
Fターム[4E024AA07]の内容
Fターム[4E024AA07]に分類される特許
81 - 100 / 221
多段圧延機における板厚制御方法及び板厚制御装置

【課題】多段圧延機において、圧延材の尾端部の板厚制御を確実に行う。
【解決手段】本発明の板厚制御方法は、所定の圧延スタンドにおける圧延材Wの尾端位置のスタンド抜けタイミングを計測し、スタンド抜けタイミングにおける、所定の圧延スタンドより下流側に位置する各圧延スタンド直下での圧延材Wの位置をトラッキング点として着目し、トラッキング点が最終圧延スタンドへ到着した際の圧延材Wの板厚推定値を算出し、算出された板厚推定値から最終圧延スタンドでの板厚目標値修正量を演算し、この板厚目標値修正量を最終圧延スタンドで実現可能か否かを判定し、実現可能な場合には、板厚目標値修正量を用いて、最終圧延スタンドのロールギャップを制御し、実現可能でない場合には、板厚目標値修正量を修正し、修正後の板厚目標値修正量を用いて、最終圧延スタンドのロールギャップを制御する。
(もっと読む)
圧延材の先端反り制御方法

【課題】圧延機で圧延材を圧延するのに上下ワークロールに周速差をつけて圧延する際に発生する、圧延材の先端反りの方向や量を精度良く予測して、先端反りを抑制し、矯正工程も含めた、トータルの生産能率を向上できる、圧延材の先端反り制御方法を提供する。
【解決手段】圧延材の先端反りの曲率κを、圧延材を圧延する際に予測される投影接触弧長/平均板厚比と、圧延材を圧延する際に予測されるクロスシャー領域比率αとにより予測するとともに、圧延材の先端反りの曲率κの予測値に基づき、前記上下ワークロールの周速差を決定する。
(もっと読む)
連続圧延機の板厚制御方法及び板厚制御装置
【課題】連続圧延機で上流スタンドの出側板厚を精度高く制御し、最終スタンドの出側板厚精度・板形状が優れた圧延材を生産する。
【解決手段】本発明の連続圧延機1は、#1スタンド〜#5スタンドからなる複数の圧延スタンド2と、#5スタンドに設けられた圧延荷重計3と、圧延荷重制御部10とを備える。この圧延荷重制御部10は、基準となる出側板厚変更量を計算する基準出側板厚変更量計算部17、#1スタンド〜#4スタンドの出側板厚の目標値を変更する出側板厚変更量計算部11〜14、ローパスフィルタ18〜20、#5スタンドの圧延荷重の目標値が入力される圧延荷重目標値入力部15を備え、#5スタンドの圧延荷重に基づいて、#5スタンドの上流側の連続する2以上の圧延スタンドの出側板厚目標値を変更する。
(もっと読む)
冷却制御方法、装置、及びコンピュータプログラム
【課題】高精度なダイナミック制御を可能にし、かつ、材質造り込みへの影響も少なくする。
【解決手段】冷却制御装置100は、仕上圧延後の鋼板1を搬送しながら、冷却通板中は冷却強度が略一定となるような冷却水量で冷却する冷却装置4を制御するものであって、目標冷却終了温度情報に応じて通板速度を算出して冷却装置4に反映させるとともに、冷却装置4による鋼板1の予定冷却履歴を取得する予定冷却履歴取得部101と、冷却装置4による冷却開始前及び冷却終了後での鋼板1の長手方向の所定の部位での実績温度情報を取得する実績温度情報取得部102と、予定冷却履歴取得部101により取得される予定冷却履歴と実績温度情報取得部102により取得される実績温度情報とに基づいて、冷却装置4に反映させた通板速度を修正する通板速度修正部103とを備える。
(もっと読む)
圧延機の制御装置およびその制御方法
【課題】被圧延材の張力変動に起因する入側・出側テンションリールの速度変動によって発生する圧延機の出側板厚変動を抑制する。
【解決手段】本発明の圧延機の制御装置は、圧延機1で圧延される被圧延材uの巻出しおよび巻取り用に圧延機1の入側・出側のうちの少なくとも何れか側に、被圧延材uに張力を付与するとともにトルク一定制御を実施する張力付与回転手段2、3を備えた圧延機1の制御装置であって、入側・出側のうちの少なくとも何れか側の被圧延材uの張力変動を予測する第1張力変動予測手段32を備え、該第1張力変動予測手段32による張力変動予測結果に基づいて、張力変動が予測された側の張力付与回転手段2のトルク指令に、被圧延材uの張力変動に応じて当該張力付与回転手段2の速度が変化しないように、予測された張力変動から求めた該張力変動のトルクと釣り合う変動分のトルクを加える補正を行っている。
(もっと読む)
熱間圧延ラインのミルペーシング制御装置およびミルペーシング制御方法
【課題】先行して圧延されている鋼板の圧延状態にトラブルが発生しそうな場合に対するリスクを考慮した、スラブの予定抽出タイミングを動的に最適化し、生産量の最大化とともに安定した操業を実現する熱間圧延ラインのミルペーシング制御装置およびミルペーシング制御方法を提供する。
【解決手段】圧延時における鋼板の張力変動や板厚形状や形状変化量等の圧延状態情報を収集し、収集された圧延状態情報からトラブル発生の可能性をリアルタイムに定量化する。定量化された圧延状態のトラブル発生の可能性から、トラブル発生の可能性に応じて抽出タイミングをリアルタイムで補正し、補正された抽出タイミングに従い加熱炉に対して抽出開始の信号を送信する。
(もっと読む)
金属板材の板厚制御装置及び塑性係数推定用関数設定方法
【課題】 金属板材を圧延機で圧延する際、少ない手間で塑性係数を正確に予測し、推定した塑性係数を用いて、金属板材の出側板厚を目標出側板厚に制御する。
【解決手段】 先ず、ロール扁平率が予め定めた設定値以下の金属板材を用いて、実験により正確な塑性係数Qaを求め、この実測値Qaと圧延理論値Qbとが一致する摩擦係数μを算出する。そして、当該摩擦係数μを用いて、ロール扁平率が前記設定値以下の様々な圧延条件にて、圧延理論値(Q1,Q2,・・・,Qn)を求め、予め式構造の定められた関数Fの定数を、前記圧延理論値をフィッティングするように求める。そして、ロール扁平率が大きい圧延条件でも、求められた前記関数Fにて推定される塑性係数を用いて板厚制御を行う。
(もっと読む)
多スタンドの圧延ラインを通過する被圧延材の出口厚を調整するための方法、制御および/又は調節装置ならびに圧延設備
【課題】質量流れ方向において圧延ラインの上流側に設けられた装置に対して殆ど反作用なしに進行する方法を提供する。
【解決手段】本発明は、被圧延材(G)の第1の部分(G−1)が第1の出口厚(H3)に圧延され、被圧延材(G)の第2の部分(G−2)が第1の出口厚(H3)とは異なる第2の出口厚(H3’)に圧延される、多スタンドの圧延ライン(2)を通過する被圧延材(G)、特に熱間ストリップの出口厚(H3,H3’)を調整するための圧延設備、制御および/又は調節装置ならびに方法に関する。圧延中に行われる第1の出口厚から第2の出口厚への移行が、質量流れ方向において圧延ライン(2)の上流側に設けられた装置(6)の被圧延材の出口速度(Vg)に依存して調整される圧延ライン(2)への被圧延材(G)の入口速度(V0)において行なわれる。
(もっと読む)
被圧延材を圧延するための圧延ラインの多数の駆動装置の駆動負荷を調整するための方法、制御および/又は調節装置、記憶媒体、プログラムコードおよび圧延設備
【課題】圧延ラインにおける駆動負荷の再配分を改善した圧延設備、これに対応する制御および/又は調節装置、プログラムコード、記憶媒体および圧延設備を提供する。
【解決手段】本発明は、被圧延材(G)を圧延するための圧延ライン(2)の多数の駆動装置(20,21,22,23)の駆動負荷を調整するための圧延設備、制御および/又は調節装置、プログラムコード、記憶媒体および方法に関する。圧延ライン(2)が多数の圧延スタンド(4,5,6,7)を有し、各圧延スタンド(4,5,6,7)に設けられたワークロールを駆動するために各圧延スタンド(4,5,6,7)に少なくとも1つの駆動装置(20,21,22,23)が付設され、駆動負荷が第1のパススケジュールによる圧延ライン(2)の動作に基づいて、基本的には第1の目標値に調整される。圧延中に駆動負荷が第1のパススケジュールとは異なる第2のパススケジュールによる運転に基づいて第1の目標値とは異なる第2の目標値に調整され、少なくとも第2の目標値の調整中に圧延ライン(2)への被圧延材(G)の入口速度(Ve)が、質量流れ方向において圧延ライン(2)の上流側に設けられた装置(3)の被圧延材(G)の出口速度(Vg)に依存して調整される。
(もっと読む)
厚板圧延方法、及び圧延装置
【課題】仕上圧延工程後における仕上温度及び仕上板厚のバラツキを低減することができる厚板圧延方法、及び圧延装置を提供する。
【解決手段】粗圧延工程直後の被圧延材の実績温度に基づき算出された予測仕上温度が、仕上圧延工程における仕上圧延スケジュールとして予め計画された目標仕上温度よりも高い場合には、前記予測仕上温度と前記目標仕上温度との差に基づいて前記仕上圧延スケジュールを再計算し、その再計算された仕上圧延スケジュールに基づき被圧延材の温度を低下させる温度低下処理を行いながら前記仕上圧延工程を行い、前記予測仕上温度が、前記目標仕上温度よりも低い場合には、前記予測仕上温度と前記目標仕上温度との差に基づき前記仕上圧延スケジュールを再計算し、その再計算された仕上圧延スケジュールに基づき被圧延材の温度を維持する温度維持処理を行いながら、前記仕上圧延工程を行う。
(もっと読む)
タンデム圧延装置の板厚張力制御方法及び板厚張力制御装置
【課題】圧延装置の板厚・張力制御において、圧延速度が変動しても適正な制御ゲインを設計することにより、干渉を抑えオーバーシュートを小さくする。
【解決手段】本発明の板厚張力制御方法は、連続する2スタンドにおいて、下流スタンド出側板厚とスタンド間張力とを互いの干渉を抑制しながらそれぞれの目標値に追従させるものであって、圧延スタンドでの圧延速度に基づいて、板厚張力制御系の制御ゲインを変更する。詳しくは、圧延材の板厚およびスタンド間張力の干渉系をモデル化した制御対象モデルを更新して、更新された制御対象モデルと現実の制御対象との誤差を小さくすることを用いたILQ設計法により、板厚張力制御系の制御ゲインを算出する。
(もっと読む)
板厚制御装置及び板厚制御方法
【課題】板材の種類が特定されていない場合であっても、様々な種類の板材に対応した板厚制御を実現し、かつマスフロー制御を行う必要のない板厚制御装置及び板厚制御方法を提供する。
【解決手段】AGC制御装置11は、ライン低速運転時に、簡易フィードフォワードAGCによって、帯板1が圧延ロール6に挿入されたときに圧延機4が弾性変形することを考慮したAGC簡易FF指令を確定し、この確定したAGC簡易FF指令に基づいて、圧延機4の弾性変形を考慮したミルGAPを決定する。また、AGC制御装置11は、ライン低速運転が終了した後、ラインが加速してから本来の設定速度で運転する時に、フィードバックAGCによるPI制御によって、板厚設定偏差がゼロになるように板厚制御を行う。
(もっと読む)
連続的に走行する鋼ストリップのための圧延機においてロールを交換するための方法
本発明は、連続的に走行する鋼ストリップ圧延機のための少なくとも1つのワークロールを支持するためのロールスタンド(C)においてロールを交換する方法に関し、スタンドが、連続的な走行方向(D)でみて圧延機に沿って連続して配置された複数(N)のロールスタンドの一部であり、ロールの自由締付け位置におけるロールスタンバイ機能が、前記複数(N)のスタンドの内の少なくとも1つの専用のスタンド(CA)に割り当てられており、ロールの締付けに関連した調節を制御する初期設定値が、作動圧延位置にある他のスタンドに個々に割り当てられており、ロール交換を行う際に、自由締付け位置(C)へ移動する時に、前記スタンド(C)の初期設定値と、作動圧延位置にあるスタンドの初期設定値とが、専用のスタンド(CA)を含む前記スタンドのそれぞれの間で個々に再配分される。 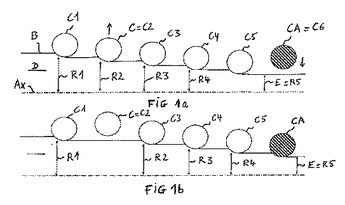 (もっと読む)
(もっと読む)
動的プロセスの外乱診断方法
【課題】プロセス状態の変化を引き起こす原因となる各種の外乱を一定の精度を持って、かつ速やかに同定する。
【解決手段】外乱発生器60は、状態変化量に基づいて外乱の特徴量を読み出し、これを仮定外乱として演算部48へ出力する。演算部48はシミュレーション変化量を演算し、このシミュレーション変化量を比較演算部62に出力する。比較演算部62は、状態変化量とシミュレーション変化量との差の絶対値を閾値と比較し、その差の絶対値が閾値以下の場合には、仮定外乱を実際の外乱と見做して表示部52へ出力する。
(もっと読む)
圧延機および圧延機の張力制御方法
【課題】巻き取り開始後の設定張力を適切に変化させることにより、被圧延材の幅縮み等を抑制して生産安定性を高める。
【解決手段】熱間圧延機(21,22)の入側および出側のそれぞれに被圧延材を巻き取る巻き取り機(13a,13b)を備え、被圧延材を前記巻き取り機内のマンドレルに巻き付け、前記圧延機と巻き取り機との間で前記被圧延材に所定の張力を印加しながら被圧延材を繰り返し圧延する圧延機の張力制御方法において、 前記被圧延材に印加する張力を、被圧延材の両端部において、張力制御が開始される被圧延材の先端部から中間部に向けての所定距離に渡って漸減するように設定した。
(もっと読む)
ボトル缶用アルミニウム合金板およびその製造方法
【課題】加工性および強度に優れ、ボトル缶の薄肉軽量化に適したボトル缶用アルミニウム合金板およびその製造方法を提供する。
【解決手段】Cu、Mg、Mn、Fe、Siを所定量含有し、MgとMnの比率(Mg/Mn)が0.9以上であり、残部がAlおよび不可避的不純物から構成されるアルミニウム合金板であって、アルミニウム合金板における210℃×10分のベーキング処理後の0.2%耐力が230〜270N/mm2かつ、アルミニウム合金板に、さらに、45%の冷間加工率で冷間加工を加え、この冷間加工を加えた後の圧延板における210℃×10分のベーキング処理後の0.2%耐力から、前記冷間加工を加える前のアルミニウム合金板の0.2%耐力を引いた値が8〜28N/mm2であり、さらに、アルミニウム合金板の所定の耳率が、−2.0〜3.5%であることを特徴とする。
(もっと読む)
鋼帯の連続圧延方法
【課題】 鋼帯の連続圧延における溶接部での局部的な圧延張力低下の影響を緩和し、圧延張力低下に起因する圧延トラブルを防止する。
【解決手段】 溶接部が圧延される前のタイミング(ts1〜ts2)で、溶接部前後の鋼帯の鋼種の違いおよび板厚の差に応じて予め定められる増加率(α)に従って圧延張力を(1+α)倍に増加する。溶接部が圧延された後、所定のタイミング(te1〜te2)で、圧延張力を元の値に復帰する。圧延張力は、溶接部の圧延前に予め(1+α)倍に増加されるので、溶接部圧延時にTwまで低下しても、Twが鋼帯の本体圧延時の圧延張力T1bと同程度に保たれる。
(もっと読む)
金属ストリップの変形抵抗予測方法および冷間タンデム圧延機のセットアップ方法
【課題】冷間タンデム圧延機で圧延する材料の変形抵抗を高精度かつ簡単に予測することができる金属ストリップの変形抵抗予測方法、および予測した変形抵抗を用いた冷間タンデム圧延機セットアップ修正方法を提供する。
【解決手段】冷間タンデム圧延前に、熱間圧延後の金属ストリップコイル又は熱間圧延・酸洗後の金属ストリップコイルを全板幅にわたってせん断すると同時にせん断荷重を測定し、板厚、板幅、及びせん断荷重から前記金属ストリップの変形抵抗を求める。また、求めた変形抵抗により修正セットアップ荷重を求め、この修正セットアップ荷重に基づいて各圧延スタンドのプリセット値を修正する。
(もっと読む)
圧延制御パラメータの算出方法及び算出装置、圧延シミュレーション装置
【課題】圧延機全体の摩擦係数を同定し、得られた摩擦係数を基に圧延状態を再現するシミュレーションを行って、最適に調整された圧延制御パラメータを算出する。
【解決手段】圧延動的モデルを予め用意し、圧延材の加速時又は減速時における複数の圧延スタンドでの圧延荷重の時間変化又はロールギャップの時間変化に関し、圧延動的モデルでの計算値と実績値との差が最小となるように、各圧延スタンドでの摩擦係数に関するパラメータ又は変形抵抗に関するパラメータを最適化し、このパラメータが組み込まれた前記圧延動的モデルを用いて、圧延制御パラメータを算出する。
(もっと読む)
金属板材の圧延方法及び圧延装置
【課題】 従来より安定して蛇行やキャンバーのない金属板材を製造する連続スタンドの圧延機における圧延方法及び圧延装置を提供すること。
【解決手段】 少なくとも作業ロールと補強ロールとを有する金属板材の圧延機を用いて行う金属板材の圧延方法において、前記作業ロールの作業側と駆動側のロールチョックに作用する圧延方向力を測定し、被圧延材の前記圧延機の中心からのずれ量を圧延機の入側と出側の双方またはどちらか一方で測定し、被圧延材の張力を圧延機の入側と出側の双方またはどちらか一方で測定し、作業側及び駆動側の前記圧延方向力、前記ずれ量並びに前記張力に基づいて左右非対称成分制御量を求め、当該制御量に基づいて前記圧延機のロール開度の左右非対称成分を制御することを特徴とする、金属板材の圧延方法及びその圧延装置。
(もっと読む)
81 - 100 / 221
[ Back to top ]