
Fターム[4E026BA04]の内容
巻取り、巻戻し、材料蓄積装置 (1,294) | 巻取り一般 (161) | ストリップ (60)
Fターム[4E026BA04]の下位に属するFターム
巻鉄心の製造
Fターム[4E026BA04]に分類される特許
1 - 20 / 60
巻取制御装置および巻取制御方法
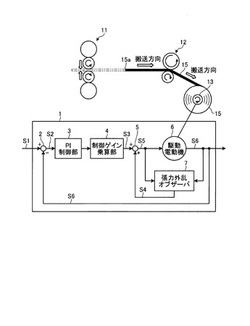
【課題】張力外乱に起因してストリップの張力変動が生じた場合であっても、ストリップの張力変動に影響されず、意図した指令に忠実にマンドレルの回転速度を制御して、安定的にストリップを巻き取れること。
【解決手段】本発明の一態様にかかる巻取制御装置1は、熱間圧延されたストリップ15を巻き取るマンドレル13の回転速度を制御するものであり、補償部5と、駆動電動機6と、張力外乱オブザーバ7とを備える。駆動電動機6は、指示されたトルクによってマンドレル13を回転させ、且つマンドレル13の回転速度応答値を出力する。張力外乱オブザーバ7は、トルク指令値と回転速度応答値とをもとに、駆動電動機6に加わる外乱トルクを推定する。補償部5は、駆動電動機6に指示するトルクを外乱トルクに基づいて補償し、補償後のトルク指令値を駆動電動機6および張力外乱オブザーバ7に送信する。
(もっと読む)
熱間圧延材の巻取り装置及び巻取り方法

【課題】コイル抜き出し不能トラブルの発生頻度を低減し、熱間圧延設備の安定稼動を実現することができる熱間圧延材の巻取り装置及び巻取り方法を提供する。
【解決手段】熱間圧延された板厚10mm以上の厚肉熱間圧延材(ストリップS)をマンドレル11でコイル状に巻き取る際に、ストリップ先端位置がマンドレル11の鉛直方向5時〜7時の範囲(NG領域)内となるのを回避すると共に、ストリップ尾端位置が所定の尾端停止目標領域内となるようにマンドレル11の回転を制御する尾端停止制御を行う。尾端停止制御は2回に分けて行い、1回目の尾端停止制御でストリップ尾端位置を第1の尾端停止位置Aで停止した後、2回目の尾端停止制御でストリップ尾端位置を尾端停止目標領域内の尾端停止目標位置B又はDに停止する。
(もっと読む)
熱間圧延鋼板のループ検知方法および装置並びに巻取制御方法および巻取制御装置
【課題】ホットランテーブル上での熱間圧延鋼板へのループの発生を検知することにある。
【解決手段】仕上圧延機から巻取機までの間に配置されたホットランテーブル上で鋼板の長手方向にループが発生したことを検知する方法において、前記ホットランテーブルのテーブルローラ5を駆動する駆動用電動機6の電流値を継続的に検出し、前記電流値が所定値以下に低下した場合に鋼板Sの長手方向にループが発生したと判断することを特徴とする熱間圧延鋼板のループ検知方法である。
(もっと読む)
モーター停止用の制御装置
【課題】複数のモーターが使用されているプロセスラインにおいて、連続材の破断を防止し、緊急時に、ラインの停止を早期に実現することができるモーター停止用の制御装置を提供する。
【解決手段】本制御装置は、ペイオフリール及びテンションリールの各コイル径情報と各モーターの回転数情報とが入力される入力部17と、各モーターの定格と各機械部の慣性モーメントとが予め記録された記録部18とを備える。停止時間演算部19は、各モーターについて、その時点におけるトルクで回生制動を実施した場合の停止時間を演算する。また、トルク制限値演算部20は、最大停止時間に合わせて停止させるためのトルク制限値を、各モーターについて演算する。そして、非常停止指令が入力されると、出力部21は、上記各トルク制限値を出力し、そのトルク制限値でトルク制限した回生制動を行わせる。
(もっと読む)
ピンチロールの速度制御装置及び速度制御システム
【課題】ピンチロールの速度制御において、操業中にピンチロールモータの速度制御系の不安定化によるハンチングを抑制することを目的とする。
【解決手段】ピンチロールの速度目標値と張力バランス目標値とを入力信号とし、第1のPI制御器を用いてピンチロールの補正速度目標値を出力する主幹制御部と、該補正速度目標値とピンチロールの速度実績値との第1の差分値を求め、該差分値を入力として第2のPI制御器によりピンチロールモータを駆動する電流指令値を求めるドライブ部とを具備し、主幹制御部は、張力バランス目標値と電流指令値との第2の差分値を求め、該第2の差分値を第1のPI制御器に入力し、その出力をローパスフィルタに入力し、該ローパスフィルタの出力と速度目標値とから補正速度目標値を出力する。
(もっと読む)
アイロニング装置
【課題】アイロニングロールが金属箔体に接触する位置の調節可能範囲を広げることで、コイルが大径化しても、金属箔体を安定して巻き取ることができるアイロニング装置を提供する。
【解決手段】圧延された金属箔体1を巻取ロール3に巻き取る時に、巻き取り中の金属箔体1を巻取ロール3に押し付けるアイロニング装置10。巻き取り中の金属箔体1を巻取ロール3に押し付けるアイロニングロール5と、アイロニングロール5が一端側に取り付けられた揺動体7と、揺動体7の他端部が揺動可能に取り付けられた往復動体9と、巻取ロール3に対して往復動体9を前後に移動させる駆動装置11と、金属箔体1を巻取ロール3に押し付ける力を発生する押圧装置13と、を備える。押圧装置13は、巻取ロール側に揺動体7が揺動するように揺動体7に力を作用させ、これにより、揺動体7に取り付けたアイロニングロール5を介して金属箔体1を巻取ロール3に押し付ける。
(もっと読む)
ストリップの製造方法
【課題】巻取り機を構成する4つのラッパーロールのジャンプ制御を行いながらこの巻取り機によりストリップの巻取りを行う際に、従来に比べ高速でストリップ先端部を巻き取ることにより、高い生産性でストリップを製造する。
【解決手段】圧延機、ランアウトテーブルおよび巻取り機を備える熱間圧延工程において、巻取り機に附帯する4つのラッパーロールのジャンプ制御を行いながら巻取り機によりストリップを巻き取る際に、ジャンプ制御を行う時間の大部分の時間において、同時に2つのラッパーロールのみがストリップに接触するようにしてストリップを巻取る。
(もっと読む)
ローラ用ブレーキ装置
【課題】油圧ディスクブレーキ装置を使用しないことで油圧ディスクブレーキ装置自体の諸問題、並びに油圧ホースに関する問題を回避し、簡易で且つ安価なローラ用ブレーキ装置を提供する。
【解決手段】例えばコイル1を支持するコイルカー3のクレードルローラ10の回転を規制する場合、クレードルローラ10と共に回転する円筒体13の外周面にゴムベルト15を巻き掛け、そのゴムベルト15の一方の端部をブレーキ基部14に固定すると共に、ブレーキ基部14に取付けられた張力調整機構16をゴムベルト15の他方の端部に連結して当該ゴムベルト15の張力を調整することにより、簡易且つ安価にしてクレードルローラ10の回転を規制することができる。
(もっと読む)
熱延コイルの製造方法
【課題】熱間仕上げ圧延されて巻き取られた熱延コイルのコイル潰れの発生を、生産性を低下させることなく効果的に防止する熱延コイルの製造方法を提供すること。
【解決手段】熱間仕上げ圧延工程で圧延された圧延材を巻き取って熱延コイルとする圧延材巻き取り工程において、該圧延材の巻き取り温度を、該圧延材の先端部から、圧延長さに応じて下降させ、熱延コイルの内径部分から外径部分に渡り、巻き取り後の変態による体積膨張率を均一にあるいは内径部分を高めに制御する。
(もっと読む)
スリーブの挿入装置及びその方法
【課題】スリーブの軸方向中心位置と金属ストリップの搬送ラインの幅方向中心位置を一致させるスリーブの挿入装置及びその方法を提供する。
【解決手段】スリーブの挿入装置10は、走行台車18の位置検出器19と、走行台車18に載置されたスリーブ17の先端、後端を検出するスリーブ通過検出器20と、スリーブ17の後端を検出してからスリーブ17の軸方向中心Oが搬送ラインの幅方向中心位置Tに一致して停止するまでの目標停止距離を演算する目標位置演算部22と、走行台車18の目標停止距離からの停止位置ずれ量B及びスリーブ17がマンドレル15に挿入された際のスリーブ17のサドル16に対するずれ量Aから軸方向中心位置Oと幅方向中心位置Tとの中心位置ずれ量A−Bを求めるずれ量調節部24と、マンドレル15を中心位置ずれ量A−Bだけ移動させて軸方向中心位置Oと幅方向中心位置Tとを一致させる操作部60とを有する。
(もっと読む)
ストリップの巻取り装置及び巻取り方法
【課題】ストリップの先端が、マンドレルの隣接するセグメント間に存在する隙間に入り込まないように正常に巻取るストリップの巻取り装置を提供する。
【解決手段】マンドレル4の回転位置を検出するマンドレル回転位置検出手段25と、マンドレルの複数のセグメント9の間のセグメント隙間の位置を算出するセグメント隙間位置算出手段17と、ストリップSの先端を検出するストリップ先端検出手段15bと、ストリップの先端がマンドレルの外周に到達する予想到達時間を算出する予想到達時間算出手段17と、ストリップの先端がセグメント隙間に位置するか判定する判定手段17と、ストリップの先端がセグメント隙間に位置した場合、ストリップの先端がセグメントの外周に接触するように、マンドレルの回転速度を調整する回転速度調整手段17,18,19を備えている。
(もっと読む)
ピンチロールの切替ゲート
【課題】ゲートと通板エプロンを一系統のシリンダーで動作させることができるピンチロールの切替ゲートを提供する。
【解決手段】最後方のダウンコイラーより前方に設置させる前方のダウンコイラーに対応するピンチロールの出側に設置され、ストリップ10を前方のダウンコイラー11側と後方のダウンコイラー12側に振り分ける切替ゲート1を備え、切替ゲート1は、ストリップ10を前方のダウンコイラー11ヘ誘導する場合には上昇し、ストリップ10を後方のダウンコイラー12ヘ誘導する場合には下降するゲート2と、ストリップ10を後方のダウンコイラー12ヘ誘導する際にストリップ10を安定的に通板させる通板エプロン3と、ゲート2と通板エプロン3を昇降させる一系統のシリンダー6とを備えた。
(もっと読む)
テンションリールの外周巻きズレ修正装置
【課題】 既設のスナバロール用のアームを利用して、テンションリールに巻き取られているコイルとストリップの境界付近で、簡単な構成でコイル外周の巻きズレを修正する。
【解決手段】 テンションリールに近接した支柱にスナバアームが揺動自在に設けられ、該アームにブラケットを介してスナバロールが回転自在に支持される。スナバロールの上側で前記スナバアームの先端に第1取付部材がスナバアームの長さ方向に対し、ほぼ直立状態で固定され、該第1取付部材に対し、第2取付部材がほぼ直角に延びた状態で固定され、該第2取付部材の先端に第3取付部材が揺動自在に取付けられる。前記第2取付部材と第3取付部材との間で上側には揺動シリンダーが接続され、前記第3取付部材の下面にはストリップの幅方向に往復作動するガイドシリンダーがストリップの一端面側および他端面側に取付けられ、前記ガイドシリンダーの先端に各々ガイドロールが取付けられる。
(もっと読む)
金属コイル用の支持台とこのような支持台を有する装置
金属コイル(1,11,31)が、本質的にその横断面で見て円形の周囲を備え、支持台が、少なくとも3つの支持点(2,2’,12,32)を有し、支持台による支承及び/又は搬送を特に確実に行なうために、金属コイル(1,11,31)が支持台上に載置されたときに、これら支持点(2,2’,12,32)が、金属コイル(1,11,31)の周方向に金属コイル(1,11,31)に接触するように、支持点(2,2’,12,32)が配設されている、金属コイル(1,11,31)用の支持台。 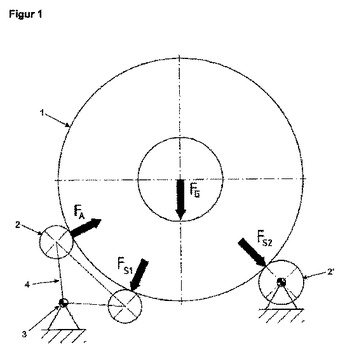 (もっと読む)
(もっと読む)
熱間圧延ラインにおける巻取装置、熱間圧延における被圧延材の巻取方法、および、熱延金属帯の製造方法
【課題】高強度極厚材であっても、巻き緩みが生じたりテレスコが生じたりするのを防止できる、熱間圧延ラインにおける巻取装置、熱間圧延における被圧延材の巻取方法、および、熱延金属帯の製造方法を提供する。
【解決手段】一対のピンチロール1a,1bが被圧延材8を曲げる曲げモーメントと同方向の曲げモーメントを作用させるガイドロール5a,5bを、一対のピンチロール1a,1bに付設する。
(もっと読む)
金属帯の幅方向位置制御装置および制御方法
【課題】リールに巻取られる鋼帯の巻きずれを防止する。
【解決手段】幅方向位置制御装置30は、鋼帯2の一方のエッジと他方のエッジとを検出するエッジ位置検出手段31と、その検出値から位置偏差を検出する鋼帯位置偏差検出手段32と、POR12への巻取りを始めようとする状態での鋼帯2の初期位置偏差を記憶する記憶手段33と、POR12を幅方向に移動させるリール移動手段34と、リール移動手段34の動作を制御する制御手段35と、を含む。制御手段35は、POR12へ巻取り中の鋼帯2の位置偏差から、前記初期位置偏差を減算して、初期位置に対する変位量を求める。さらに制御手段35は、鋼帯2の変位量にPOR12の変位量が等しくなるように、リール移動手段34の動作を制御する。
(もっと読む)
マンドレル径測定用冶具
【課題】流体圧の供給制御を停止したマンドレルの外径を測定する際に、セグメントの径方向移動を規制してマンドレルの外径を正確に測定することができるマンドレル径測定用冶具を提供する。
【解決手段】流体圧の供給制御を停止したマンドレル4の特定の外径を測定する際に使用するマンドレル径測定用冶具15である。このマンドレル径測定用冶具15は、マンドレルが特定の外径を有する際に、円周方向に配置された複数のマンドレルセグメントのうち、隣接するマンドレルセグメント7,8の間の隙間21に挿入して前記隙間を前記特定の外径に対応した寸法に設定しつつ、マンドレルセグメント7,8の径方向移動を規制する、セグメント間挿入部16を備えている。
(もっと読む)
変化する帯厚さを有する帯、特に金属帯を巻き取るための装置と方法
巻き取られる帯3上に変形可能な材料を供給するための構造体を備えている、変化する帯厚さを有する帯3、特に金属帯を、コイル2の形に巻き取るための装置1において、構造体が可撓性材料、特に弾性材料または自己膨潤材料または発泡可能な材料を発生しかつコイル2に供給するための手段11、22を備えていることを特徴とする装置1。本発明はさらに、対応する方法に関する。 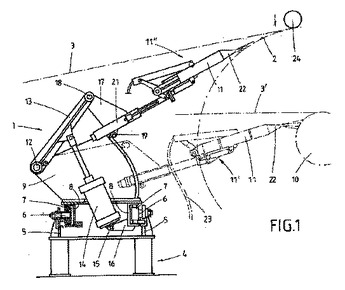 (もっと読む)
(もっと読む)
高強度厚肉熱延鋼板の巻き取り方法および巻き取り装置
【課題】高強度厚肉熱延鋼板をスプリングバックによる巻きほぐれを抑えて、巻き取り状態がタイトに、かつ、安定的な巻き取りができる巻き取り方法およびその巻き取り装置を提供する。
【解決手段】高強度厚肉鋼板の先端部から尾端部までをマンドレルにコイル状に巻き取り、次いで複数のラッパーロールをコイルに押し付けた状態にてコイル外周部に対して冷却水を噴射することにより急冷して、コイル外周部を所定の温度まで低下させた後にコイルを巻き取り装置から抜き出す。巻き取り装置には、ラッパーロール間に多数の孔を有するストリップガイドを設け、該孔から冷却水を噴射するようにする。
(もっと読む)
高強度厚肉熱延鋼板の巻き取り設備および巻き取り方法
【課題】熱間圧延後の高強度厚肉熱延鋼板をスプリングバックによる巻きほぐれを抑えて、巻き取り状態がタイトに、かつ、安定的な巻き取りができる巻き取り設備および巻き取り方法を提供する。
【解決手段】ピンチロール(コイラーピンチロール)直前および/またはピンチロール(コイラーピンチロール)と第1ラッパーロールとの間に配備された冷却手段により、高強度厚肉熱延鋼板の上面側のみを、該熱延鋼板の長手方向の反り(L反り)変形の発生を拘束した状態で、冷却して巻き取る。巻き取り設備は、ピンチロール(コイラーピンチロール)直前および/またはピンチロール(コイラーピンチロール)と第1ラッパーロールとの間に配備された冷却手段を備える。
(もっと読む)
1 - 20 / 60
[ Back to top ]