
Fターム[4E024CC02]の内容
Fターム[4E024CC02]に分類される特許
21 - 40 / 153
圧延機における形状制御方法及び形状制御装置
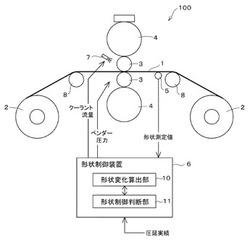
【課題】圧延速度が変化するという状況下であっても、圧延材の形状制御を適正に行うことで振動的な形状変動を抑制し安定した圧延を行うことができるようにする。
【解決手段】圧延機100にて圧延している圧延材1の形状制御方法において、圧延材1の圧延速度が変化したときの予測形状変化量を求め、この予測形状変化量が所定範囲内にあるときは、前記圧延速度の変化に伴う板形状の修正制御を行わない。また、圧延材1の速度変化率ΔVr(t)を求め、この速度変化率ΔVr(t)であるときの予測圧延荷重変化量ΔPf(t)を求め、この予測圧延荷重変化量ΔPf(t)から予測形状変化量を求める
(もっと読む)
多段圧延機の圧延方法及び多段圧延機の制御装置

【課題】圧延材の尾端部の圧延を行うに際し、圧延材の通材安定性を確保しつつ圧延を行うことができるようにする。
【解決手段】複数の圧延スタンド2を備えた多段圧延機1にて圧延材8を圧延する方法において、圧延材8を圧延したときの圧延実績値を記憶し、この圧延実績値に基づいて通板安定性を実現できる荷重上限値を予め求めておき、この荷重上限値を超えないように圧延材8の尾端部8aの圧延を行う。また、圧延材8の尾端部8aの圧延を行うに際しては、尾端部8aの圧延開始時の圧延実績値をロックオンしておき、ロックオンした圧延実績値と現状の圧延実績値とを基に荷重上限値を超えないような板厚変化量を求め、この板厚変化量を当該尾端部の圧延を行う圧延スタンドに適用して圧延を行う。
(もっと読む)
圧延制御装置及び圧延制御方法
【課題】クーラント滞留長さの変動により発生する出側板厚変動を補正することこと。
【解決手段】連続する被圧延材を少なくとも一対のロール間に供給して圧延する圧延機であって、被圧延材とロールとの間に供給されるクーラントの滞留量であってロール間に供給される前の被圧延材上における滞留量が、所定時間間隔内に所定の閾値以上の範囲で増大及び減少したことを検知すると共に圧延された後の被圧延材の厚さを検知し、検知された圧延後の被圧延材の厚さが所定時間間隔内に所定の閾値以上の範囲で増大及び減少した場合に、滞留量の検知結果に基づいてクーラントの滞留量を制御することを特徴とする。
(もっと読む)
金属板の板厚制御方法及び金属板の製造方法
【課題】板厚を高精度に制御することが可能な、金属板の板厚制御方法及びこれを用いた金属板の製造方法を提供する。
【解決手段】前材の圧延終了時のワークロールの熱膨張収縮量、及び、前材の圧延終了後から当材の圧延終了後までの間におけるワークロールの熱膨張収縮量を考慮してゲージメータ式を補正し、補正されたゲージメータ式を用いて、当材を圧延する際のワークロールの圧下位置を修正する金属板の板厚制御方法、及び、該金属板の板厚制御方法を用いて金属板を製造する金属板の製造方法とする。
(もっと読む)
圧延装置の制御方法
【課題】被圧延材・作業ロールにスリップ及び傷を発生させず、ロール開放、閉め込みを行う。
【解決手段】圧延装置の制御方法は、走行中の被圧延材1を上下から圧下して圧延する上下の作業ロールRs1、Rs2と、上下の作業ロールRs1、Rs2のギャップを制御するロールギャップ制御装置51、52を有する1台以上の圧延機3を備える圧延装置Sの制御方法であって、制御装置60が、被圧延材1を停止することなく、上下の作業ロールRs1、Rs2が被圧延材1に加える荷重を減少させる第1工程と、被圧延材1が弾性変形状態に到達した状態で、荷重を一定の状態に保持する第2工程と、圧延機3入側及び出側の被圧延材1の少なくとも張力および板速度のうちの何れかが等しい状態で、ロールギャップ制御装置51、52を用いて、作業ロールRs1、Rs2の被圧延材1に対しての閉め込み状態からの被圧延材1に対しての開放を行う第3工程とを含む。
(もっと読む)
圧延装置およびその制御方法
【課題】被圧延材・作業ロールにスリップ及び傷を発生させず、ロール開放、閉め込みを行う。
【解決手段】圧延装置Sは、被圧延材1の荷重検出手段8と、入側・出側の被圧延材速度検出手段6、7と入側・出側の被圧延材1の張力検出手段9、10の少なくとも何れか一方と、作業ロールRs1、Rs2を駆動する電動機21の電動機速度検出手段31と、入側・出側の被圧延材1の張力指令又は電動機21の速度指令の張力・速度指令演算手段62と、速度実績と速度指令から電動機21の速度を制御する速度制御手段41と、ロール位置演算手段61と、被圧延材1を停止せず、荷重を増加又は減少させ、その後、入側・出側の被圧延材1の少なくとも張力および板速度のうちの何れかが等しい状態で作業ロールの開放・閉め込みの制御を行う走間ロール開放・閉め込み指令演算装置60とを備える。
(もっと読む)
圧延機の板厚制御方法
【課題】ゲージメータ式を用いて板厚制御を行うにあたり、圧延荷重に依存する誤差を推定して高精度な板厚制御を可能とする圧延機の板厚制御方法を提供する。
【解決手段】圧延材のラストパス出側で実測された実測板厚とゲージメータ式から算出されたラストパス後の推定板厚とのラストパス板厚誤差及びラストパス以前の途中パス出側で実測された実測板厚とゲージメータ式から算出された途中パス後の推定板厚との途中パス板厚誤差を算出し、ラストパス板厚誤差及び途中パス板厚誤差の板厚誤差差分値とラストパス及び途中パスの圧延荷重の圧延荷重差分値とからミル伸び量の計算誤差を推定する。具体的には、複数の圧延材について板厚誤差差分値と圧延荷重差分値とを求め、それらから単位圧延荷重あたりのミル伸び量の計算誤差の修正係数を算出し、その修正係数と次回以降の圧延荷重との積値をゲージメータ式に加算して次回以降の圧延時に適用する。
(もっと読む)
圧延機の圧延荷重測定値補正方法及びその補正値を用いた板厚制御方法
【課題】高圧延荷重までの測定圧延荷重データを用いて圧延荷重測定器の測定した圧延荷重を補正する方法と、補正された値を用いて板厚推定精度を高めた圧延機の板厚制御方法を提供する。
【解決手段】ロードセル等の圧延荷重測定器を有する圧延機を、ロール対ロール若しくはロール対ストリップで少なくとも2水準以上の締め込みを行い、ミルストレッチ量と圧延荷重の関係をそれぞれ測定し、該ミルストレッチ量からロール変形の寄与分を差し引くことでロール以外の寄与分を分離してロール変形以外の変形特性を求める。次にこれらの複数水準で測定したロール以外の変形特性が一致する補正条件を求め、圧延荷重測定値の補正を行う。
(もっと読む)
熱間圧延における仕上温度制御装置
【課題】精度良く応答性に優れた、熱間圧延における仕上温度制御装置を提供することを課題とする。
【解決手段】トラッキング手段と、該トラッキング手段と各種実績計測手段を用いて、セクション毎の実績結果を収集して保存する、実績収集手段と、仕上入側温度を予測する仕上入側温度予測手段と、スタンド間スプレーの水量を設定するフィードフォワード制御手段と、スタンド間スプレーの設定を再設定するダイナミック修正手段と、温度モデルの補正係数を求める学習処理手段と、補正係数を格納する学習格納手段とを具備する。
(もっと読む)
箔圧延の圧延荷重予測方法、箔圧延の形状予測方法および箔圧延のパススケジュール決定方法
【課題】軽圧下の圧延において、圧延荷重の予測精度を向上するモデルを提供する。
【解決手段】ヒッチコックの扁平変形とヒルの関数とを用いて圧延荷重を予測するモデルにおいて、ヒッチコックの扁平変形において圧延荷重Pに乗算される補正項F(r)及びヒルの関数に加算される補正項G(r)を導入した。この補正項F(r)及びG(r)は、箔板材を圧延する際の摩擦係数の値が圧下率rに依存せず一定となると共に、圧下率rの変化に対する影響係数の値が実績値と一致するように決定される。
(もっと読む)
調質圧延方法
【課題】先行鋼板と後行鋼板の溶接点通過後に、後行鋼板の伸び率を設定伸び率まで短時間で到達させて、伸び率不良部の長さを低減することが可能な調質圧延方法を提供する。
【解決手段】先行鋼板11と後行鋼板12の溶接点13が調質圧延機10を通過した後に、調質圧延機10の油圧シリンダ21の位置制御による圧下を行って、後行鋼板12の現在の伸び率変化率から設定伸び率に到達する際の油圧シリンダ21の位置制御の仮目標油柱と、次の測定で予想される予想伸び率を求め、予想伸び率が設定伸び率を超える場合に、仮目標油柱を最終目標油柱とし、最終目標油柱に到達した時点で調質圧延機の制御を荷重制御にして伸び率制御を開始する。
(もっと読む)
スキンパスミルの制御方法
【課題】スキンパスミルの制御において、位置制御から荷重制御に切り替えるときに荷重変動が発生せず、しかも設定荷重までスムーズに到達させることができるスキンパスミルの制御方法を提供する。
【解決手段】非圧延中は、位置指令値と位置センサ5で検出した位置検出値との偏差に基づき、位置制御回路6が油圧サーボ弁3の開度指令値を出力する位置制御を行い、圧延中は、荷重指令値と荷重センサ7で検出した荷重検出値との偏差に基づき、荷重制御回路8が比例動作及び積分動作を行って油圧サーボ弁3の開度指令値を出力する荷重制御を行い、位置制御から荷重制御へ切り替えるときに、その切り替え時点における荷重実績値を荷重制御の最初の荷重指令値とすると共に、位置制御回路6から出力されていた油圧サーボ弁3の開度指令値を荷重制御回路8で積分動作を行う積分器8bの積分ゲインKiで除した値を積分器8bの初期値として記憶させる。
(もっと読む)
タンデム圧延機の動作制御方法及びこれを用いた熱延鋼板の製造方法
【課題】微細粒鋼の製造などに必要なタンデム圧延機後段スタンドでの高圧下圧延を可能とするタンデム圧延機の動作制御方法、及び、これを用いた熱延鋼板の製造方法を提供する。
【解決手段】被圧延材の定常部を圧延するときの各スタンドの出側板厚を決定する第1工程S11、及び、事前締め込み荷重が設定値以下となるように、被圧延材の先端部を圧延するときの各スタンドの出側板厚を決定する第2工程S15、を含み、少なくとも被圧延材の最先端部が各スタンドに噛み込まれるまでは、第2工程で決定した出側板厚となるように被圧延材が圧延され、被圧延材の定常部は第N−m+1スタンドから第Nスタンドによって第1工程で決定した出側板厚へと圧延され、第2工程で決定された第N−m+1スタンドから第Nスタンドまでの出側板厚が、第1工程で決定された出側板厚よりも厚いタンデム圧延機の動作制御方法、及び、熱延鋼板製造方法。
(もっと読む)
タンデム圧延機のドラフトスケジュール決定方法及びこれを用いた熱延鋼板の製造方法
【課題】超微細粒鋼を製造することが可能なタンデム圧延機のドラフトスケジュール決定方法、及び、これを用いた熱延鋼板の製造方法を提供する。
【解決手段】第Nスタンドから第N−m+1スタンドまでの圧下率を指定する工程と、該工程後に、第1スタンドから第N−mスタンドまでの各スタンドの圧下率を決定する工程と、を有するタンデム圧延機のドラフトスケジュール決定方法、及び、該方法で決定されたドラフトスケジュールに基づいて動作する熱間仕上圧延機列を用いて鋼板を圧延する工程を有する熱延鋼板の製造方法とする。
(もっと読む)
タンデム仕上圧延機及びその動作制御方法、並びに、熱延鋼板の製造装置及び熱延鋼板の製造方法
【課題】超微細粒鋼製造時の板厚変更や圧延潤滑剤の使用不使用変更を行う際にも張力変動を抑制し得るタンデム仕上圧延機及びその動作制御方法、熱延鋼板の製造装置、並びに熱延鋼板の製造方法を提供する。
【解決手段】1本の被圧延材の圧延中に第mスタンドから第Nスタンドの板厚目標値を変更する際に、第mスタンドから第Nスタンドに共通する板厚目標値変更時間を定め、該変更時間と第nスタンドの板厚変更量から第nスタンドの板厚目標値の変更レートを求め、板厚変更点が第nスタンドに到達すると同時に上記変更レートで第nスタンドの板厚目標値の変更を開始し、変更時間の経過後に板厚目標値の変更を終了し、少なくとも第nスタンドの板厚目標値変更中に、第nスタンドの出側板厚が板厚目標値に一致するように、第nスタンドの圧下位置を時々刻々修正するタンデム仕上圧延機及びその動作制御方法、熱延鋼板の製造装置、並びに、熱延鋼板の製造方法とする。
(もっと読む)
冷間タンデム圧延機の制御方法
【課題】形状評価モデルから算出したワークロールベンディング力を、板厚・形状非干渉制御理論により更に修正して板厚と形状との非干渉制御を可能にする。
【解決手段】冷間タンデム圧延機で板厚、板形状を同時制御する方法であり、板クラウン比率変化、板幅、圧延荷重を検出或いは推定し、出側板厚の目標値と推定値の偏差を求め、当該偏差から仮の圧下位置制御目標値を設定し、その一方で板クラウン比率変化等の検出値又は推定値に基づき形状評価パラメータを計算し、形状評価パラメータの計算値と目標値との偏差を求め、当該偏差を相殺するワークロールベンディング力を仮のワークロールベンディング力制御量とし、当該制御量及び板厚制御のための仮の圧下位置制御量を板厚・形状非干渉制御理論に基づき修正し、修正したワークロールベンディング力制御量及び圧下位置制御量に基づき圧下位置とワークロールベンダーとを同時に制御する。
(もっと読む)
圧延機における制御ゲインの決定方法、及び圧延機
【課題】圧延材の特性のばらつきを考慮した上で、圧延機に対する最適な制御ゲインを決定する。
【解決手段】本発明に係る圧延機における制御ゲインの決定方法は、圧延材Wを圧延する圧延機1に対する板厚制御をビスラAGC及びモニタAGCを用いて行うに際して、圧延材Wの塑性係数Qのばらつきを確率密度関数f(Q)の形で与えることとし、最適設計手法を用いてビスラAGCの制御ゲインKB及びモニタAGCの制御ゲインKMを決定する。
(もっと読む)
板厚制御方法及び板厚制御状態判定装置
【課題】BISRA−AGCにおいて、制御の安定性を確保しながら、制御性能を高くする板厚制御方法の提供。
【解決手段】板を目標の板厚に圧延する圧延機において、制御に使用する圧延機の剛性(Kc)、時間(t)、基準状態からの圧延加重の偏差(ΔP(t))、圧延機の圧下位置の偏差(ΔS(t))、推定板厚偏差(Δhe(t))の値の関係から制御の状態が安定しているかどうか判定105し、制御の状態が安定していないと判定したときに、式(1)のG(定数)を小さくすること及びアラームを発生させること107の少なくとも一方を実施する。 (もっと読む)
(もっと読む)
冷間圧延機の板厚制御装置及び板厚制御方法
【課題】冷間圧延機における圧延過程でのコイルの巻き換えなどにより、圧延が停止状態に近づいた際、又は停止状態から圧延が再開されるときに、板厚が増加して板厚精度が低下することを防止する。
【解決手段】本発明に係る冷間圧延機の板厚制御装置20は、各圧延スタンド1における圧延荷重の変化量とミル剛性と所定の比例ゲインとを基に、各圧延スタンド1のロールギャップを制御するAGC制御部21と、圧延スタンド1の圧延速度に応じて比例ゲインを決定するゲイン決定手段22と、各圧延スタンドにおけるロックオン荷重を設定するロックオン手段23と、を備え、ロックオン手段23は、圧延速度が所定速度より低速である又は圧延速度がゼロである場合は、定常圧延速度における圧延荷重をロックオン荷重に設定し、圧延速度が所定速度より高速である場合は、圧延荷重の実績値をロックオン荷重に設定するように構成される。
(もっと読む)
圧延方向に板厚がテーパ状に変化するテーパ鋼板の板厚制御方法
【課題】圧延方向に板厚がテ−パ状に変化するテ−パ鋼板を圧延する際に、段差量が大きい場合においても、板厚精度の高いテーパ鋼板の圧延が可能な方法を提供する。
【解決手段】予測圧延荷重と圧延荷重,ロールギャップ及び鋼板の出側板厚の間に成り立つ関係式に基づいてロールギャップを設定し板厚制御を行う制御系を用いて、目標出側板厚を圧延長に従ってテーパ状に変更することにより出側板厚を圧延方向に連続的に変化させるテーパ鋼板の板厚を制御する際に、出側板厚の関数で表されたミル剛性係数の設定値を用いる。
(もっと読む)
21 - 40 / 153
[ Back to top ]