解析によって求めた変動周期長と圧延速度によりFF−AGC、モニタAGCのローパスフィルタ、ハイパスフィルタのカットオフ周波数を動的に変更することができる
(もっと読む)
圧延機の制御方法
【課題】スラスト力によって発生する差荷重を推定することによって蛇行に起因する差荷重を正確に検知し、もって差荷重方式蛇行制御を誤差なく行うことのできる、圧延機の制御方法を提供することを課題とする。
【解決手段】駆動側と操作側の荷重差を検出し、検出した荷重差に基づいて駆動側と操作側の圧下位置を独立操作することにより圧延材の蛇行を制御する際に、圧延中のスラストに起因する差荷重を推定することによって、圧延中の差荷重を圧延材の蛇行に起因するものとスラストに起因するものとに分離し、これら分離した差荷重に基づいて駆動側と操作側の圧下位置を操作する。
(もっと読む)
鋼帯の調質圧延方法
【課題】鋼帯を調質圧延する際に圧延荷重を短時間で設定することのできる鋼帯の調質圧延方法を提供する。
【解決手段】鋼帯に付与される圧延荷重PS(i)を計算した後、計算用初期設定荷重PR(i)と前記圧延荷重PS(i)との差が予め設定された許容範囲内に収まるように前記計算用初期設定荷重PR(i)に基づいて再設定し、再設定された計算用初期設定荷重PR(i+1)を基に圧延荷重PS(i+1)を再計算して、得られた圧延荷重PS(i)を基に実際の圧延荷重PCを設定して鋼帯を調質圧延する。
(もっと読む)
厚板圧延方法、および厚板圧延のパススケジュール計画システム
【課題】可逆式圧延機による圧延の能率を落とすことなく、当該圧延の際における板反りによる不具合を抑える。
【解決手段】可逆式圧延機1によって、複数パスだけ厚板10を圧延することで目標板厚となるように、予め各パスでの圧下率をパススケジュールとして計画し、その計画に沿って各パスで圧延を行う。このとき、計画に空パスがある場合には、その空パスの圧下率を、板の反りを抑制するための軽圧下に、パススケジュールの計画段階で設定変更する。
(もっと読む)
板厚制御システム
【課題】被圧延材の送り速度が低速の場合であっても、応答性よく高精度に板厚制御できる板厚制御システムを提供することを課題とする。
【解決手段】制御部10に、フィードフォワード補正量算出部14を備え、圧延機4のロール速度VRに対応したフィードフォワード補正量を算出する。制御部10は、入側板厚計7e、出側板速度計8d、及び入側板速度計8eの各検出値に基づいて推定するマスフロー板厚を、フィードフォワード補正量算出部14が算出するフィードフォワード補正量で補正して、マスフロー板厚hMFを推定する。マスフロー板厚制御部17は、フィードフォワード補正量で補正されたマスフロー板厚hMFに基づいて、圧延機4に対する板厚制御を実行する。
(もっと読む)
タンデム圧延機の板厚・張力制御装置及び方法
【課題】タンデム圧延機の最終スタンドの圧下位置を変更せず、最終スタンド出側板厚とスタンド間張力を一定に制御する際、板厚コントローラと張力コントローラとの干渉を回避する。
【解決手段】最終スタンド出側板厚と設定板厚との偏差に応じて、前段スタンドのロール速度を修正する板厚コントローラ8にて、最終スタンドの出側板厚を制御し、スタンド間張力と設定張力との偏差に基づき、前々段スタンドのロール速度を修正する張力コントローラ9にて、スタンド間張力を制御する。前記両コントローラ8、9の操作端は異なるため、干渉せずに板厚と張力を同時に制御することができる。
(もっと読む)
冷間連続圧延設備の制御装置
【課題】圧延材の材質情報としてフェライト粒径等の粒径情報を測定し、その測定結果を制御モデルに反映させることにより、制御モデルの予測精度を大幅に向上させることができる冷間連続圧延設備の制御装置を得る。
【解決手段】複数の圧延スタンドによって圧延材2を圧延する圧延装置1と、圧延装置1の前段に設けられ、圧延装置1によって圧延される前の圧延材2の粒径情報を測定するレーザ超音波粒径センサ3と、圧延装置1に関する圧延制御モデルを有し、圧延制御モデルの算出結果に基づいて圧延装置1を制御することにより、圧延材2の板厚制御を行う制御手段とを備える。そして、制御手段は、レーザ超音波粒径センサ3によって測定された粒径情報を一つの入力情報として、圧延制御モデルによる算出を行う。
(もっと読む)
改善した動作特性を備えるプレストレスを与えた圧延機ハウジングのアセンブリ
本発明はクラスター圧延機を提供するものである。このクラスター圧延機は、クラスター圧延機の板厚制御システム及びプレストレスロッドを用いるとともに、高剛性、通り抜けのための大型作業ロール間隙、迅速な作業ロール間隙の開口、正確な圧延力の計算、左右の傾斜を有し、より広範な直径範囲にわたる作業ロールを用いる。 (もっと読む)
圧延機の板厚制御装置及び圧延機の板厚制御方法
【課題】連続圧延機におけるマスフローAGCで、圧延機の加減速時など過渡的な状況で発生するマスフロー推定板厚の誤差を補正し、最終スタンド出側での板厚精度を確保する。
【解決手段】圧延機入側のロール速度と入側板厚、およびゲージメータ方式により計算された第1圧延機スタンド直下の出側板厚により、第1出側速度演算部400で第1出側の板速度を求め、これと第2出側板速度、第1出側板厚から第2マスフロー板厚演算部601により、第2圧延機スタンドのマスフロー推定板厚を求める。第1圧延機スタンドのゲージメータ板厚を板厚検出器までの遅れ時間を考慮した移送処理後に、GM板厚補正演算部402により、第1出側の板厚検出器で測定した板厚実績と、ゲージメータ板厚とを比較し、ゲージメータ板厚の誤差を求める。第2マスフロー板厚補正演算部602により第2圧延機スタンドのマスフロー推定板厚を補正する。
(もっと読む)
連続圧延機の負荷配分制御装置
【課題】ミル運転者による手動介入後の状態を圧延荷重比率の目標値として利用することができる連続圧延機の負荷配分制御装置を得る。
【解決手段】連続圧延機の各スタンドに設けられた圧延荷重検出器5乃至7、圧延荷重実績値に基づいて各スタンドに対する板厚修正量を演算する負荷配分制御器11、その板厚修正量に基づいて、各スタンドの圧下位置を制御する圧下位置制御器8乃至10、負荷配分制御器11の演算結果とは無関係に、各スタンドの圧下位置を手動修正するための圧下位置手動介入機能部16を備える。そして、上記負荷配分制御器11は、圧下位置手動介入機能部16によって各スタンドの圧下位置が手動修正された場合には、その時の圧延荷重実績値に基づいて、圧延荷重比率の目標値を再設定する。
(もっと読む)
冷間圧延における高張力鋼板の板厚制御方法
【課題】高張力鋼板についても変形抵抗を正確に計算することができ、板破断やライン停止などのトラブルを発生することなく安定した冷間圧延が可能な冷間圧延における高張力鋼板の板厚制御方法を提供する。
【解決手段】本発明は、冷間圧延の圧延荷重を決定する材料の変形抵抗を、鋼中のC,Si,Mn,P,Mo,Ti,Nbの成分値の他に少なくともAl、Bを含む各成分値の項と、巻取り温度CTの項とを含む変形抵抗計算式により算出する。算出された圧延荷重に基づいてS0=t−P/M+S0Sの式により設定圧下位置を計算したうえ、AGC制御による冷間圧延を行うことにより、張力変動を抑制して安定した冷間圧延が可能となる。
(もっと読む)
冷間圧延における板厚制御方法
【課題】圧延状態が不安定となる走間板厚変更時または板厚変更前後の加減速段階で、ロールギャップおよびロール周速のセッティングを精度よく行い、コイル先後端部の板厚精度を向上させる板厚制御方法を提供することである。
【解決手段】冷間タンデム式圧延機に各圧延スタンドの出側に配置された被圧延材の速度検出手段により、走間板厚変更時の減速過程および板厚変更後の加速過程での圧延速度を検出し、これらの圧延速度から、予め圧延速度と対応付けておいた圧延ロールと被圧延材間の摩擦係数および被圧延材の変形抵抗を求め、この摩擦係数および変形抵抗から算出した各圧延スタンドの圧延荷重および先進率を用いて、圧延スタンド間の張力変動を抑制して所定の板厚が得られるように、減速過程および加速過程で個別にロールギャップおよびロール周速を設定するようにした。
(もっと読む)
圧延材の平面形状制御方法および平面形状制御装置ならびに厚鋼板の製造方法
【課題】膨大な補正テーブルを人手で調整するような負荷をかけることなく、大域において合致する精度のよいモデルを操業条件の変化などに対しても簡便な調整で得て、良好な平面形状を得ることができる、圧延材の平面形状制御方法および平面形状制御装置を提供することを目的とする。
【解決手段】圧延後の平面形状のモデル推定値を算出する平面形状算出手段と、過去実績データが蓄積された実績データベースから、類似した過去実績データを選択する類似データ選択手段と、選択した過去実績データの平面形状のモデル推定値と形状計実績値との誤差およびその類似度を用いて平面形状補正量を求める平面形状補正量算出手段と、該平面形状補正値にて新規圧延材の平面形状のモデル推定値を補正する平面形状補正手段と、補正した平面形状にて再度、平面形状制御計算を行って制御量を算出する制御量算出手段と、を備える。
(もっと読む)
出荷鋼板の材質情報提供方法及び材質情報利用方法
【課題】出荷鋼板について出荷鋼板全長にわたる材質データを時間と労力をかけずに得て、その大量の材質情報を計算機およびネットワーク経由でユーザーに提供し、ユーザーにて利用する方法を提供する。
【解決手段】連続焼鈍ラインまたは亜鉛めっき設備の出側に配置された調質圧延機2における圧延実績に基づいて調質圧延鋼板の材質予測を行い、得られた材質予測結果を上位計算機10およびネットワーク経由で鋼板の出荷先のユーザーに提供する。ユーザーは得られた材質情報により、材質不良部分を除去したり、鋼板のプレス加工条件を変更したりすることができる。さらにユーザーから鋼板製造元に情報をフィードバックすることもできる。
(もっと読む)
圧延材の張力制御方法及び圧延装置
【課題】圧延材の先端部の圧延時におけるスタンド間の張力の変動を防ぎ、安定した操業を可能とする。
【解決手段】圧延スタンド5のロール速度を調整することによりスタンド間張力を制御する圧延材の張力制御方法において、予め、スタンド間張力を制約条件としてロール速度に対する制御ゲインGを複数求めると共に、制御ゲインGを張力ごとに分類した制御ゲインテーブル12を作成しておき、圧延材6の先端部を圧延する際に、制御ゲインテーブル12と張力偏差の実績値とから制御ゲインGを求め、当該制御ゲインGに基づいてロール速度を求め、圧延スタンド5に適用する。
(もっと読む)
タンデム圧延機の張力制御装置
【課題】圧延材張力の高精度な制御を可能にするタンデム圧延機の張力制御装置を提供する。
【解決手段】圧延スタンド間の圧延材張力を下記の式により演算する張力演算手段12a,12bと、演算された圧延材張力を張力指令値に追従させるような圧延主電動機の速度指令値を演算する制御演算手段13a,13bと、演算された速度指令値に追従するように圧延主電動機の速度を制御する主機速度制御手段10a,10b,10cと、圧延スタンド出側の圧延材速度を測定する圧延材速度測定手段とを備えた、圧延材1を複数台の圧延スタンドに直列に通して圧延するタンデム圧延機の張力制御装置。tfi=(Ei/Li)∫(Vi+1−vi)dtここで、圧延材ヤング率をE、スタンド間距離をL、入側材料速度をV、出側材料速度をv、NO.i,i+1スタンドを示す添え字をi,i+1、NO.i〜i+1スタンド間の圧延材張力をtfiとする。
(もっと読む)
タンデム圧延装置におけるパススケジュール決定方法
【課題】圧延目的に応じたパススケジュールを容易に決定することができるタンダム圧延装置におけるパススケジュール決定方法を提供する。
【解決手段】複数の圧延スタンドで圧延材を連続的に圧延するタンデム圧延装置におけるパススケジュールの決定方法において、圧延する際の圧延条件に応じて当該パススケジュールP1を求めておくと共に、この当該パススケジュールP1とは別に圧延目的を重視した目的別パススケジュールP2を求めておき、圧延目的を当該パススケジュールP1に加味する必要が生じた際に、当該パススケジュールP1と前記目的別パススケジュールP2との偏差に基づいて、圧延目的を含めた新たなパススケジュールを決定する。
(もっと読む)
101 - 120 / 221
[ Back to top ]