
Fターム[4E068DB11]の内容
Fターム[4E068DB11]の下位に属するFターム
Fターム[4E068DB11]に分類される特許
341 - 354 / 354
硬質材料の加工方法及び硬質材料部品

【課題】従来、cBN焼結体やダイヤモンド焼結体などの超高硬度材料の切断加工には、多くの場合放電加工が使用されてきたが、加工速度が遅い為、製品のコストを低減することが難しかった。また、レーザー加工では加工端面の品質に問題があるため、後加工が必要とないやはり加工コストが高かった。
【解決手段】超高硬度材料の切断加工時に、加工部分近傍に冷却水を噴射することにより加工時の熱による損傷を防ぎ、同時に良好な加工面が得られ、加工面のテーパーも小さく押えることができる。
(もっと読む)
レーザ加工方法

【課題】 レーザ加工方法に関し、機能膜に影響を与えることなく、単結晶基板を高精度に且つ高効率に分割する。
【解決手段】 劈開性或いは裂開性を有する単結晶基板1の機能膜形成面2と反対側の面に設けられた光吸収膜3が焦点位置になるようにレーザ光4を局所的に照射・走査して溝5を形成する際に、溝5の形成工程に伴って生じる局所的な熱衝撃応力が、単結晶基板1の劈開或いは裂開破壊強度をわずかに超えるよう、レーザ光4のピークエネルギ及び走査速度、及び、光吸収膜3の材質及び膜厚を設定することによって、溝5の形成工程において単結晶基板1の厚さ方向にクラック7を誘発させる。
(もっと読む)
エピタキシャル成長用基板の製造方法
【課題】 サファイヤ基板への結晶成長の核となる部分を、より簡便な方法によって提供すること。
【解決手段】サファイヤ基板1の主面上に凹凸パターン3を形成して窒化物半導体単結晶4のエピタキシャル成長用基板を製造する方法において、該サファイヤ基板1の主面に研磨を行って該主面の平坦度をRa=1nm以下にした後、該サファイヤ基板1の主面にパルスレーザ2を集光照射して、該集光照射箇所に形成されるドットからなる凹凸パターン3を、該サファイヤ基板1の主面全体に形成することを特徴とする、エピタキシャル成長用基板の製造方法である。
(もっと読む)
基板加工装置および基板加工方法
【課題】安定して基板を分断するためのスクライブ線を形成することができる基板加工装置および基板加工方法を提供する。
【解決手段】レーザ光源2から出射されたレーザ光は、光成形光学系3により平行化され、かつレーザ光のパワーが調整される。そして、1/2波長板4により偏光方向が調整されて、集光光学系5により基板7に集光される。基板7にレーザ光が集光されることにより、基板7の内部において多光子吸収が起こり、多光子吸収により生じたイオン化領域におけるガラスは昇華する。XYステージ8により基板7は、レーザ光に対して相対移動しているので、昇華して溝となった部分がスクライブ線となる。本実施形態では、基板7に対するレーザ光の移動方向に対して、レーザ光の偏光方向が常に一定となるように、1/2波長板4の回転を制御する。
(もっと読む)
マーキング方法、単結晶炭化ケイ素製部材の製造方法、及び単結晶炭化ケイ素製部材
【課題】 単結晶の炭化ケイ素からなる対象物に、視認性の良好なマークを形成することのできる技術を提供する。
【解決手段】 マーキング方法は、(a)単結晶の炭化ケイ素からなるマーキング対象物Wを準備する工程と、(b)準備したマーキング対象物Wにパルスレーザ光を入射させることにより、該マーキング対象物Wの表面に、可視光に対する光学特性が残余の領域とは異なる改質領域を形成する工程とを有する。
(もっと読む)
基板製造方法、および基板製造装置
【課題】インゴットからできる限り少ない切り代で薄い基板を製造することができる基板製造方法および基板製造装置を提供する。
【解決手段】インゴットAの内部に集光点を合わせてレーザー装置2からレーザー光3を照射し、照射したレーザー光3をインゴットAに対して相対的に移動させて走査することにより、インゴットAの内部に面状の加工領域Fを形成し、加工領域Fを剥離面にして基板Sを得る基板製造方法であって、インゴットAに応力を印加しながらレーザー光3を照射するように構成している。また、この基板製造方法により基板Sを得る基板製造装置であって、インゴットAにレーザー光3を照射するレーザー装置2と、照射したレーザー光3をインゴットAの内部に集光点を合わせて集光させる集光レンズ4と、レーザー装置2の光軸とインゴットAとを2次元方向に相対的に移動させる移動手段と、を備えている。
(もっと読む)
レーザ加工方法及びレーザ加工装置
【課題】難加工性材料を割断できるようにすること、及び透明な加工対象物の内部にマーキングすること。
【解決手段】レーザ発生器1と、レーザ光をA、B二つの背向する面31、32をもつ平板状の加工対象物3のA面31から集光入射させて該加工対象物3の内部の厚み方向所定位置に集光点を設定する集光点設定手段21、43と、該集光点設定手段21、43で設定された集光点を該A面31に平行に移動させる集光点移動手段41、42と、を有し、該集光点移動手段41、42による集光点の移動軌跡上に該レーザ光の多光子吸収による改質領域を形成して該加工対象物3を割断するレーザ加工装置であって、前記集光点設定手段41、42で前記厚み方向所定位置を前記A面31と反対の前記B面32に近い位置から該A面31方向に順次設定して前記改質領域を順次形成して該加工対象物を割断すること、及び内部にマーキングすることを特徴とするレーザ加工装置。
(もっと読む)
ガラス除去方法
【課題】 レンガの表面に付着した放射性廃液固化ガラスを上記レンガから容易に分離することのできるガラス除去方法を提供する。
【解決手段】 レンガのガラス付着面にレーザ光を直接照射することで放射性廃液固化ガラスだけを熱膨張させ、その脆性破壊により破砕してレンガの表面から除去する。特に放射性廃液固化ガラスだけに熱膨張歪みを与えるべく、レーザ光の照射強度、スポット径、走査速度を適正に設定する。
(もっと読む)
レーザ加工装置
【課題】 レーザ加工時に発生するシリカによる作業性の低下を改善し、且つ保護ガラス等の損傷を防止して安定した作業を行うことができるレーザ加工装置を提供する。
【解決手段】 レーザ加工装置1は、レーザ部2、レーザ加工部3、及び集塵部4を有している。レーザ加工部3は、上部カバー21、下部カバー22、カバードア23、交換用ガラス24、交換用ガラスガイド25、飛散シリカ受け部26、上部飛散防止板27、及び下部飛散防止板28を有している。交換可能な交換用ガラス24は、下部カバー22上部裏面中央部に設けられ、交換用ガラスガイド25で下部カバー22上部裏面に固定され、レーザ光を透過する。飛散シリカ受け部26は、下部カバー22側面に固定され、レーザ光が透過する部分の周辺四方向には上部飛散防止板27及び下部飛散防止板28が垂直方向に設けられている。飛散したシリカは飛散シリカ受け部26の上面に堆積される。
(もっと読む)
レーザ光によるライン加工方法およびレーザ加工装置。
【課題】パルスレーザを用いたライン加工に際して、アスペクト比の高い被加工領域の形成を実現する。
【解決手段】レーザ光源200からレーザ光LB1を発し、変換手段300を経たレーザ光LB2を集光手段400によって集光し、被加工部位に照射する。駆動機構500によってステージ501を移動させつつレーザ光LB2を連続照射することにより、被照射領域を連続的に変位させながらライン加工を行う。変換手段300が、ビーム断面形状を走査方向に長手方向を有するようにレーザ光に異方性を与えることで、レーザ光の走査速度を小さくすることなく被加工物に対するレーザ光の積算照射時間を高めることができるとともに、レーザ光の出力パワーを効率的に利用した適切なピークパワー密度のレーザ光を被加工領域に照射することができる。これにより被加工領域のアスペクト比が高い加工を実現することができる。
(もっと読む)
フェムトレーザーを用いたレーザー切断過程によるマイクロ機械部品またはナノ機械部品の製造方法
【課題】 加工の精度に優れ、材料を変質させることなく、無熱条件で材料を切断し、マイクロ機械部品を製造する手段を提供する。
【解決手段】 部品の固定手段(12)と、複数の軸にしたがって前記部品に対するパルスレーザーの焦点ゾーンを移動させる過程を具備する加工プログラムを実行するための情報機器(17)とを備えた装置によって、時間が5×10-13秒未満であり、レーザービーム−材料の相互作用面に対するパワーが1012ワットを超えるパルスレーザー(14)を用いたレーザー切断過程によって、マイクロ機械部品を製造する。
(もっと読む)
材料層の分離方法
リフトオフ工程を用いて、材料層と基板との間の界面を照射することによって基板から材料層を分離する。一実施例では、層を、基板上のダイに対応する複数のセクションに分離し、均一なビームスポットを整数の数のセクションをカバーするような形状にする。 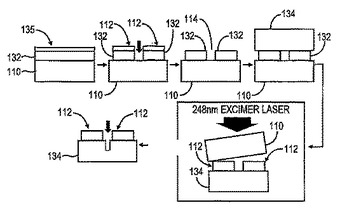 (もっと読む)
(もっと読む)
切断刃の製造方法及び切断刃
切断具、特にナイフ、ハサミ、のこぎり、家庭用品、又は工業機械の刃の製造方法であって、刃(1)は、鋼鉄又はステンレス鋼の合金製であり、その周囲の少なくとも1部にわたって延びる、少なくとも1つの刃先(3,103)を持ち、以下の段階を有することを特徴とする方法:a)刃の本体(2, 102)が、刃先もしくは各刃先(3, 103)の近傍に少なくとも1つの自由縁(F;4)を有するようにし、b)粉末状(5, 105)の、刃本体の硬度よりも高い硬度の補完材料(M, M')を少なくとも1つの自由縁(F, 4)に投射し、c)自由縁(4, F)の少なくとも一部にビード(6)やストリップ(109)を形成するため、粉末状の補完材料(5, 105)にレーザー光線(8)を照射し、d)刃先(3, 103)を補完材料(M, M7)でできたビード(6)又はストリップ(109)に形成する。この方法で製造された刃を備えた切断具は、刃の刃先の高い耐磨耗性を示す。 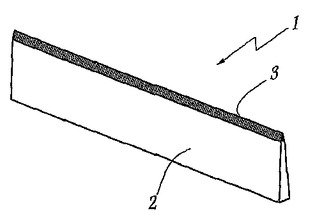 (もっと読む)
(もっと読む)
特別形態のパワープロファイルでレーザパルスを用いるリンク処理の方法及びレーザシステム。
特別形態の時間的パワープロファイルのレーザパルスは、従来の時間的波形又はほぼ正方形の波形の変わりに、ICリンクを切断する。特別形態のレーザパルスは、好適に、レーザパルスの開始でのオーバーシュート又はレーザパルスの持続時間内のスパイクパルスのいずれかを有する。スパイクピークのタイミングは、リンク部がほぼ完全に除去されるときの時間の前に、好適に設定される。特別形態のレーザパルス・パワープロファイルは、例えば、緑色、UV域などの、レーザパルスの広いパワー範囲と、短いレーザ波長の使用を可能とし、基板及びリンクの側部及び下部のいずれかに配置する不動態化構造部に、ほぼダメージを与えることなく、リンクを切断する。 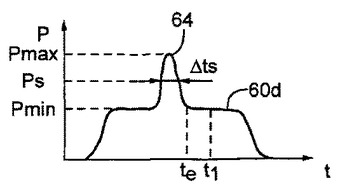 (もっと読む)
(もっと読む)
341 - 354 / 354
[ Back to top ]