
Fターム[4E024GG10]の内容
Fターム[4E024GG10]に分類される特許
1 - 20 / 139
製品欠陥情報追跡装置
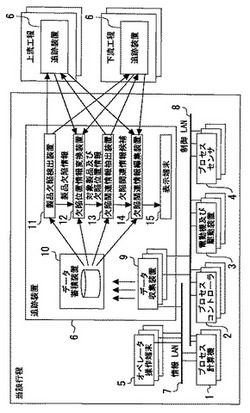
【課題】プラント内の各工程で欠陥が発生した場合に、プラント操業やプロセス制御、設備保全に関するノウハウを必要とすることなく、その欠陥に関連し得る有用な情報を容易に把握することができる製品欠陥情報追跡装置を提供する。
【解決手段】産業プラントの複数の工程に、追跡装置6を設ける。追跡装置6は、データ蓄積装置10、製品欠陥検出装置11、欠陥位置情報変換装置12、欠陥関連情報抽出装置13等を備える。データ蓄積装置10には、データ収集装置9によって収集されたプラントデータが蓄積される。製品欠陥検出装置11は、当該工程で発生した所定の欠陥を検出する。欠陥位置情報変換装置12は、他の工程で発生した欠陥の位置を、当該工程の製品における位置に変換する。欠陥関連情報抽出装置13は、データ蓄積装置10に蓄積されたプラントデータの中から、欠陥関連情報候補を抽出する。
(もっと読む)
圧延材搬送方法および圧延装置

【課題】圧延材に対する圧延の時間を短縮することができる圧延材搬送方法および圧延装置を提供すること。
【解決手段】1パス目でスラブが圧延された後、尾端が尾端停止位置に位置して停止する。制御部7によって、粗圧延ミル3のAPCの動作中に、粗圧延ミル3の圧上位置APCの現在値と圧上位置APCの目標値との差がd1以下(見込み圧上APC完了)、かつ、粗圧延ミル3の圧下位置APCの現在値と圧下位置APCの目標値との差がd2以下(見込み圧下APC完了)になったことが検知された時点で、スラブ2の搬送を開始する。粗圧延ミル3のAPCの完了が検知されると、制御部7により後面テーブルローラ6が制御されてスラブ2を加速制御する。他方、粗圧延ミル3のAPCが未完了と検知されると、制御部7により後面テーブルローラ6が制御されてスラブ2を停止制御する。
(もっと読む)
熱間圧延ラインにおける圧延材の搬送制御方法
【課題】圧延材間ピッチが熱間圧延ライン上で一層最短となるように熱間圧延ライン上で圧延材を搬送制御すること。
【解決手段】加熱炉、粗圧延機R2,R4、および仕上げ圧延機F1〜F7を備える熱間圧延ラインであって、先行材および後行材の先端および尾端が前記各設備位置に到達する時刻を予測演算することにより、圧延材の加熱炉からの抽出時刻を決定し、圧延材を待機可能位置でオシレーションさせ、所定の圧延材間ピッチに制御する熱間圧延ラインにおける圧延材の搬送制御方法において、前記待機可能位置WP1〜WP3は、仕上げ圧延機F1の直前位置と仕上げ圧延機F1前の複数位置(WP1,WP2)とに設けられ、前記各設備位置に到達した先行材および後行材の到達情報を取得して前記予測演算結果を修正し、前記所定の圧延材間ピッチを最短に制御する。
(もっと読む)
熱延鋼板の冷却方法
【課題】仕上圧延機で熱間圧延され、圧延方向に周期的に波高さが変動する波形状が形成された熱延鋼板において、当該波形状が形成されているために生じる不均一な冷却によって発生する温度ムラを要因とする材質のバラツキを低減させ、熱間圧延の後工程である冷延工程での鋼板の板厚変動を抑制する。
【解決手段】仕上圧延機で熱間圧延され、圧延方向に周期的に波高さが変動する波形状が形成された熱延鋼板を冷却する方法であって、熱延鋼板を冷却する所定の冷却区間において、熱延鋼板の波形状の急峻度を0%超1%以内の耳波に制御することを特徴とする、熱延鋼板の冷却方法が提供される。
(もっと読む)
走間板厚変更方法および装置
【課題】走間板厚変更圧延において、溶接点前後の板厚変更部が短く、かつ張力変動を抑制するロール速度の設定およびロールギャップの設定を行うことができる走間板厚変更方法および装置を提供することを課題とする。
【解決手段】先行材と後行材を接合してタンデム圧延機で連続圧延する際に、接合部前後の板厚を定常部の板厚と異なる仕上厚に圧延する、走間板厚変更方法であって、
定常部から板厚変更部への板厚変更点1と板厚変更部から定常部への板厚変更点2は、最上流の圧延スタンドから最下流の圧延スタンド間に同時に入っているが、同一の圧延スタンド間には同時に入らないことを特徴とする。
(もっと読む)
熱延鋼板の冷却方法
【課題】仕上圧延機で熱間圧延され、圧延方向に周期的に波高さが変動する波形状が形成された熱延鋼板を均一に冷却する。
【解決手段】予め、熱延鋼板の波形状の急峻度と熱延鋼板の通板速度を所定の値に揃えた条件下で求められた、熱延鋼板の上面側の上側冷却装置と熱延鋼板の下面側の下側冷却装置によって冷却される熱延鋼板の熱伝達特性に基づき、前記所定の冷却区間において、熱延鋼板の上面及び下面の平均熱伝達係数の比率である上下熱伝達係数比率を変更させ、その際に発生する熱延鋼板の圧延方向の温度の標準偏差と上下熱伝達係数比率との関係を線図で求め、さらに当該線図に基づいて温度の標準偏差が最小値となる上下熱伝達係数比率を導出する。前記導出された上下熱伝達係数比率の場合に前記所定の冷却区間における熱延鋼板の上面及び下面からの冷却抜熱量が等しいとして、当該上下熱伝達係数比率で熱延鋼板を冷却する。
(もっと読む)
圧延機でのキス圧延状態の判定方法
【課題】箔圧延を行っている圧延機でのキス圧延状態を確実に判定する方法を提供する。
【解決手段】本発明の圧延機でのキス圧延状態の判定方法は、圧延材Wを圧延するワークロール2を備えた圧延機1を用いて圧延を行っている際に、圧延材Wの圧延形状の差を圧延荷重の差で除した単位荷重変化当たりの形状変化Δεを算出すると共に、圧延材Wの板厚や材質による影響を考慮するための形状緩和係数αを求め、ワークロール2のたわみであるh・Δε/αを算出し、算出されたたわみh・Δε/αの分布曲線が、予め設定した曲線パターンとなる場合にキス圧延状態と判断する。
(もっと読む)
冷却又は加熱される鋼板における変態率の算出方法、及び鋼板の変態率の制御方法
【課題】熱間圧延プロセスにおける加熱設備、搬送装置、冷却装置などにおいて、鋼板の変態率を確実に求める。
【解決手段】本発明に係る鋼板Wにおける変態率の算出方法は、冷却又は加熱される鋼板Wの表面と外部とを行き来する熱量を予測する熱量予測工程と、冷却又は加熱される鋼板Wに生じる変態に伴って発生する熱量を、当該鋼板Wの過冷却の度合い又は過加熱の度合いに応じて予測する変態熱量予測工程と、熱量予測工程及び変態熱量予測工程が予測した熱量を用いつつ、鋼板Wと外部との熱収支を計算し鋼板Wの板温度を予測する板温度予測工程と、板温度予測工程が予測した板温度予測値を基に、鋼板Wの変態率を予測する変態率予測工程と、板温度予測工程が予測した板温度の予測値と実績値との差が減少するように、変態率予測工程で算出された変態率を修正する変態率修正工程と、を有する。
(もっと読む)
圧延モデル最適化装置
【課題】隣接するモデルの予測値を段差なく接続できる圧延モデル最適化装置を提供する。
【解決手段】複数のモデルの境界を示す境界値を格納する境界値テーブル12と、境界値テーブルに格納されている境界値を圧延の実績値に応じて変更するモデル式接続境界値変更部21と、複数のモデルの優先順位を格納するモデル式優先順テーブル22と、入力された計算条件毎に、境界値テーブルから取得した境界値およびモデル式優先順テーブルから取得した優先順位に基づき圧延条件に適するモデルを決定する評価部11と、決定されたモデルに切り替えるモデル切替部13と、複数のモデルの各々について計算された予測値と実績値との差から学習係数を計算する学習計算部15と、モデル切替部によって切り替えられたモデルのモデル式および学習計算部によって計算された学習係数を用いて該モデルの予測値を計算するモデル計算部17を備える。
(もっと読む)
鋼板の圧延制御方法、装置及びプログラム
【課題】次パスの圧下位置を求める式に含まれる学習項を効率的かつ精度良く求められるようにする。
【解決手段】当該パスのゲージメーター板厚Hgと実測板厚Hとを、所定の補正により冷間値又は熱間値に揃えた上で両者の差を求め、当該差に基づいて所定の演算式を用いて次パスの学習項を演算し、当該学習項を用いて次パスの圧下位置を求め、当該圧下位置に基づいて圧延する鋼板の圧延制御方法であって、前記所定の補正に用いられる係数が、鋼板の表面温度と板厚とから板厚温度分布、及び鋼種から変態開始温度をそれぞれ求め、板厚方向の部位毎に変態発生の可否を判断し、当該部位毎の熱膨張係数を求め、当該部位毎の熱膨張係数から板厚方向全体の熱膨張係数を求めたものである。
(もっと読む)
粗圧延機におけるホットバーの速度制御方法
【課題】圧延速度を低下させることなくテーブルローラの破損を防ぐことができるようにするための粗圧延機におけるホットバーの速度制御方法を提供する。
【解決手段】テーブルローラ2を構成する後面テーブル2aの各ロールのうち、圧延ロール1に最も近いNo.1ロールにホットバーが接触するときの接触速度は、該No.1ロールへの衝撃トルクが破断トルク未満となるように設定され、一点鎖線で示す従来法より低下させる。圧延ロール1への噛込速度はNo.1ロールへの接触速度と一致し、一点鎖線で示す従来法より増加する。ホットバーがNo.1ロールに達すると、破断トルク未満まで一気に加速させる。
(もっと読む)
間ピッチ制御方法、熱間圧延装置、および熱間圧延方法
【課題】被圧延材の加熱炉からの抽出タイミングが遅れた場合、該被圧延材を最適な間ピッチに近づけることのできる間ピッチ制御方法を提供する。
【解決手段】複数の加熱炉と、該加熱炉から抽出した被圧延材を搬送する搬送テーブルと、を備えた熱間圧延ラインで間ピッチを調整する方法であって、搬送テーブルは搬送速度が変更可能であり、熱間圧延ライン内で先行被圧延材の後端と後行被圧延材の先端とが衝突しないように予め間ピッチを時間又は距離で計画して被圧延材の加熱炉からの抽出時間を決定し、通常のときは、搬送テーブルが搬送可能な上限速度より低い設定速度で被圧延材を搬送する条件により抽出時間が決定され、被圧延材の抽出時間が決定された時間より遅れたときは、被圧延材を通常のときより速い速度で搬送テーブルを作動させて被圧延材を搬送することにより遅れを取り戻すものとする。
(もっと読む)
熱間圧延ラインにおける圧延材の上反り防止方法及び装置
【課題】材料の表面及び裏面が的確な温度差となるように加熱炉において加熱することができ、圧延機による圧延材の上反りを確実に防止することができる圧延材の上反り防止方法を提供する。
【解決手段】加熱炉1は、材料3の表面を加熱する上部ゾーン1gと、材料の裏面を加熱する下部ゾーン1hとを備えている。上部ゾーン及び前記下部ゾーンの各々は炉温・燃料流量制御装置20で加熱制御されている。炉温・燃料流量制御装置は、ゾーン1g,1h内の炉温を計測する温度センサ10の出力値に基づいてバーナ13に供給すべき燃料の流量を調整する炉温制御を行なうとともに、流量が、圧延材4の上反りが発生しやすい所定の流量閾値を超えたときに炉温制御を停止し、流量閾値より小さな一定の流量設定値となるように前記流量を調整する燃料流量制御を行なう。
(もっと読む)
制御装置及び制御方法
【課題】一方の測定器から他方の測定器へ切り替えられた場合においても、測定値を突然変化させることなく熱間圧延装置の制御を適切に継続する。
【解決手段】第1のプロセス値として測定するマルチゲージ123(第1の測定部)と、第2のプロセス値として測定する平坦度計127(第2の測定部)と、マルチゲージ123(第1の測定部)の異常を検出する異常検出部12と、プロセス情報を記憶するプロセス情報記憶部2と、第2のプロセス値を補正するための学習項Zを算出する学習項算出部13と、学習項Zを記憶する学習項記憶部3と、補正板幅値(補正プロセス値)を生成する補正部14と、異常が検出された時点以前における第1のプロセス値と、異常が検出された時点以降における補正板幅値(補正プロセス値)とを選択する選択部15と、選択されたプロセス値及び補正プロセス値に基づいて、圧延ラインの制御を行う機器制御部16とを備える。
(もっと読む)
学習係数制御装置
【課題】学習係数が制限値を超えても制限値内で学習係数を制御してモデル誤差を修正する学習係数制御装置。
【解決手段】2個以上のモデルに基づき1つの物理量を予測するプロセスモデルについて物理量の予測値と実績値との差に基づき学習演算部10で各々のモデルの学習係数を算出し、一方のモデルの予測値を変更したときに最終的に求められる物理量の予測値が変わらないように他方のモデルの予測値を変更する補正値を得るために必要な変換係数を変換係数演算部14で演算し、一方のモデルの学習係数が第1制限値を超えた場合に学習係数修正値演算部17からのモデルの学習係数の修正値と変換係数平均値演算部19からの変換係数の平均値とに基づき一方のモデルの学習係数を修正したことで発生する予測値の変化量を他方のモデルで補償するモデルの補正値をモデル補正値演算部20で演算する。
(もっと読む)
熱間圧延における圧延ロールのサーマルクラウン予測方法
【課題】定常ロール温度の変化に対応し得る熱間圧延における圧延ロールのサーマルクラウン予測方法を提供する。
【解決手段】ロール温度分布を予測するための定常ロール温度Tr_∞を、被圧延材の温度Tsに依存したモデルとして導入するようにした。
(もっと読む)
エネルギー消費量予測装置
【課題】予測精度の高い熱間圧延ラインのエネルギー消費量予測装置を提供する。
【解決手段】圧延トルク、ロール速度及び圧延パワーの設定値を用いてエネルギー消費量計算値を算出するエネルギー消費量算出装置と、圧延トルク及びロール速度の実績値から算出される計算値を用いてエネルギー消費量実績計算値を算出するエネルギー消費量実績値算出装置と、圧延パワーの動作実績値を積分することによってエネルギー消費量実績値を取得するエネルギー消費量実績値取得装置と、エネルギー消費量実績計算値とエネルギー消費量実績値とを比較することにより、エネルギー消費量学習値を算出するエネルギー消費量学習値算出装置と、エネルギー消費量学習値をエネルギー消費量計算値に反映させたエネルギー消費量予測値を算出する予測値算出装置とを備える。
(もっと読む)
熱間圧延ラインの制御装置
【課題】目標の圧延所要時間を実現し、且つ、エネルギー消費量を抑制できる熱間圧延ラインの制御装置を提供する。
【解決手段】冷却スプレーの流量及び圧延速度の速度パターンを計算する初期スケジュール計算装置と、冷却スプレーの流量を修正し、冷却スプレーの流量の修正のみでは仕上ミル出側温度を対象被圧延材の全長に亘って目標値にできない場合、及び速度パターンに関する速度変更率を入力した場合に、速度パターンを修正するスケジュール修正装置と、速度パターンを用いて対象被圧延材の圧延所要時間を算出する圧延時間予測算出装置と、圧延所要時間が目標圧延時間以内であるように算出した速度変更率をスケジュール修正装置に出力する圧延時間調整装置と、速度パターンを用いて計算した圧延パワーを時間積分して得られるエネルギー消費量が最小となるように計算された速度変更率をスケジュール修正装置に出力するエネルギー消費量調整装置とを備える。
(もっと読む)
熱間圧延ラインにおける圧延材の搬送制御方法
【課題】粗圧延機内で圧延時刻に誤差が発生した場合であっても、仕上圧延機入側における圧延材間のアイドル時間を最小化することができる熱間圧延ラインにおける圧延材の搬送制御方法を提供する。
【解決手段】加熱炉1抽出時に設定した各スタンドR1〜R3の材料圧延開始時刻および終了時刻に対して、実圧延時に誤差が発生した場合、スタンドR1〜R3間の搬送テーブルの搬送速度を変更することにより、下流側の次スタンドR2又はR3では当初設定時刻に圧延開始されるようにピッチの修正を行うようにした。
(もっと読む)
通板異常検出装置及び通板異常検出方法
【課題】信頼性の高い粗圧延機での通板異常検出を行うことができる通板異常検出装置および通板異常検出方法を提供する。
【解決手段】熱間圧延ラインの粗圧延機5における粗圧延スタンドR2の圧延荷重をロードセルによって測定し、圧延荷重の時間変化量ΔPに基づいて粗圧延スタンドR2における出側材料詰まりを検出する。このとき、材料詰まりが起きた場合、圧延荷重が急増又は急減することを考慮して、圧延荷重の時間変化量ΔPが許容範囲外であるとき、材料詰まりが発生していると判断する。そして、材料詰まりが発生していると判断したら、熱間圧延ラインの操業を非常停止する。
(もっと読む)
1 - 20 / 139
[ Back to top ]