
Fターム[4E024CC02]の内容
Fターム[4E024CC02]に分類される特許
61 - 80 / 153
圧延機の分割バックアップロールの変形マトリックス同定方法
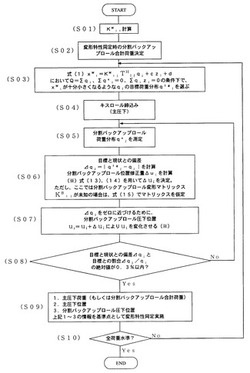
【課題】少なくとも上下一方のロールアセンブリが軸方向に3分割以上に分割された分割バックアップロールでワークロールを支持する機構を有し、各分割バックアップロールに夫々独立した圧下装置、荷重測定装置及び圧下位置測定装置を備えた圧延機において、ワークロール水平面内たわみが十分小さくなる最適な変形特性同定基準点を供する。
【解決手段】変形特性同定の基準点のための分割バックアップロール合計荷重を仮定し、ワークロールの水平面内たわみが十分小さくなる目標となる分割バックアップロールの荷重分布を予め求めておき、圧延機のキスロール状態で前記合計荷重まで締め込み、締込み時の分割バックアップロール荷重を測定し、前記目標となる分割バックアップロール荷重分布との差から分割バックアップロール位置を修正し、目標となる分割バックアップロール荷重分布を実現させた分割バックアップロール圧下位置を変形特性の基準点とする。
(もっと読む)
動的プロセスの外乱診断方法

【課題】プロセス状態の変化を引き起こす原因となる各種の外乱を一定の精度を持って、かつ速やかに同定する。
【解決手段】外乱発生器60は、状態変化量に基づいて外乱の特徴量を読み出し、これを仮定外乱として演算部48へ出力する。演算部48はシミュレーション変化量を演算し、このシミュレーション変化量を比較演算部62に出力する。比較演算部62は、状態変化量とシミュレーション変化量との差の絶対値を閾値と比較し、その差の絶対値が閾値以下の場合には、仮定外乱を実際の外乱と見做して表示部52へ出力する。
(もっと読む)
圧延材の製造方法
【課題】現在パスのどの段階であるかを誤りなく検出して、パススケジュールに従った圧延を適切に実行する。
【解決手段】あらかじめ設定されたパススケジュールに従って、圧延ロール間に素材を複数回往復走行させながら圧延ロール間のギャップを徐々に減少させて圧延する圧延材の製造方法において、パススケジュールを管理するコンピュータは、圧延ロールに素材が送り込まれる度に当該圧延パスが異常なく成立したか否かを判断するパス確認処理を実行するとともに、前記パス確認処理は、素材の先端が圧延ロール間に噛み込まれたことが検出された後、所定値以上の圧延荷重が予定圧延長さの10%以上の長さにわたって連続して検出されることにより、当該圧延パスが異常なく成立したと判断するものである。
(もっと読む)
ボトル缶用アルミニウム合金板およびその製造方法
【課題】加工性および強度に優れ、ボトル缶の薄肉軽量化に適したボトル缶用アルミニウム合金板およびその製造方法を提供する。
【解決手段】Cu、Mg、Mn、Fe、Siを所定量含有し、MgとMnの比率(Mg/Mn)が0.9以上であり、残部がAlおよび不可避的不純物から構成されるアルミニウム合金板であって、アルミニウム合金板における210℃×10分のベーキング処理後の0.2%耐力が230〜270N/mm2かつ、アルミニウム合金板に、さらに、45%の冷間加工率で冷間加工を加え、この冷間加工を加えた後の圧延板における210℃×10分のベーキング処理後の0.2%耐力から、前記冷間加工を加える前のアルミニウム合金板の0.2%耐力を引いた値が8〜28N/mm2であり、さらに、アルミニウム合金板の所定の耳率が、−2.0〜3.5%であることを特徴とする。
(もっと読む)
圧延機の零調方法
【課題】少なくとも上下一方のロールアセンブリが軸方向に3分割以上に分割された分割バックアップロールによってワークロールを支持する機構を有し、各分割バックアップロールに夫々独立した圧下装置、荷重測定装置及び圧下位置測定装置を備えた圧延機において、ワークロール水平たわみが十分小さくなる最適な零調方法を提供する。
【解決手段】零調のための分割バックアップロール合計荷重を仮定し、ワークロールの水平面内たわみが十分小さくなる目標となる分割バックアップロール荷重分布を予め求めておき、圧延機のキスロール状態で前記合計荷重まで締め込み、締込み時の分割バックアップロール荷重を測定し、前記目標となる分割バックアップロール荷重分布との差から分割バックアップロール位置を修正し、当該ロール位置修正によって目標となる分割バックアップロール荷重分布を実現させた主圧下位置および分割バックアップロール圧下位置を零点とする。
(もっと読む)
金属ストリップの変形抵抗予測方法および冷間タンデム圧延機のセットアップ方法
【課題】冷間タンデム圧延機で圧延する材料の変形抵抗を高精度かつ簡単に予測することができる金属ストリップの変形抵抗予測方法、および予測した変形抵抗を用いた冷間タンデム圧延機セットアップ修正方法を提供する。
【解決手段】冷間タンデム圧延前に、熱間圧延後の金属ストリップコイル又は熱間圧延・酸洗後の金属ストリップコイルを全板幅にわたってせん断すると同時にせん断荷重を測定し、板厚、板幅、及びせん断荷重から前記金属ストリップの変形抵抗を求める。また、求めた変形抵抗により修正セットアップ荷重を求め、この修正セットアップ荷重に基づいて各圧延スタンドのプリセット値を修正する。
(もっと読む)
圧延制御パラメータの算出方法及び算出装置、圧延シミュレーション装置
【課題】圧延機全体の摩擦係数を同定し、得られた摩擦係数を基に圧延状態を再現するシミュレーションを行って、最適に調整された圧延制御パラメータを算出する。
【解決手段】圧延動的モデルを予め用意し、圧延材の加速時又は減速時における複数の圧延スタンドでの圧延荷重の時間変化又はロールギャップの時間変化に関し、圧延動的モデルでの計算値と実績値との差が最小となるように、各圧延スタンドでの摩擦係数に関するパラメータ又は変形抵抗に関するパラメータを最適化し、このパラメータが組み込まれた前記圧延動的モデルを用いて、圧延制御パラメータを算出する。
(もっと読む)
板圧延機およびその制御方法
【課題】非定常部のない高精度、高応答な形状制御または板厚分布制御を安定して実現できる板圧延機およびその制御方法を提供すること。
【解決手段】圧延材3を挟んで対向配置される一対の作業ロール1,2の少なくとも一方に設置された分割補強ロール4によって前記作業ロールの少なくとも一方を直接支持する形式の板圧延機の制御方法において、分割補強ロール位置制御量Nの出力によって生じる他方の作業ロール系の変形量についても考慮して、分割補強ロール位置制御量Nを演算することを特徴とする板圧延機およびその制御方法。
(もっと読む)
転がり軸受を有する圧延機およびその板厚制御方法
【課題】高精度な板厚制御が可能な、転がり軸受を有する圧延機およびその板厚制御方法を提供すること。
【解決手段】ロールチョックに転がり軸受を用いる圧延機であって、目標圧下位置を設定する圧下目標値設定手段と、転がり軸受の温度を推定する温度推定手段と、推定した転がり軸受の温度から転がり軸受の熱膨張量を演算する熱膨張量演算手段と、演算した転がり軸受の熱膨張量に基づいて目標圧下位置を補正する圧下目標値補正手段を備えることを特徴とする転がり軸受を有する圧延機、および、ロールチョックに転がり軸受を用いる圧延機の板厚制御方法において、目標圧下位置を設定した上で圧延を開始し、推定した転がり軸受の温度から転がり軸受の熱膨張量を演算し、当該演算した転がり軸受の熱膨張量に基づいて目標圧下位置を補正することにより板厚を制御することを特徴とする転がり軸受を有する圧延機の板厚制御方法。
(もっと読む)
冷間圧延における圧延荷重の予測方法
【課題】圧延荷重の算出に必要な接触弧長および変形抵抗を煩雑な計算処理を必要とせずに精度よく求め、ハイテンなどの高強度材を冷間圧延する際のミルセットアップに必要な圧延荷重を精度よく予測できる方法を提供することである。
【解決手段】オフラインの圧延機で圧下率を変えて、圧延中に噛み止めした板圧延材1の接触弧長Ldを2次元変位センサー2,2により測定し、この測定した接触弧長Ldmの、ロール扁平式から逆算した接触弧長Ldrからの偏差に基づいて、この逆算接触弧長Ldrを補正し、オフライン圧延機での圧延荷重から被圧延材の変形抵抗を逆算し、前記補正した逆算接触弧長Ldsと逆算変形抵抗Kfrを用いて実機での圧延荷重を算出するようにした。それにより、実機冷間圧延におけるパススケジュールを適正化して、高荷重による形状不良や蛇行および絞りを防止することができる。
(もっと読む)
圧延機の制御方法
【課題】スラスト力によって発生する差荷重を推定することによって蛇行に起因する差荷重を正確に検知し、もって差荷重方式蛇行制御を誤差なく行うことのできる、圧延機の制御方法を提供することを課題とする。
【解決手段】駆動側と操作側の荷重差を検出し、検出した荷重差に基づいて駆動側と操作側の圧下位置を独立操作することにより圧延材の蛇行を制御する際に、圧延中のスラストに起因する差荷重を推定することによって、圧延中の差荷重を圧延材の蛇行に起因するものとスラストに起因するものとに分離し、これら分離した差荷重に基づいて駆動側と操作側の圧下位置を操作する。
(もっと読む)
圧延製品の品質管理システム
【課題】下工程において圧延製品を切り落とす部分の最適化を図ることにより、圧延製品の長手方向に材質のばらつきが発生した場合でも、出荷の歩留りを大幅に向上させることができるようにする。
【解決手段】圧延製品の製造時における圧延データを収集する圧延データ収集手段5と、圧延製品の組織情報を計測する組織情報センサ6と、圧延製品の機械的性質を予測する機械的性質予測手段16と、機械的性質予測手段16によって予測された機械的性質を、圧延製品に対して予め設定された機械的性質の許容範囲と比較して、圧延製品の材質の良否を判定する材質判定手段17と、材質判定手段17の判定結果が、圧延製品の長手方向における位置情報と関連付けて記録される記録手段8とを備える。そして、この記録手段8の記録内容に基づいて、圧延製品の切除部の長さを決定する。
(もっと読む)
鋼帯の調質圧延方法
【課題】鋼帯を調質圧延する際に圧延荷重を短時間で設定することのできる鋼帯の調質圧延方法を提供する。
【解決手段】鋼帯に付与される圧延荷重PS(i)を計算した後、計算用初期設定荷重PR(i)と前記圧延荷重PS(i)との差が予め設定された許容範囲内に収まるように前記計算用初期設定荷重PR(i)に基づいて再設定し、再設定された計算用初期設定荷重PR(i+1)を基に圧延荷重PS(i+1)を再計算して、得られた圧延荷重PS(i)を基に実際の圧延荷重PCを設定して鋼帯を調質圧延する。
(もっと読む)
厚板圧延方法、および厚板圧延のパススケジュール計画システム
【課題】可逆式圧延機による圧延の能率を落とすことなく、当該圧延の際における板反りによる不具合を抑える。
【解決手段】可逆式圧延機1によって、複数パスだけ厚板10を圧延することで目標板厚となるように、予め各パスでの圧下率をパススケジュールとして計画し、その計画に沿って各パスで圧延を行う。このとき、計画に空パスがある場合には、その空パスの圧下率を、板の反りを抑制するための軽圧下に、パススケジュールの計画段階で設定変更する。
(もっと読む)
改善した動作特性を備えるプレストレスを与えた圧延機ハウジングのアセンブリ
本発明はクラスター圧延機を提供するものである。このクラスター圧延機は、クラスター圧延機の板厚制御システム及びプレストレスロッドを用いるとともに、高剛性、通り抜けのための大型作業ロール間隙、迅速な作業ロール間隙の開口、正確な圧延力の計算、左右の傾斜を有し、より広範な直径範囲にわたる作業ロールを用いる。 (もっと読む)
プロセスラインにおける制御モデル学習方法および装置、ならびに鋼板の製造方法
【課題】追従性の高い学習方式と耐ノイズ性の高い学習方式を併用することにより課題を解決する、プロセスラインにおける制御モデル学習方法および装置、ならびに鋼板の製造方法を提供することを目的とする。
【解決手段】プロセスラインでの実績値に基づいて制御モデルを修正して制御を行う学習制御方法において制御モデルの学習を行う、プロセスラインにおける制御モデル学習方法であって、実績値と制御モデル出力値との誤差に基づいて、追従性の高い学習方式と耐ノイズ性の高い学習方式とのそれぞれの出力に重みを付けて合成し、制御モデルに対する新たな学習値を算出する。
(もっと読む)
圧延荷重の学習制御方法および装置、ならびに鋼板の製造方法
【課題】連続圧延における前段圧延スタンドから後段圧延スタンドの誤差変化をモデル化することにより圧延スタンド間の圧延荷重予測誤差変動を抑制するという課題を解決する、圧延荷重の学習制御方法および装置、ならびに鋼板の製造方法を提供することを目的とする。
【解決手段】圧延荷重モデルに次回圧延条件を代入して求めた圧延荷重モデル計算値に学習係数を適用して得られた圧延荷重予測値を、次回圧延時に設定して圧延制御を行う連続圧延機における圧延荷重の学習制御方法であって、当該圧延材の圧延荷重実績値と、当該圧延材の圧延条件実績値を代入して求めた圧延荷重モデル計算値とから算出された各圧延スタンドの圧延荷重誤差を、圧延スタンド間で補正して次回圧延時に適用する学習係数を算出する。
(もっと読む)
冷間圧延における高張力鋼板の板厚制御方法
【課題】高張力鋼板についても変形抵抗を正確に計算することができ、板破断やライン停止などのトラブルを発生することなく安定した冷間圧延が可能な冷間圧延における高張力鋼板の板厚制御方法を提供する。
【解決手段】本発明は、冷間圧延の圧延荷重を決定する材料の変形抵抗を、鋼中のC,Si,Mn,P,Mo,Ti,Nbの成分値の他に少なくともAl、Bを含む各成分値の項と、巻取り温度CTの項とを含む変形抵抗計算式により算出する。算出された圧延荷重に基づいてS0=t−P/M+S0Sの式により設定圧下位置を計算したうえ、AGC制御による冷間圧延を行うことにより、張力変動を抑制して安定した冷間圧延が可能となる。
(もっと読む)
連続圧延機の負荷配分制御装置
【課題】ミル運転者による手動介入後の状態を圧延荷重比率の目標値として利用することができる連続圧延機の負荷配分制御装置を得る。
【解決手段】連続圧延機の各スタンドに設けられた圧延荷重検出器5乃至7、圧延荷重実績値に基づいて各スタンドに対する板厚修正量を演算する負荷配分制御器11、その板厚修正量に基づいて、各スタンドの圧下位置を制御する圧下位置制御器8乃至10、負荷配分制御器11の演算結果とは無関係に、各スタンドの圧下位置を手動修正するための圧下位置手動介入機能部16を備える。そして、上記負荷配分制御器11は、圧下位置手動介入機能部16によって各スタンドの圧下位置が手動修正された場合には、その時の圧延荷重実績値に基づいて、圧延荷重比率の目標値を再設定する。
(もっと読む)
圧延機の板厚制御装置及び圧延機の板厚制御方法
【課題】連続圧延機におけるマスフローAGCで、圧延機の加減速時など過渡的な状況で発生するマスフロー推定板厚の誤差を補正し、最終スタンド出側での板厚精度を確保する。
【解決手段】圧延機入側のロール速度と入側板厚、およびゲージメータ方式により計算された第1圧延機スタンド直下の出側板厚により、第1出側速度演算部400で第1出側の板速度を求め、これと第2出側板速度、第1出側板厚から第2マスフロー板厚演算部601により、第2圧延機スタンドのマスフロー推定板厚を求める。第1圧延機スタンドのゲージメータ板厚を板厚検出器までの遅れ時間を考慮した移送処理後に、GM板厚補正演算部402により、第1出側の板厚検出器で測定した板厚実績と、ゲージメータ板厚とを比較し、ゲージメータ板厚の誤差を求める。第2マスフロー板厚補正演算部602により第2圧延機スタンドのマスフロー推定板厚を補正する。
(もっと読む)
61 - 80 / 153
[ Back to top ]