
Fターム[4E024AA07]の内容
Fターム[4E024AA07]に分類される特許
121 - 140 / 221
ホットストリップミルにおける板幅方向の板厚差制御方法
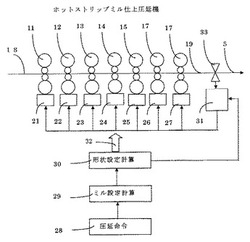
【目的】ホットストリップミルの仕上圧延機において、出側に板幅方向の板厚測定器を設置して、圧延中に仕上圧延機の出側における板幅方向の板厚差を希望値に制御する。
【構成】ホットストリップミル仕上圧延機で出側に板幅方向の板厚測定器を設置し、圧延中に板幅中央と板幅各部の板厚差の測定値と希望値との誤差を各スタンドに分配し板幅方向の板厚差遺伝係数を用いて、板幅全体として誤差が零になるように制御する、または板幅中央と作業側の板幅各部の板厚差と、板幅中央と駆動側の板幅各部の板厚差とを独立に制御する。さらに、これらの組み合わせもある。
【効果】ホットストリップミルの仕上圧延機の出側において、板幅方向各部の板厚差を従来よりも正確にまた精密に制御できる。
(もっと読む)
ロール偏芯解析方法、及びロール偏芯除去装置

【課題】簡便且つ確実に上下偏芯成分を精度良く算出することができる、圧延機のロール偏芯解析方法、及びロール偏芯除去装置を提供する。
【解決手段】非圧延時にワークロール対W1,W2をキスロール状態としバックアップロール対B1,B2を所定回数回転させつつ1回転区間毎にフーリエ解析を行って第一偏芯除去制御値を設定する。バックアップロール対B1,B2におけるフーリエ解析の次数で規定される相対位相を180度ずらし、キスロール状態で第一偏芯除去制御値に基づき運転する圧延機10を所定回数だけ回転させつつフーリエ解析を行い、第一偏芯除去制御値を修正して第二偏芯除去制御値を設定する。相対位相をさらに180度ずらし、キスロール状態で第二偏芯除去制御値に基づき運転する圧延機10を所定回数回転させつつフーリエ解析を行い、第二偏芯除去制御値を修正して第三偏芯除去制御値を設定し、圧延機10のロール偏芯を解析する。
(もっと読む)
厚板圧延方法及び厚板圧延装置
【課題】圧延後の鋼板の平面形状を適切に制御することが可能な厚板圧延方法及び厚板圧延装置を提供する。
【解決手段】本発明に係る厚板圧延方法は、クロップ長モデルにより圧延前の厚板S1の圧延方向又は幅方向の板厚偏差を設定する際に、出力となるクロップ長から目標とするクロップ長を減算した値の二乗の和を評価関数として、評価関数が最小となるように圧延前の厚板S1の圧延方向又は幅方向の板厚偏差を求め、求められた圧延前の厚板S1の圧延方向又は幅方向の板厚偏差により、前記圧延後の厚板S2の平面形状を制御する。
(もっと読む)
タンデム圧延機の制御方法及びタンデム圧延機
【課題】タンデム圧延機を用いて圧延材を圧延するに際し、圧延材の硬度変動に起因する板厚変動を抑制する。
【解決手段】タンデム圧延機1に備えられた複数の圧延スタンド2の少なくとも1つのロールギャップを制御するに際して、圧延材4の硬度変動に起因する板厚変動を抑制すべく、ロールギャップの変更量ΔSを、圧延スタンド2に発生する圧延荷重変化量ΔPと、圧延スタンド2のミル剛性Mと、圧延荷重変化量ΔPの時間に対する変動とから求める。特に、圧延荷重変化量ΔPの時間に対する変動として、圧延荷重変化量の時間一次微分及び/又は時間二次微分を採用するとよい。
(もっと読む)
鉄鋼圧延設備用の板厚変動抑制装置
【課題】張力計が備えられていない鉄鋼圧延設備において張力変動を抑制し、板厚変動を少なくする鉄鋼圧延設備用の板厚変動抑制装置を提供する。
【解決手段】鉄鋼圧延設備用の板厚変動抑制装置は、払出機(5)から払い出され、圧延機(3)により減厚化され、デフレクタロール(2)により案内された板が巻取機(1)により巻き取られ、上記巻取機を駆動する巻取機モータ(11)は上記板に対する張力が一定になるように実回転数に応じる界磁電流が流される鉄鋼圧延設備用の板厚変動抑制装置において、上記巻取機モータの界磁電流を計測する電流計(41)を具備し、張力計を具備せず、上記巻取機モータの界磁電流のトルク分に基づいて算出されたトルク補正値により補正したトルク指令値に従って上記巻取機モータに流す電流を制御する。
(もっと読む)
スキンパス圧延の形状制御方法
【課題】熱間圧延後の板表面にスケールが付いた金属ストリップを矯正するワークロールベンダーを有する板圧延機において、安価な設備で加減速やサーマルクラウンの板形状に及ぼす影響を解消し、良好な板形状した金属ストリップを製造する。
【解決手段】圧延時における該板圧延機の圧延速度と伸び率とワークロールベンダー力を測定し、測定された伸び率と圧延速度と予め入力された入側板厚、変形抵抗、板幅、入・出側張力、ワークロール径を用いて、圧延荷重推定モデルから圧延時の圧延荷重を算出し、同時に当該圧延荷重に及ぼす伸び率と圧延速度の影響係数と形状推定モデルから圧延時の板形状に及ぼすワークロールベンダー力の影響係数を算出し、これらの算出値や形状推定モデルを用いて、基準圧延条件の圧延荷重と圧延時の圧延荷重との差である圧延荷重偏差を求めて圧延荷重偏差による板形状変化を解消するようにワークロールベンダー力を制御する。
(もっと読む)
圧延方向に板厚がテーパ状に変化する片面テーパ鋼板の製造方法
【課題】圧延工程のみで薄板かつ高段差の場合にも圧延方向に板厚がテーパ状に変化する片面テーパ鋼板を製造する。素材がめっき鋼板であっても片面が健全なめっき層で覆われているテーパ鋼板を製造する。
【解決手段】必要に応じてめっき層を設けた2枚の同一寸法の板材を重ねて同時に圧延した後2枚の板材を分離する重ね板圧延を行う祭、ロールギャップを圧延方向に連続的に変化させることにより重ね面がフラットとなる片面テーパ鋼板を製造する。
(もっと読む)
圧延方向に板厚がテーパ状に変化するテーパ鋼板の製造方法
【課題】圧延方向に板厚が高段差でテーパ状に変化する薄板のテーパ鋼板を、テーパ部板厚を高精度で制御して製造する。
【解決手段】板幅,接触弧長,材料の変形抵抗,圧延機入出側のユニット張力及び圧下力関数からなる圧延荷重式から隣接する制御のサンプリング点間の圧延荷重差を予測するとともに、出側板厚が圧延長に従ってテーパ状に変化するように隣接する制御のサンプリング点間の圧延荷重差を変数とし、圧延荷重,ロールギャップ及び鋼板の板厚の間に成り立つ関係式に基づいてロールギャップを制御する。
(もっと読む)
圧延方向に板厚がテーパ状に変化するテーパ鋼板の板厚制御方法
【課題】圧延長が長くなる場合においても板厚精度の高いテーパ鋼板の製造方法を提供する。
【解決手段】予測圧延荷重と圧延荷重,ロールギャップ及び鋼板の板厚の間に成り立つ関係式に基づいてロールギャップを設定し板厚制御を行う制御系を用い、目標出側板厚を圧延長に従ってテーパ状に変更することにより出側板厚を圧延方向に連続的に変化させるテーパ鋼板の板厚制御方法において、隣接する制御のサンプリング点間の圧延荷重差予測値及び板厚測定値に基づいてロールギャップ設定値を補正する。
(もっと読む)
圧延形状制御方法および圧延形状制御システム
【課題】圧延操業の異常を招くような事態を未然に防止して、より安定的な圧延操業を可能性とする圧延形状制御システムの提供。
【解決手段】圧延形状制御システム21は、入側テンションリール3から繰り出される被圧延材4を圧延機2により圧延して出側テンションリール6に巻き取るようにされている圧延設備1で用いられ、目標形状発生装置15で生成する目標形状33に基づいて被圧延材の形状制御を行う。また圧延形状制御システム21は、板厚変化幅方向比取得装置22と目標形状変更装置23を備えており、被圧延材の圧延による板厚変化についての被圧延材の幅方向での比である板厚変化幅方向比24を板厚変化幅方向比取得装置で求め、その板厚変化幅方向比に基づいて目標形状変更装置が目標形状を変更するようされている。
(もっと読む)
異厚鋼板の圧延成形方法
【課題】異厚鋼板を圧延成形する際に板厚の薄い部分に平坦度のばらつきが生じることを抑制することができ、かつ異厚鋼板の板厚の厚い部分と薄い部分との板厚差が小さい場合でも異厚鋼板を所定の位置で自動切断することのできる異厚鋼板の圧延成形方法を提供する。
【解決手段】鋼板2を圧延ロール1により異厚圧延する際に、圧延ロール1のロール開度を圧延中に変化させて鋼板2の長手方向の板厚プロフィールを複数回の圧延パスで成形するようにし、かつ鋼板2の板厚変化部2cの位置を圧延時のパルストラッキングデータから検出し、検出した板厚変化部2cの位置を切断位置として鋼板2を切断するようにした。
(もっと読む)
板圧延のパススケジュールの設定方法
【課題】板圧延において、可能な限り少ない総圧延パス数で、所望の平坦度及び/又は板クラウンを安定的に得ることのできるパススケジュールを設定する方法を提供する。
【解決手段】各パス出側線長差率、及び/又は、各パス出側板クラウンの理想値からのずれを指標とする評価関数を用い、該評価関数値を最小とするパススケジュールを探索し、該パススケジュールを実現するようにパススケジュールを設定する。このとき、各パス出側線長差率を各パス出側板厚のm乗で除したもの、及び/又は、各パス出側板クラウンの理想値からのずれを各パス出側板厚のn乗で除したものを指標とする評価関数を用いることが好ましい。また、各パス出側クラウンの理想値は、各パス出側板厚hiが所定値h*以下の領域で各パス出側クラウン比率Chi/hiが一定となるように設定されることが好ましい。
(もっと読む)
プロセス制御方法およびプロセス制御システム
【課題】圧延設備における板厚制御のような特性を有するプロセスの制御について、より安定的な制御を行えるようにする。
【解決手段】入力量Aと入力量Bがあり、影響係数が入力量Aに相関しているプロセス31を制御対象とし、当該制御対象プロセスの状態量33からの制御量38による積分制御を含むフィードバック制御を入力量Bに対して行うようにされているプロセス制御方法について、第1の積分器55と第2の積分器56を第1の入力量の状態に応じて使分けることで得られる第1の積分器からの第1の積分出力58と第2の積分器からの第2の積分出力59によりフィードバック制御の制御出力60を得ることにより、第1の入力量が一定に保たれる定常領域について、先行の定常領域での制御出力が後続の定常領域に影響するのを抑制することで、より安定的な制御を行えるようにしている。
(もっと読む)
圧延制御方法及び圧延制御装置
【課題】
従来は、エッジドロップ品質と、板端部によるロールヘの傷つきによる、板表面へのロールマークの防止を両立させた圧延は困難であった。
【解決手段】
WRを幅方向にいくつかの仮想領域に区切り、板端部がその位置にあった圧延長さを積算し、エッジドロップが許容値を超えないWRシフト領域内で、上記積算値がある値を超えた領域を使用しないようにWRのシフト位置を決定する。
【効果】
エッジドロップ品質と、板表面品質の両者を達成することが出来る。更にロール自体の寿命を長くすることが出来るので、ロールにかかるコスト削減,ロール交換のための時間削減による生産量増加が可能となる。
(もっと読む)
タンデム圧延機による金属帯の圧延方法およびそれを用いた金属帯の製造方法
【課題】被圧延材の形状起因での通板トラブルを回避できる、タンデム圧延機による金属帯の圧延方法およびそれを用いた金属帯の製造方法を提供する。
【解決手段】タンデム圧延機を構成する各スタンドの許容クラウン比率変更量の限度内に収まるように、前記タンデム圧延機で金属帯を圧延する際の板厚スケジュールを修正する。
(もっと読む)
連続圧延機のスタンド間張力制御方法および装置
【課題】張力推定を高精度で行うことができ、張力制御精度を向上させることができる、連続圧延機のスタンド間張力制御方法および装置を提供することを目的とする。
【解決手段】連続圧延機の各スタンド間において被圧延材の張力を目標値に制御するにあたり、各スタンドの圧延トルク、圧延荷重、前方張力、および後方張力の関係を線形式で関係付け、該線形式を複数スタンドで連立させ、圧延トルク,圧延荷重の測定値を与えて行列漸化型最小二乗法で解くことによって、前方張力および後方張力を時々刻々推定し、該推定した張力を目標値とする。
(もっと読む)
スキンパスミルにおける板厚制御方法およびそれを用いた金属板の製造方法ならびにスキンパスライン
【課題】スキンパスミルの板厚制御において、十分な板厚精度を確保できるようにする。
【解決手段】スキンパスミル30にて金属板Sを圧延する際に、該金属板Sの板厚を板厚計15にて実測し、これを該スキンパスミル30における板厚制御に反映するスキンパスミルにおける板厚制御方法。このスキンパスミルにおける板厚制御方法を用いた金属板の製造方法。スキンパスミル30にて金属板Sを圧延する際の、金属板Sの搬送方向入側に板厚計15を設置したことを特徴とするスキンパスライン。スキンパスミル30にて金属板Sを圧延する際に、金属板Sの板厚を実測し、板厚目標値との偏差に基づいて、板厚制御を行うことを特徴とするスキンパスライン。
(もっと読む)
金属板材の圧延方法および圧延装置
【課題】 従来より安定してキャンバーのない金属板材を製造する圧延方法および圧延装置を提供すること。
【解決手段】 少なくとも作業ロールと補強ロールとを有する金属板材の圧延機を用いて行う金属板材の圧延方法において、前記作業ロールの作業側と駆動側のロールチョックに作用する圧延方向の力を測定し、該圧延方向力の作業側と駆動側との差異および該圧延方向力の作業側と駆動側との和を演算し、該圧延方向力の和と、圧延方向力の差異と圧延方向力の和との関係に基づき該圧延方向力の差異を補正し、この補正した圧延方向力の差異に基づいて前記圧延機のロール開度の左右非対称成分を制御することを特徴とする、金属板材の圧延方法及び、この方法を実現する圧延装置。
(もっと読む)
圧延機制御装置、圧延機制御システム及び圧延機制御方法
【課題】サクセッシブ機能を通して、各圧延機スタンドの張力制御、板厚制御が干渉し、制御精度が低下するのを防止する。
【解決手段】本発明の圧延機制御装置は、速度を操作する圧延機スタンド1の上流側又はタンデム圧延機の入側の速度の変化と、速度を操作する圧延機スタンド1の下流側又はタンデム圧延機の出側の速度の変化とを同じ比率になるように操作するためのサクセッシブ動作を行うサクセッシブ演算装置41と、被圧延材5の圧延状態に応じてサクセッシブ演算装置41に対するサクセッシブ動作のゲインを変更するように調整可能なサクセッシブ機能ゲイン調整装置42と、を備えたものである。
(もっと読む)
冷間圧延における板厚・形状制御方法
【課題】圧延開始時や終了時直前の低速圧延域での圧延材の形状不良および板厚不良の問題を解消するために、圧延荷重を一定に制御して板厚精度を保ち、かつ圧延材長手方向の平坦度を改善する冷間圧延における板厚・形状制御方法を提供することである。
【解決手段】単スタンド圧延機または連続スタンド圧延機の最終の第n圧延スタンドでの圧延荷重Pおよび出側の板厚hを圧延荷重計測手段2および板厚計測器1により計測して目標圧延荷重Paおよび目標板厚haからの圧延荷重偏差ΔPおよび板厚偏差Δhを算出し、圧延荷重Pおよび板厚hを一定の値(プリセット値)に制御するために、圧下制御量ΔSおよび張力制御量Δσを求め、前記制御量ΔSおよびΔσを満足するように単スタンド圧延機または連続スタンド(タンデム)圧延機の最終スタンドの圧下制御および張力制御を同じタイミングで行なうようにした。
(もっと読む)
121 - 140 / 221
[ Back to top ]