
Fターム[4E068BH00]の内容
レーザ加工 (34,456) | 線、棒状体の溶接 (47)
Fターム[4E068BH00]の下位に属するFターム
リード線と端子の溶接 (28)
線と線の接続 (7)
Fターム[4E068BH00]に分類される特許
1 - 12 / 12
レーザ溶接方法
【課題】第1の目的として割れやひけなどの溶接欠陥が抑制され、第2の目的として狙い裕度を拡大できる、溶接方法を提供するものである。
【解決手段】接合される二つの棒状の被接合部材1を重ね合わせ、先端の分岐した谷部を設け、前記谷部にレーザ光4を照射し、谷部全体を溶融させ、球状の溶融部6を形成することを特徴とするレーザ溶接方法である。
(もっと読む)
電極体の芯体露出部と集電用部材との溶接方法

【課題】傾斜面を有する積層された芯体露出部と集電用部材とをレーザ光等の高エネルギー線を用いて溶接する際に、安定した溶接品質を確保することができ、良好に芯体露出部と集電用部材との間を溶接できる電極体の芯体露出部と集電用部材との溶接方法を提供する。
【解決手段】電極体の芯体露出部11と集電用部材12とをレーザ光LBにより溶接する際、集電用部材12として表面に凸部13が形成されたものを用い、凸部13の下側角部の一方に傾斜面を有する積層された芯体露出部11の端部11aの傾斜面の端11bを合わせ、レーザ光LBを走査しながら、傾斜面において隣接する各芯体露出部11の端部11aを溶融させて互いに接続すると共に、集電用部材12の凸部13をも溶融させて溶融部15aを形成し、この溶融部15aを芯体露出部の溶融部分15に接続する。
(もっと読む)
リッドの仮止め方法および装置
【課題】小型のリッドであっても、吸着ノズルでリッドを保持しながら容器に仮止めすることを可能にする。
【解決手段】リッドを容器にスポット接合することで両者を仮止めするリッドの仮止め方法および装置であって、少なくとも作用端近傍7Aがレーザ光透過性を有する吸着ノズル7によりリッド10を吸着保持し、吸着ノズル7に保持されたリッド10を容器11の開口部に位置決めして載置し、吸着ノズル7がリッド10を容器11の方向に付勢した状態で、作用端近傍7Aを透過させてレーザ光をリッド10に照射することでこのリッド10を容器11に仮止めすることを特長とする。
(もっと読む)
レーザー式はんだ付け方法及び装置
【課題】プリント配線基板の環状端子と電子部品の棒状端子とを、レーザー光を使用し、上記電子部品の焼けの問題を生じることなく高品質にはんだ付けするための技術を提供する。
【解決手段】プリント配線基板15の環状端子21と該環状端子内に挿入された電子部品23の棒状端子23aとに、クリームはんだ供給装置からクリームはんだ28を供給してスルーホール22を塞ぎ、その状態でこれらの環状端子21と棒状端子23aとクリームはんだ28とにレーザー光照射装置からレーザー光32を照射すると共に、上記クリームはんだ28が溶け始めるのと同時に糸はんだ30を供給することにより、該糸はんだ30と上記クリームはんだ28とを融合させて上記環状端子21と棒状端子23aとをはんだ付けする。
(もっと読む)
溶接構造及びその製造方法、並びにそれを有する電子部品付配線体
【課題】爆飛の発生が抑えられ、安定した溶接強度を得ることができる溶接構造を提供する。
【解決手段】溶接構造10は、導体13の両側のそれぞれに絶縁層14が一体に設けられた配線体11における一方側の絶縁層14aに形成された開口部16から露出した導体13に電子部品端子19がレーザー溶接されたものである。配線体11は、他方側の絶縁層14bに、レーザー溶接による爆飛を阻止する爆飛阻止手段17が設けられている。
(もっと読む)
眼鏡用金属部材の溶接方法及び眼鏡用金属部材
【課題】金属板に金属ピンを略垂直に溶接することができ、且つ十分な強度が得られる眼鏡用金属部材の溶接方法及び眼鏡用金属部材を提供すること。
【解決手段】金属板の表面に金属ピンが溶接された眼鏡用金属部材の溶接方法であって、金属板が、孔部を有し、該孔部に金属ピンを嵌入させることにより、金属板に金属ピンを起立させた状態で固定し、金属板と金属ピンの側面との接触部分にレーザー光を照射することにより金属板と金属ピンとを溶接する眼鏡用金属部材の溶接方法である。
(もっと読む)
配線部材のレーザー照射式半田接合方法
【課題】カバーを通じて半田による配線部材の接合を行うこと。
【解決手段】互いに重ねられたバスバー1とバスバー2とをレーザー光透過性のカバー3を通じてのレーザースポット6の照射により半田接合する。半田5は、バスバー1、2の厚さ方向におけるレーザー照射側に位置するバスバー1の孔部4の充填されており、半田接合後、孔部4の内周面に半田フィレットが形成される。
(もっと読む)
眼鏡用金属部材のレーザー光溶接方法
【課題】第一金属部材1に第二金属部材2を起立させた状態で該第二金属部材2の方向からレーザー光を照射して両金属部材の接合部を溶接する眼鏡用部材のレーザー光溶接の方法において、高い照射精度を必要とせずに均一な接合強度が得られ、且つ溶接効率が良いレーザー光の溶接の方法を提供すること。
【解決手段】第一金属部材1に第二金属部材2を起立させた状態で、該第二金属部材2の方向からレーザー光の焦点の位置を接合部S2の位置から離隔させることで、接合部S2をレーザー光の照射領域内に内包させ、その状態からレーザーを照射する。
(もっと読む)
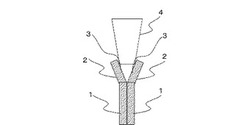
無段変速機用プッシュベルトの支持リングの形成方法
基本材料のストリップを提供するステップと、ストリップをリング(8)状に曲げるステップと、溶接によりストリップの末端(21、22)を互いに固定するステップとを含む、無段変速機のプッシュベルトのリング(8)を製造する方法。形成されるリング(8)の縁部における不均一性を防止するために、ストリップの対向する側に配置される、溶接補助具(31、32)を適用する。溶接(41)は一方の溶接補助具(31、32)で開始され、この溶接(41)は他方の溶接補助具(31、32)で終了する。溶接工程の後、溶接補助具(31、32)をリング(8)から分離する。曲げられた多数のストリップを一列に配置し、単一の溶接動作による溶接で閉じることが可能である。さらに、一列に並ぶ複数のリング(8)の外側のリング(8)を溶接補助具として用いて、この列以外のリング(8)のみをプッシュベルトに適用することが可能である。 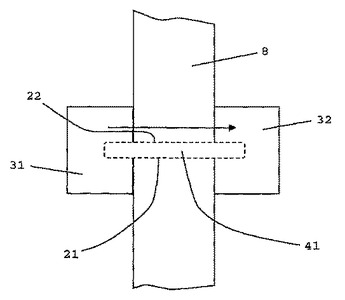 (もっと読む)
(もっと読む)
金属母材の複合材料でできたインサートを有する管状構成部品の製造方法
【課題】複合材料でできたインサートを含む、ターボマシンのロータシャフトなどの管状の構成部品を製造できる方法を提供する。
【解決手段】内部にセラミック繊維が延び、かつ金属母材の複合材料でできたインサートを有する、管状構成部品を製造する方法であって、このプロセスは、被覆されたフィラメントの接合されたシート21を、金属マンドレル24の周りでドレーピングし、各フィラメントは、金属シースで覆われたセラミック繊維を含み、フィラメントは、スポット溶接で接合される、ドレーピング工程を含むことを特徴とする。
(もっと読む)
回転子結線方法
【課題】 整流子に電機子巻線のコイルを溶融接合により安定確実に接続すること。
【解決手段】 電機子鉄心の各スロットより整流子14側にはみ出た各コイル16の開放端のコイル端末16iを、当該コイルと対応する整流子片18の端子部22の溝22aに所定の他のコイル16のコイル端末16jと上下に重ねて嵌め込む。次に、整流子片18の端子部22とコイル端末16i,16jとが接触する部分CNに向けて、YAG第2高調波のパルスレーザ光(グリーン光)LBを照射する。このYAG第2高調波のパルスレーザ光LBが照射された接触部分CNでは、整流子片18の端子部22およびコイル端末16i,16jのいずれもYAG第2高調波のレーザエネルギーを高い吸収率で吸収して急速に溶融し、スポット溶接(継手溶接)の接合部が形成される。
(もっと読む)
銀の鎖の製造
自動鎖製造機を用いて、隣接する端部を持つ連なった鎖の輪を形成することと、レーザー手段を用いて、鎖の輪の隣接した端部を鑞付けもしくは熔接することで鎖の輪を閉じることとを含む、銀の鎖の製造方法。前記ワイヤーは、少なくとも92.5wt%の銀および約0.5〜約3wt%のゲルマニウムを含んでおり、一分間あたりに100〜250個の鎖の輪を作る速度を達成できる。また、本発明は、銀の鎖にも関する。 (もっと読む)
1 - 12 / 12
[ Back to top ]