
Fターム[4E068DB05]の内容
Fターム[4E068DB05]に分類される特許
21 - 40 / 61
マグネシウム合金と鋼との異種金属接合方法及び接合構造
【課題】Fe−Mg系合金状態図が二相分離型を示し、冶金的な接合が直接的には困難なマグネシウム合金材と鋼材との組合せにも拘わらず、強固な接合が可能なマグネシウム合金と鋼との異種金属接合方法と、このような方法による異種金属接合構造を提供する。
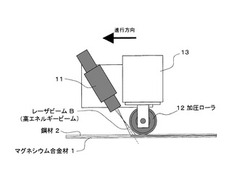
【解決手段】マグネシウム合金材1と鋼材2を接合するに際して、接合界面にAlを介在させた状態、例えばマグネシウム合金にAlを添加したり、鋼材にAl含有亜鉛めっきを施したりした状態で両材料1,2を重ね合わせ、高エネルギービームBを鋼材2の表面に照射しつつ両材料を加圧して、鋼材側からの伝熱によりマグネシウム合金材1を加熱し、接合界面にAl3Mg2とFeAl3とが混在する複合組織を有する化合物層Lを介して両材料1,2を接合する。
(もっと読む)
マグネシウム合金と鋼の異種金属接合方法

【課題】Fe−Mg二元状態図が二相分離型を示し、直接的な接合が冶金的なには困難なマグネシウム合金と鋼との組合せにおいても、強固な接合が可能な異種金属接合方法を提供すること。
【解決手段】マグネシウム合金材と鋼材を接合するに当たり、鋼材として亜鉛(金属M)めっきを施した亜鉛めっき鋼板2を、マグネシウム合金材としてAl含有マグネシウム合金材1を使用すると共に、接合に際して、MgとZnの共晶溶融を生じさせて酸化皮膜1fや不純物などを接合界面から排出すると共に、Al−Mg系とFe−Al系の金属間化合物を生成させ、Al3Mg2とFeAl3とが混在する複合組織を備えた化合物層3を介して両材料1,2の新生面同士を接合する。
(もっと読む)
鉄−アルミニウム材料の溶接方法及び鉄−アルミニウム接合部材
【課題】クラッド材が不要であり、且つ接合強度を高めることができる鉄−アルミニウム材料の溶接技術を提供することを課題とする。
【解決手段】鉄系材料10にアルミニウム系材料11を溶接する鉄−アルミニウム材料の溶接方法において、両材料の溶接に先立って、前記鉄系材料10の、少なくとも被接合面21及び、前記アルミニウム系材料11の、少なくとも被接合面21にめっき13a、13bを施し、このめっき13a、13bは、前記アルミニウム系材料11より低融点で且つ前記鉄系材料10との金属間化合物16、18、19を生成し得る金属で施す。
【効果】鉄系材料10及びアルミニウム系材料11を溶接する際、低融点のめっき13a、13bが溶融する。このめっき13a、13bが溶融されたことにより、接合域周囲に薄い金属間化合物を生成させることができ、高い接合強度を得ることができる。
(もっと読む)
溶接方法と溶接用レーザ加工ヘッド
【課題】ルーフパネルのルーフサイド部でのブレージングに際して、しわや応力の集中による表面ひずみの発生を抑制できるようにした方法を提供する。
【解決手段】ルーフパネル1のフロントエンド部1aおよびリアエンド部1bのレーザブレージングに続いて、双方のルーフサイド部1cをルーフサイドレールと接合するべくレーザブレージングを施す。その際、ルーフサイド部1cの長手方向中央部を終点として矢印PL1,PR1で示すように1パス目のブレージング行い、それに続いて同じく長手方向中央部を終点として矢印PL2,PR2で示すように2パス目のブレージング行う。その結果、ルーフパネル1の中央部においてブレージングに伴うしわや応力を広く分散させて、表面ひずみを抑制できる。
(もっと読む)
異種金属の接合方法及び接合装置
【課題】継手重量の増加や、新たな設備投資によるコストの増加を招くことなく、シール材による耐食性の確保と、シール材の残存による継手強度低下の防止とを両立することができる異種金属の接合方法と、このような方法に用いる接合装置を提供する。
【解決手段】接合部Wの近傍位置に熱硬化性樹脂から成るシール材Sを塗布した状態で重ね合わせた異種金属材料10,20に高エネルギービームBwを照射して両材料を重ね接合するに際して、例えばダイオードレーザビームBdによって、塗布されたシール材Sの少なくとも接合部側の端部を加熱することによりシール材Sを硬化あるいは、その流動性を低下させた後、高エネルギービームBwを接合部Wに照射して両材料10,20を接合する。
(もっと読む)
異種金属の接合方法及び接合構造
【課題】継手重量の増加や、新たな設備投資によるコストの増加を招くことなく、シール材による耐食性の確保と、シール材の残存による継手強度低下の防止とを両立することができる異種金属の接合方法と、このような方法による接合構造を提供する。
【解決手段】接合部11の近傍位置にシール材Sを塗布した状態で重ね合わせた異種金属材料10,20に高エネルギービームBを照射して両材料を重ね接合するに際して、シール材Sの塗布位置12と接合部11の間に、例えば、接合面から凸状に立ち上がった形状をなす堤部13のようなシール材の流入阻止手段を設けて、接合部11を接合する。
(もっと読む)
異種金属の接合構造及び接合方法
【課題】鋼に代表される鉄系合金板材とアルミニウム合金板材の重ね接合において、アルミニウム合金側からの高エネルギービーム照射によって高強度の接合が可能な異種金属の接合構造と、接合方法を提供する。
【解決手段】鉄系合金から成る第1の板材1とアルミニウム系合金から成る第2の板材2を重ね接合するに際して、両板材の重ね合わせ部分における第2の板材表面にデフォーカスさせた高エネルギービームBを照射しながら、加圧し、接合界面に金属間化合物層4を0.8〜5μmの厚さに形成して接合する。
(もっと読む)
レーザ溶接部材およびそれを用いた半導体装置
【目的】溶接バラツキが少なく、低パワー・低エネルギーでレーザ溶接できるレーザ溶接部材およびそれを用いた半導体装置を提供する。
【解決手段】銅であるリードフレーム29と銅より高融点材料であるCuMoやCuWで形成されたヒートスプレッダ17、19とをレーザ溶接する場合に、リードフレーム29の表面に電解Niめっき膜43を形成し、この電解Niめっき膜43面にレーザ光を照射してレーザ溶接することで、溶接バラツキが少なく、低パワー・低エネルギーでレーザ溶接することができる。
(もっと読む)
鉄部材とアルミニウム部材の接合方法及び鉄−アルミニウム接合体
【課題】鉄部材とアルミニウム部材とを良好に接合可能な接合方法、及び、これらが良好に接合した接合体を提供する。
【解決手段】鉄部材とアルミニウム部材とを接合する際、少なくともアルミニウムクラッド板20との接合側にめっき層12を有する鋼板10(鉄部材)と、アルミニウムを主成分とするアルミニウム芯材21と、鋼板10との接合側に、アルミニウム芯材21よりも低融点のアルミニウム合金層22とを有したアルミニウムクラッド板20(アルミニウムクラッド材)からなるアルミニウム部材とを重ね合わせて接合する。
(もっと読む)
レーザ加工装置及び金属接合材の製造方法
【課題】金属管の外周に耐食性金属箔をスパイラル上に連続的に巻き付けて被覆してなる金属積層材の製造において、金属管に耐食性金属箔を直接接合することで能率良く確実に被覆し、かつ、これを連続的に接合し得る金属積層材の製造装置及びその製造方法を提供する。
【解決手段】金属管1の外周面に、材質の異なる帯状の金属箔3をスパイラル上に巻き付け、その界面にレーザ光を走査させ金属を溶融させる。金属の溶融部を供給ユニット5により加圧することで、せん断強度及び継手強度の強い金属接合材を得ることができる。
(もっと読む)
異種金属の接合方法
【課題】例えば、軽合金製のルーフパネルを用いた自動車の車体構造の接合に適用した場合に、車体の外側からの加熱により、外観やデザインの自由度を損なうことなくこれら異種金属材料を互いに接合することができ、必要に応じてシール材の適用により、接合部への水分の侵入を防止することができる異種金属の接合方法を提供する。
【解決手段】高融点材料から成る第1の板材1に重ねた低融点材料から成る第2の板材2に、第1の板材と同種の高融点材料から成る第3の板材3をさらに重ね、この表面にデフォーカスした高エネルギービームBpを照射して第2の板材2を軟化させ、軟化した第2の板材2を加圧ローラ8の加圧により切断して接合界面から排除し、第1の板材1と第3の板材3を直接接触させ、この接触部分に高エネルギービームBwを照射し、これら第1及び第3の板材1、3を溶融接合する。必要に応じて、これら板材の間にシール材を介在させる。
(もっと読む)
異材接合方法
【課題】 アルミニウム系被溶接材と鉄系被溶接材とを、ろう材を使用せずに、レーザ溶接することができ、容易かつ低コストで異材同士を接合することができる異材接合方法を提供する。
【解決手段】 アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接板2と、鉄系被溶接材(鋼板1)とをレーザ溶接する。鋼板1はその表面に亜鉛又は亜鉛合金からなる亜鉛系被覆層4(めっき層)が設けられており、アルミニウム系板2をレーザ照射源側に配置してアルミニウム系板2と鋼板1とをそれらの端部で重ね、その重ね部3に、ろう材及びフラックスを使用せずにレーザ光を照射する。これにより、この重ね部3で、亜鉛系被覆層及びアルミニウム系板2を溶融させて、アルミニウム系板2と鋼板1とを接合する。レーザ光のビーム形状は扁平である。
(もっと読む)
異種金属の接合方法
【課題】例えば、軽合金製のルーフパネルを用いた自動車の車体構造の接合に適用した場合に、車体の外側からの高エネルギービーム照射によって、外観やデザインの自由度などを損なうことなくこれら異種金属材料を互いに接合することができる異種金属の接合方法を提供する。
【解決手段】高融点材料から成る第1の板材1と低融点材料から成る第2の板材2を重ね合わせ、第2の板材2の側からの高エネルギービーム照射によってこれら板材を重ね接合するに際し、第2の板材2に貫通孔2aをステッチ状に設け、この第2の板材2に第1の板材と同種の高融点材料から成る第3の板材3をさらに重ね、第3の板材3に照射した高エネルギービームBにより上記貫通孔2aを介して第1の板材1と第3の板材3を断続的に溶融接合したのち、溶融接合近傍部を加圧して、上記第1及び第3の板材1,3と第2の板材2とを上記溶融接合部の近傍において接合する。
(もっと読む)
異種金属パネルの接合方法、接合装置及び接合構造
【課題】接合界面に強固な酸化皮膜が介在していたとしても、大きな入熱を投与することなく、高強度の接合が可能であって、しかも高エネルギービームの照射方向が一方のパネル側からのみに制約されることのない異種金属パネルの接合方法と、このような異材接合に用いる接合装置、さらにはこのような方法による接合構造を提供する。
【解決手段】表面に強固な酸化皮膜が生成されているアルミニウム合金から成る第1の金属パネル1と亜鉛めっき鋼板から成る第2の金属パネル2とを重ね合わせて接合するに際して、デフォーカスした高エネルギービームBを第1及び第2の金属パネル双方の接合面に照射しながら、両パネル1,2を相対加圧し、これらを連続的又は断続的な線状に接合する。
(もっと読む)
異種材料の接合方法、接合装置及び接合構造
【課題】高融点材料と低融点材料を重ね合わせた被接合材料の接合界面に緻密な酸化皮膜が介在していたとしても、大きな入熱を投与することなく、高強度の接合が可能な異種材料の重ね接合方法と、このような異材接合に好適に使用することができる接合装置、さらにはこのような方法による接合構造を提供する。
【解決手段】互いに融点の異なる高融点材料1と低融点材料2を重ね合わせて接合するに際して、接合界面に存在する酸化皮膜を部分的に破壊しながら、高融点材料1の表面に高エネルギービームを照射して両材料1,2を加熱し、加熱された両材料1,2を相対的に加圧して両材料を連続的又は断続的に接合する。
(もっと読む)
異種金属パネルの接合方法、接合装置及び接合構造
【課題】例えば、自動車車体構造の接合に適用した場合に、車体の外側からの高エネルギービーム照射によって、金属間化合物の生成や、重量、コストの増加を来たすことなく異種金属を接合することができる異種金属パネルの接合方法と、このような接合に用いる接合装置、さらにはこのような方法による異種金属パネルの接合構造を提供する。
【解決手段】互いに融点の異なる高融点金属パネル17と低融点金属パネル21を接合するに際し、これら両パネル17,21の間にこれらの材料とは異なる第3の材料を介在させた状態で、デフォーカスさせた高エネルギービームBを高融点金属パネル側の表面、又は高融点金属パネル及び低融点金属パネルの両方に照射しながら、両パネル17,21を相対加圧し、上記両パネルの少なくとも一方と第3の材料との間で共晶溶融を生じさせて両パネル17,21を連続的又は断続的な線状にフレア接合する。
(もっと読む)
異材接合方法
【課題】 アルミニウム系被溶接材と鉄系被溶接材とを、ろう材を使用せずに、レーザ溶接することができ、容易かつ低コストで異材同士を接合することができる異材接合方法を提供する。
【解決手段】 アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接板2と、鉄系被溶接材(鋼板1)とをレーザ溶接する。鋼板1はその表面にアルミニウム又はアルミニウム合金からなるアルミニウム系被覆層4(めっき層)が設けられており、アルミニウム系板2をレーザ照射源側に配置してアルミニウム系板2と鋼板1とをそれらの端部で重ね、その重ね部3に、ろう材及びフラックスを使用せずにレーザ光を照射する。これにより、この重ね部3で、アルミニウム系被覆層及びアルミニウム系板2を溶融させて、アルミニウム系板2と鋼板1とを接合する。レーザ光のビーム形状は扁平である。
(もっと読む)
レーザ溶接による金網接合方法
【課題】 本発明は、金網裏面を薄板等の平面板の表面にレーザ溶接により接着する接合方法に係り、金網体の交差部分と平板表面とに僅かな隙間があっても金網の形状を維持したままの姿で確実に溶接できる金網接合方法を提供する。
【解決手段】 溶接母体となる平板1の表面1Aに金属箔3を被せ、上記金属箔の表面に金網体5を載せ、上記金網体の表面にレーザ光Lを照射することで金網体5の交差部分5Aと金属箔3と平板表面1Aとを溶融接合するレーザ溶接による金網接合方法である。
(もっと読む)
異材接合方法
【課題】アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材と、鉄系被溶接材とを、容易に且つ高強度で接合することができる異材接合方法を提供する。
【解決手段】アルミニウム系被溶接材1と、鉄系被溶接材2とを溶接する異材接合方法において、鉄系被溶接材2はその表面にアルミニウム系被覆層3を有し、アルミニウム系被溶接材1は少なくとも鉄系被溶接材2と接合する部位に塗布されたフラックス層4を有し、アルミニウム系被溶接材1をトーチ側に配置して前記2つの被溶接材を重ね合わせた状態で、溶融溶接法により、前記2つの被溶接材を接合することを特徴とする異材接合方法。
(もっと読む)
異材の溶接方法
【課題】
フラックスを使用することなく溶融した鉄材がアルミ材の内部に楔結合して非常に強固な接合を可能とした異材の溶接方法を提供する。
【解決手段】
融点の異なる材質からなる被溶接素材W1,W2に対してレーザ光8の光軸を融点の高い素材W1側に照射してこの素材の溶融熱により融点の低い側の素材W2を溶かして両被溶接素材を溶融接合する異材の溶接方法において、上記両被溶接素材W1,W2の溶接界面はフラックス不要とし、上記レーザ光8の光軸の出力値は融点の高い素材側の溶融液が金属間化合物を破って融点の低い側の素材内部まで適宜深さの楔状に溶け込ませるように設定した異材の溶接方法である。
(もっと読む)
21 - 40 / 61
[ Back to top ]