
Fターム[4E068CA03]の内容
Fターム[4E068CA03]に分類される特許
201 - 220 / 839
チャックテーブルに保持された被加工物の高さ位置計測装置およびレーザー加工機
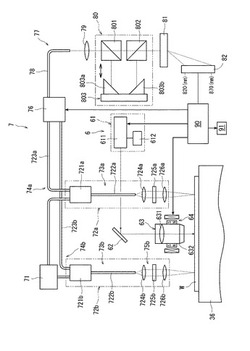
【課題】チャックテーブルに保持された被加工物の上面位置を正確に計測することができる高さ位置計測装置を提供する。
【解決手段】高さ位置計測装置は、発光源からの光を第1の偏波保持ファイバーと第2の偏波保持ファイバーに導く光分岐手段と、光照射光路に導かれた光を平行光に形成する第1のコリメーションレンズと、平行光に形成された光を偏光する1/4波長板と、対物レンズと、第1の反射光と第2の反射光とを平行光に形成する第2のコリメーションレンズと、第1の反射光と第2の反射光との光路長を調整する光路長調整手段と、第1の反射光と第2の反射光との干渉を回折する回折格子と、回折格子によって回折した第1の反射光と第2の反射光の所定の波長域における光強度を検出するイメージセンサーと、検出信号に基づいて分光干渉波形を求め分光干渉波形と理論上の波形関数に基づいて波形解析を実行する制御手段とを具備している。
(もっと読む)
レーザ加工装置およびレーザ加工方法

【課題】レーザ照射部から照射されるレーザ光の時間的間隔を極力一定にし、ひいては、加工を均一にすること。
【解決手段】レーザ加工装置は、被処理体60を保持する保持部20と、CWレーザからなるレーザ光Lを照射するレーザ発振部11と、該レーザ発振部11から照射されるレーザ光Lを遮断することでパルス状のレーザ光Lを形成するスイッチ部12とを有するレーザ照射部10と、保持部20および前記レーザ照射部10のうちの少なくとも一方を、他方に対して相対的に移動させる移動部30と、を備えている。レーザ加工装置は、複数の加工予定箇所60aの位置情報を記憶する記憶部52と、記憶部52に記憶された加工予定箇所60aの位置情報から次回加工する加工予定箇所60aを適宜選択する選択部51と、選択部51によって選択された加工予定箇所60aを加工するよう移動部30を制御する制御部50も備えている。
(もっと読む)
レーザピアシング方法
【課題】被切断材にレーザ光を照射して、円滑に切断に移行し得る程度の径の孔を、短時間で形成することができるレーザピアシング方法を提供する。
【解決手段】レーザノズルAから被切断材Bに向けてレーザ光7を照射すると共に酸素ガスからなるアシストガスを噴射して該被切断材に厚さ方向の貫通孔8を形成するレーザピアシング方法であって、レーザ光7の焦点Sを被切断材Bの板厚の内部方向の位置に設定すると共に該位置を保持した状態で、レーザノズルAから被切断材Bに向けて、ピーク出力がレーザ発振器11の定格出力の50%以上で且つデューティ比が50%以上に設定されたパルス状レーザ光を照射すると共に該被切断材Bを切断するのに適したアシストガスの圧力よりも低い圧力に設定したアシストガスを噴射し、且つアシストガスの外側に酸素ガスを含むシールドガスを噴射する。
(もっと読む)
レーザ加工装置およびレーザ加工方法
【課題】耐火レンガ炉壁の整形切断時に、他の炉壁へ損傷を与えることを防止できるレーザ加工装置を提供する。
【解決手段】レーザ加工装置は、耐火レンガ炉壁表面にレーザ光を照射するレーザ照射部と、レーザ光照射点における発光強度を測定する発光強度測定部と、測定結果に基づいて、耐火レンガ炉壁のレーザ切断条件に応じてレーザ照射部を制御する制御部と、を備える。制御部は、耐火レンガの厚みに対するレーザ切断条件を記憶するレーザ情報記憶部と、破孔部の周囲を整形切断する前に、耐火レンガ炉壁の切断ライン上の任意の位置において耐火レンガ炉壁表面にレーザ光を予備照射して、耐火レンガの残存厚みを推定し、耐火レンガ炉壁の整形切断時におけるレーザ切断条件を決定する加工条件決定処理部と、決定されたレーザ切断条件に基づいて、レーザ照射部のレーザ光の出力強度およびレーザ照射部の移動速度を制御する駆動制御部と、を有する。
(もっと読む)
切断起点領域の形成方法
【課題】 チッピングやクラッキングの発生を防止して、基板を薄型化し且つ基板を分割することのできる切断起点領域の形成方法を提供する。
【解決手段】 基板3の内部に集光点を合わせて、集光点でのピークパワー密度が1×108W/cm2以上となるようにしてレーザ光を照射し、基板3の内部に切断予定ラインに沿った改質領域13を形成し、この改質領域13を切断起点領域として、基板3を分割するための当該切断起点領域の形成方法であって、切断予定ラインは格子状に設定されており、切断起点領域を、基板3の厚さ方向における中心位置から基板のレーザ光照射面側に偏倚して形成し、切断起点領域を起点として格子状の切断予定ラインに沿って発生する割れを基板3のレーザ光照射面には到達するが、基板3の反対側面には到達しないようにしたことを特徴とする。
(もっと読む)
レーザ加工方法
【課題】加工不具合の発生を抑制可能なレーザ加工方法を提供する。
【解決手段】本実施形態では、レーザ光Lを加工対象物1に集光させながら該レーザ光Lを加工対象物1に対して切断予定ライン5に沿って移動させることにより、加工対象物1内におけるレーザ光照射面としての表面3から所定距離の位置に、少なくとも2つの互いに異なるピッチを有する複数の改質スポットSを形成し、これら複数の改質スポットSにより切断の起点となる改質領域7を形成する。
(もっと読む)
切断起点領域形成の制御装置
【課題】 チッピングやクラッキングの発生を防止して、基板を薄型化し且つ基板を分割することのできる切断起点領域形成の制御装置を提供する。
【解決手段】 照射するレーザ光の集光点Pが基板1の内部の所定の位置となるように、レーザ光源101の集光点Pと基板1の載置台107との基板厚さ方向の相対位置を設定する手段と、設定された基板厚さ方向の位置を保って、レーザ光源101と載置台107とを格子状の切断予定ライン5に沿って相対移動させる手段と、集光点Pでのピークパワー密度が1×108W/cm2以上となるようにしてレーザ光を基板1に照射して、基板の厚さ方向における中心位置から、基板1のレーザ光照射面側に偏倚した基板内部位置に、改質領域を形成し、改質領域を切断起点領域とする割れを、基板1のレーザ光照射面には到達するが、基板の反対側の面には到達しないように発生させる手段とを備えることを特徴とする。
(もっと読む)
レーザ加工装置
【課題】加工不具合の発生を抑制可能なレーザ加工方法を提供する。
【解決手段】レーザ加工装置300は、レーザ光Lをパルス発振するレーザ光源202と、レーザ光Lを支持台上の加工対象物1の内部に集光させる集光光学系204と、支持台を移動させるためのステージ111と、レーザ光源202及びステージ111を制御する制御部250と、を備えている。この制御部250は、レーザ光Lを加工対象物1に集光させながら該レーザ光Lを加工対象物1に対して切断予定ライン5に沿って移動させることにより、加工対象物1内におけるレーザ光照射面としての表面3から所定距離の位置に、少なくとも2つの互いに異なるピッチを有する複数の改質スポットを形成させ、これら複数の改質スポットにより改質領域7を形成させる。
(もっと読む)
バンプ形成方法およびその装置
【解決手段】 レーザ光Lを対象物に照射して、該対象物の一部を溶融させてバンプ4を形成するバンプ形成方法に関し、上記対象物が銅である場合には、上記レーザ光Lを、0.1〜10msecのパルス幅でパルス照射して、1パルスあたりのエネルギー密度を20〜50J/mm2とする。
1回目のレーザ光Lの照射によって形成された溶融部分に、さらにレーザ光Lが照射されると、衝撃により溶融部分の中央がへこんで表面波振動が誘起され、その後溶融部分の外縁で反転した表面波が中央で衝突して上方に向けて隆起し、バンプ4として凝固する。
【効果】 バンプ4を高く形成することが可能である。
(もっと読む)
レーザ照射装置および半導体装置の作製方法
【課題】被照射物内に厚さのばらつきが存在する場合であっても、被照射物に対してレーザ光の照射を均一に行うレーザ光の照射方法を提供する。
【解決手段】厚さのばらつきが存在する被照射物にレーザ光を照射する際に、オートフォーカス機構を用いることによって、被照射物の表面にレーザ光を集光するレンズと被照射物間との距離を一定に保ちながらレーザ光の照射を行う。特に、レーザ光に対して被照射物を被照射物の表面に形成されたビームスポットの第1の方向および第2の方向に相対的に移動させて、被照射物にレーザ光の照射を行う場合に、第1の方向および第2の方向のいずれかの方向に移動させる前にオートフォーカス機構によってレンズと被照射物間との距離を制御する。
(もっと読む)
パターン付き多層ワークピースをレーザスクライブする際のデブリの生成を微少にするレーザエネルギー透過ストップ層の利用
アルミニウム合金材のパルスレーザ溶接方法
【課題】薄肉化されて使用される高強度のアルミニウム合金材をパルスレーザ溶接する場合においても、溶接割れの発生を防止し、生産性が高いアルミニウム合金材のパルスレーザ溶接方法を提供する。
【解決手段】被溶接材は、Mnを0.1乃至1.8質量%、Mgを0.4乃至1.2質量%、Cuを0.1乃至3.0質量%、Siを0.3質量%未満、及びFeを1.0質量%未満含有し、残部がアルミニウム及び不可避的不純物からなる組成を有するアルミニウム合金からなる。この被溶接材を1対配置し、被溶接材に第1のパルスレーザ光1及び第2のパルスレーザ光2からなる2段波形のパルスレーザ光を照射してパルスレーザ溶接を行う。第1及び第2のパルスレーザ光は、ピーク出力値の比P2/P1が0.3乃至0.6であり、照射時間の比t2/t1が1.5以上である。
(もっと読む)
光学素子および被加工体、ならびにそれらの製造方法
【課題】レーザ光学系を複雑にすることなく、簡易な方法で、パターンの周期性を向上させることの可能な光学素子および被加工体、ならびにそれらの製造方法を提供する。
【解決手段】原盤100の表面(被加工面100A)に下地構造体110を形成したのち、その表面に、偏光方向が、式(1)を満たす設定軸D2(図示せず)に対して直交する方向を向いているフェムト秒レーザ光Lfを照射する。これにより、式(2)で表されるばらつきを持って延在するナノメータオーダーの凹凸を含んで構成されたナノ構造体120(図示せず)を形成する。
0°≦θp3≦30°…(1)
0°<Δθf3<1.5°…(2)
θp3:下地構造体110に含まれる凸部または凹部と設定軸D2とのなす角度
Δθf3:ナノ構造体120の、面内における一部を抜き出し、その部分に含まれる凹凸の延在方向の角度ばらつきをガウス関数で表したときの半値幅
(もっと読む)
組合せレーザおよび荷電粒子ビーム・システム
脆性材料のレーザシンギュレーションのための改良された方法及び装置
改良されたウェハシンギュレーション方法及び装置
車体上部構造
【課題】ルーフパネルの両端がデザインを損なうことがなく、溝に嵌めるルーフモールを廃止し、パルスレーザー溶接を採用した車体上部構造を提供する。
【解決手段】車体上部構造は、ルーフパネル12の下方に、ルーフレール13に複数のレール(インナレール71、補強レール72、アウタレール73)の端(内上層フランジ81、内中間層フランジ、インナレール71の内下層フランジ141)を重ねた内積層結合部75を設け、内積層結合部75に連ねて棚接合部76を形成し、棚接合部76にルーフパネル12の両端(左端57、右端)を接着剤及び仮止め溶接部(レーザー溶接部)で接合し、仮止め溶接部をダストシーラー65で隠す。仮止め溶接部が、ルーフパネル12の端(左端57、右端)に形成されている縁143と接着剤14の間に形成されている。
(もっと読む)
貫通電極付きガラス板の製造方法および電子部品
【課題】電子基板として適する貫通電極を有するガラス板を製造する方法であって、貫通電極を精度よく、且つ高密度に形成できる方法を提供する。
【解決手段】波長λのレーザパルス11をレンズで集光してガラス板12に照射し、レーザパルス11が照射された部分に変質部13を形成する工程と、ガラス板12に対するエッチングレートよりも変質部13に対するエッチングレートが大きいエッチング液を用いて少なくとも変質部13をエッチングしてガラス板12に孔を形成する工程と、貫通電極を構成する導電性材料を前記孔の内部に配置する工程とを含む製造方法とする。レーザパルス11のパルス幅は1ns〜200nsの範囲にあり、波長λは535nm以下、波長λにおけるガラス板12の吸収係数は50cm-1以下、レンズの焦点距離L(mm)をレンズに入射する際のレーザパルス11のビーム径D(mm)で除した値は7以上とする。
(もっと読む)
レーザ加工装置およびレーザ加工方法
【課題】 高い残留応力を持つ脆性材の切断加工においても亀裂など生じさせることなく加工可能なレーザ加工装置およびレーザ加工方法を提供すること。
【解決手段】 加工対象物にレーザ光を照射して加工する装置であって、レーザ光をパルス発振して加工対象物に一定の繰り返し周波数で照射すると共に走査するレーザ光照射機構を備え、レーザ光照射機構が、繰り返し周波数をH、レーザ光のビーム径をa、レーザ光の同一加工線上への走査回数をn、パルスレーザ光の1照射あたりの移動距離Lをn/2×aとしたとき、レーザ光の走査速度SをL/(1/H)とすると共に、走査回数1回目のレーザ光の照射開始位置をL1として、走査回数n回目のレーザ光の照射開始位置Lnを、L1+(L/n)×(n−1)として走査毎に照射開始位置をずらして照射を行う。
(もっと読む)
レーザ加工装置
【課題】レーザ加工装置から出力されるパルス光のパワーを安定化させるための技術を提供する。
【解決手段】レーザ加工装置100は、シード光を励起光によって増幅する光増幅ファイバ1,8と、シード光をパルス状に発生させるシードLD2と、励起光を発生させる励起LD3,9A,9Bとを備える。レーザ加工装置100は、レーザ加工装置から出力されるレーザ光に関する条件に基づいて、シード光が発生しない非発光期間における励起光の条件が可変である。制御装置20は、ドライバ22,23A,23Bを制御することによって非発光期間における励起光の条件を変化させる。これにより、レーザ加工装置から出力されるパルス光のエネルギーを非発光期間の長さによらず安定化させることができる。
(もっと読む)
201 - 220 / 839
[ Back to top ]