
Fターム[4E029MB08]の内容
Fターム[4E029MB08]に分類される特許
1 - 15 / 15
金属ナノワイヤーおよびその製造方法
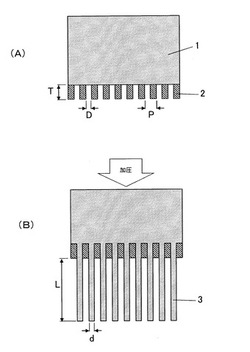
【課題】煩雑な操作を必要とせず、押し出し加工によって金属ナノワイヤーを大面積で製造する方法を提供する。
【解決手段】開口直径が10nm〜50μmの細孔配列を有する口金を金属素材に押し当てて、前記口金の開口から金属を押し出すことにより、例えばアスペクト比が1以上である金属ナノワイヤーを形成することを特徴とする金属ナノワイヤーの製造方法。軟化点以上かつ融点以下の温度条件において開口から金属を押し出すことが好ましい。
(もっと読む)
押出加工方法

【課題】チタン系焼結体の優れた性能を維持しつつ、耐酸化性を向上できる押出ダイスによって押出加工できる押出加工方法を提供する。
【解決手段】本発明は、ダイス本体31の押出孔33に押出材Fを通過させて押出加工する押出加工方法を対象とする。ダイス本体31として、炭化チタン、窒化チタンおよび炭窒化チタンのうち、少なくとも1種以上のチタン化合物を硬質相の主成分とする焼結体によって構成されたサーメット基材11と、そのサーメット基材11上における少なくとも押出孔内周面に対応する部分に設けられ、かつチタンを含む複合酸化物によって構成された耐酸化膜12とを有する表面被覆サーメット部材1によって構成されたものを準備しておく。押出加工開始前に、押出ダイス3を420〜520℃の温度に予備加熱する。
(もっと読む)
押出用ダイス
【課題】押出用ダイスの製作において、製作の手間を減じて製作時間を短縮し、かつ寸法精度を向上させる。
【解決手段】押出材の形状に応じて専用されるダイス(1)であって、押出方向において複数個の型(21)(31)に分割されている。前記ダイス(1)は中空の押出材の外周部を成形する雌型(10)と内周部を成形する雄型(20)とを組み合わせたポートホールダイスであり、前記雄型(20)が分割されている。
(もっと読む)
押出用ダイスの製造方法および押出用ダイス
【課題】押出用ダイスの製造において、ベアリング部に表面処理による特性を付与しつつ、表面処理コストを低減する。
【解決手段】ダイス(20)を、押出方向においてベアリング部(25)を含む主型(21)とベアリング部(25)を含まない副型(31)とに分割して成形し、成形した主型(21)のみに対して表面処理を行う。
(もっと読む)
押出用ダイスの製造方法
【課題】従来よりも容易に製作できる押出用ダイスの製造方法の提供を目的とする。
【解決手段】押出用ダイスの製造方法において、1回目の熱処理を施した一次熱処理済み材料に、少なくとも切削加工を含む加工を施して押出材に対応する形状に成形し、これを一次熱処理ダイスとし、この一次熱処理ダイスで押出材を押出した後に、2回目の熱処理を施して一次熱処理ダイスよりも硬度の高い二次熱処理ダイスとする。
(もっと読む)
押出加工装置及び押出材の製造方法
【課題】機械的強度、耐食性、光輝性などの様々な特性が各部位で異なる押出材を製造することができる押出加工装置を提供する。
【解決手段】押出加工装置60Aは、押出ダイス61のベアリング面63の押出方向Eの長さが、ベアリング面63の周方向において異なっている。
(もっと読む)
押出用ダイスおよびその製造方法
【課題】凸部、特にアスペクト比の大きい凸部を有する押出材の製造に適した押出用ダイスおよびその製造方法を提供する。
【解決手段】押出用ダイス10は、凸部を成形するベアリング部11の出口側にテーパー状の逃がし孔12が形成され、該逃がし孔12の逃がし面13のベアリング部11に続く部分に、表面粗さが10μm以下となされた平滑領域15を有する。
(もっと読む)
押出形材の製造方法、押出形材の製造装置及び押出形材
【課題】製造コストの増大を招来することなく意匠性に優れた押出形材の製造方法、製造装置及び安価で意匠性に優れた押出形材を提供すること。
【解決手段】押出金型5に設けた開口5aに母材3を通過させることによって押出形材W1を製造する製造方法において、押出金型5における開口5aの内壁面に放電加工により凹面10A及び凸面10Bを形成し、製造される押出形材W1の表面に凹面10A及び凸面10Bに対応した凹凸状の模様を形成する。
(もっと読む)
押出ダイス
【課題】アルミニウム押出材表面に焼き付きが発生するのを防止し、かつコーナー割れの発生やコーナー部の形状精度の低下(引けの発生)を防止して、不良率を低下させる。
【解決手段】ダイス穴のベアリング面にチョーク角が形成され、コーナー部5のチョーク角θ1がその両側の平坦部6,6のチョーク角θ2,θ3より大きく形成され、かつコーナー部近傍(チョーク角変化領域7)においてチョーク角がθ1からθ2,θ3へと連続的に変化しているアルミニウム用押出ダイス1を用いる。
(もっと読む)
成形型加工電極、成形型の製造方法及び成形型
【課題】より容易に成形型加工電極や成形型を作製することができると共に、作製した成形型で成形体を成形する際に成形体の成形曲がりをより抑制する。
【解決手段】成形型加工電極10は、六角形の立壁部23が連なることにより外周が略円状に形成されたスリット溝形成部22により成形型のスリット溝を加工する一方、内周が略円状に形成されスリット溝形成部22の外周の立壁部23に重なり合うと共にその外周が略円状に形成されたスリット溝形成部32により、外周側のスリット溝を加工する。同様に、第3電極40のスリット溝形成部42より、更に外周側のスリット溝を加工する。このように、複数のスリット溝形成部が円周方向に分割され、複数のスリット溝形成部の重複部分が成形体と同じ略同心円状に形成されている。また、スリット溝形成部22,32,42,の面積がより近い値に設計されており、電極の消耗度合いの差を生じにくい。
(もっと読む)
押出ダイスの中子の製造方法および押出ダイスの中子
【課題】放電加工により形成された押出ダイスの中子の長寿命化を図りうる押出用ダイスの中子の製造方法を提供する。
【解決手段】偏平多孔管内の中空部を成形する雄型4は、複数個の中空成形部24を櫛状に有した中子21と中子保持用金型22とを備えており、前記雄型4と、扁平状多孔管の外周部を成形する雌型3とからなる扁平多孔管の押出成形に用いる押出ダイスの中子21の製造方法において、前記中子21を、ダイス用原盤を放電加工により所要形状に切断したのち、加工面に形成された放電変質層を研磨により除去する。
(もっと読む)
押出ダイスの製造方法およびこれに用いる放電加工用電極
【課題】押出形材の中空部を成形するベアリング面を含むマンドレル部を有する雄型を、所要の形状に精度良く確実に加工できると共に、少ない工数や時間で製造できる押出ダイスの製造方法、およびこれに用いる放電加工用電極を提供する。
【解決手段】中空部を有する押出形材を成形するためのマンドレル部およびブリッジを有する押出ダイスの雄型(D2)の製造方法であって、鋼製の型素材D1に対し、マンドレルM1およびブリッジBを目的とする形状に近似する形状に荒加工する工程と、荒加工された型素材D1のマンドレル部M1に形成される複数の連続する部位に対し、係る複数の連続する部位を放電加工する複数の加工部(凸部13,15、傾斜部14,16など)を含む単一の放電加工電極10を対向させて放電加工する工程と、を含む、押出ダイスの製造方法。
(もっと読む)
金属材料の強加工法と強加工法に用いる金型
【課題】 自動車や航空機等に用いられる構造用の金属材料の機械的性質を向上するとともに引張り伸びや延性等の加工性が改善された金属材料の強加工法を提供する。
【解決手段】 金属材料を内部に同じ横断面の孔が螺旋状に設けられたねじりダイスと内部に同じ横断面の孔が直進方向に設けられた戻しダイスを交互に組み合わせたねじり金型を用いて押出成形する。ねじりダイスのねじり方向は同方向または逆方向のものを組み合わせて成形材の特性を調整する。また、戻しダイスの端部にマンドレルを設けて任意の形状をした中空長尺材を成形する。
(もっと読む)
押出加工用金型
【課題】 被金属材料に微細化した結晶粒を均一に高歩留まりで導入することができる押出加工用金型を提供すること。
【解決手段】 屈曲部4を有する溝孔3を備え、当該溝孔3に被加工素材2を押し込んで通過させ、屈曲部4で被加工素材2に剪断ひずみを与えるようにした押出加工用金型1において、屈曲部4に溝孔3を屈曲させる内側屈曲部5と、該内側屈曲部5の頂点を中心にR形状が形成される外側屈曲部6とを形成し、被加工素材2に、ε≧1.0のひずみが断面積率で80%以上形成されるように、内側屈曲部5の屈曲角度Φ及び外側屈曲部6のR形状付与角度Ψを設定するようにした。
(もっと読む)
高速押し出し成型
押し出し成型装置、特に金属の押し出し成型装置(1)は、押し出される材料の通路を形成する押し出し成型本体を備えている。押し出し成型本体は、ベアリング開口部の入口表面とベアリング開口部の出口表面との間に延びるベアリング開口部(3)を有するダイス(2)を含み、ベアリング開口部の出口表面の上流側に押し出し成型通路を形成した成型本体に冷却手段(14)が設けられている。また、成型本体の材料は冷却通路を形成するために熱伝導率が相違している。  (もっと読む)
(もっと読む)
1 - 15 / 15
[ Back to top ]