
Fターム[4E081CA14]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 突合せ溶接の方法 (631) | プラズマアーク溶接 (32)
Fターム[4E081CA14]に分類される特許
21 - 32 / 32
厚肉金属加工品を溶接によって結合する方法および装置
本発明は、厚肉金属加工品を溶接によって結合するための方法に関する。溶接継手を製造するために肉厚に依存して横断面に最大3つの溶接領域が設けられ、溶接には複数の溶接法を組合せて適用され、詳細には(ルート層用の)第1の溶接領域がレーザビーム溶接またはレーザアーク複合溶接によって溶接され、第2の溶接領域がレーザアーク複合溶接によって溶接され、厚肉金属加工品の板厚に依存して場合によって必要となる第3の溶接領域がレーザアーク複合溶接またはアーク溶接によって溶接される。その都度応用される溶接法に合せられる開先加工部も本発明に含まれる。 (もっと読む)
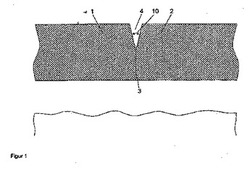
鋼板の突合せ溶接継手

【課題】中厚板からなる鋼板の端部同士の突合せ溶接継手において、レーザ溶接の有する特徴を活用した高能率な溶接施工を実現すると共に、その溶接継手部の高品質化、高性能化も図ることができる中厚鋼板の突合せ溶接継手を提案する。
【解決手段】板厚が10mm以上30mm以下の鋼板1の端部1a同士の突合せ溶接継手である。開先形状をX開先とし、その板厚中央部の開先ルートフェイス部2を深溶込み溶接により1パスで溶接した後、残りの板厚方向両側の開先部分3,4をそれぞれ1パスで仕上げ溶接した。これにより断面形状が3層の積層構造を有する中厚鋼板の突合せ溶接継手とした。
(もっと読む)
重ね隅肉溶接継手の継手疲労強度を向上するプラズマアークハイブリッド溶接方法
【課題】ガスシールドアーク溶接法を先行極とし、プラズマアーク溶接法を後行極として組み合わせて、自動車足回り部品の製造における重ね隅肉溶接において、足回り部品の継手疲労強度を向上する溶接法を提供する。
【解決手段】ガスシールドアーク溶接法を先行極7とし、プラズマアーク溶接法を後行極8として組み合わせて、プラズマ溶接法およびガスシールドアーク溶接法ともに正極とし、かつガスシールドアーク溶接法の電極7とプラズマ溶接法の電極8との溶接線方向の間隔を25mm以下とし、溶接ビード下板側止端部のフランク角を135°以上,曲率半径を0.45mm以上として上板2の板厚が6mm以下の重ね隅肉溶接を行なう。
(もっと読む)
ステンレス鋼管の溶接装置及び溶接方法
本発明は、ステンレス鋼管の溶接ビーズ部に酸素遮蔽用アルゴンガスを噴射させつつステンレス鋼管の接合部のスキ間をTIG又はプラズマ溶接するステンレス鋼管の溶接装置及び溶接方法を提供する。本ステンレス鋼管の連続溶接装置は、円状に巻かれた鋼管のスキ間に母材及び溶接材のうちの何れか一つを溶融させつつ酸素遮蔽用アルゴンガスを噴射させる溶接機と、前記鋼管の内部に設置されて、前記溶接機により溶接が進行している溶接ビーズ部から所定距離後方に位置した既に溶接が完了した溶接ビーズ部の内面に向かって、4l/min〜20l/minのアルゴンガスを噴射させる噴射ノズルの形成されたガス供給管と、を備える。本発明によれば、アルゴンガスによって溶接部位の酸化が防止されるとともに、溶接が完了した溶接ビーズ部が急冷されて自動的に固溶化熱処理過程が行われるので、硬度及び耐腐食性などの物理的特性が鋼管の母材と同じステンレス鋼管を連続的に生成できる。 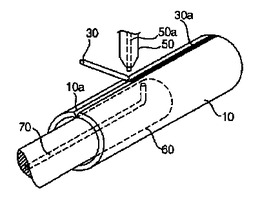 (もっと読む)
(もっと読む)
容器材料用クロム含有鋼およびその溶接方法、ならびに、容器材料
【課題】溶接部の耐食性と靭性を確保し、容器用素材としてコスト面でも最適なクロム含有鋼を提供する。
【解決手段】0.01〜200質量ppmのハロゲン化合物イオンを含有するpH3〜12の水相を含んでなる水性塗料を保管する容器材料に用いるクロム含有鋼であって、前記鋼が、質量%で、Cr:9〜19%、N:0.008%以上でC+N:0.03%以下、Al:0.002〜0.2%、S:0.01%以下、を含有し、さらに、TiおよびNbを単独または複合して含有し、前記C+N含有量をx(質量%)とすると、Tiの含有量y(質量%)、および、Nbの含有量z(質量%)は、それぞれ単独で含有する場合は、8x≦y≦0.6、18x≦z≦0.6、であり、複合して含有する場合は、1<(y/8x)+(z/18x)、かつ、y+z≦0.6であり、残部がFeおよび不可避的不純物からなることを特徴とする容器材料用クロム含有鋼。
(もっと読む)
プラズマアーク溶接方法及びマイクロリアクタの製造方法
【課題】板材に別の板材を立てた状態で溶接するに際して、特に立てる板材の間隔が狭くとも溶接することができるプラズマアーク溶接方法及びマイクロリアクタの製造方法を提供する。
【解決手段】枠体723の一方の開口を底板722で蓋をするように枠体723に底板722を重ねることで、枠体723の各側壁及び隔壁724を立てた状態で底板722の一方の面に当接させる。そして、底板722に関して枠体723及び隔壁724の反対側で溶接トーチ701の先端を底板722の他方の面に向ける。そして、溶接トーチ701からプラズマアーク711を噴出させる。そして、溶接トーチ701の先端のプラズマアーク711で底板722の縁部に沿って枠体723及び隔壁724をなぞるよう、底板722、枠体723及び隔壁724に対して溶接トーチ701を相対的に移動させる。
(もっと読む)
流体用弁箱および改良された製造方法
流体用弁箱および改良された製造方法が開示されている。開示された流体用弁箱は、互いに連結され弁箱の少なくとも一部を形成しているパイプ(210)および第二部材(220)を備えている。  (もっと読む)
(もっと読む)
ガスシールドアーク造管溶接方法
【課題】 被溶接物に非接触式で、簡便で勝つ良好なシールド状態が得られ、不活性ガス消費量を少なくしてテンパーカラーとアローマークの発生を抑止するTIGアーク造管溶接またはプラズマ造管溶接におけるガスシールド方法を提供する。
【解決手段】 TIGアークまたはプラズマアーク造管溶接方法において、溶接部をガスシールドするに際し、スクイズロールの前後に被溶接物と平行に、スクイズロールを干渉しないようにシールド板を配置することを特徴とするTIGアークまたはプラズマアーク造管溶接方法。
(もっと読む)
冷間加工された高強度シームレス耐食管の製造方法
【課題】シームレス管と比較して、外径が大きく、同等若しくは同等以上の品質及び性能を有し、製造コストを低減した溶接管を製造する方法を開発する。
【解決手段】耐食合金プレートを高速ロール曲げ機に供給することにより、所望の肉厚、長さ及び長手方向の継目部をした中空材を形成し、母材金属と類似する溶加材を用いて、或いは溶加材を用いずに、肉厚に渡り完全な溶け込みをするガス・タングステン・アーク溶接により長手方向の継目部を溶接する。複数の探針で溶接継目を超音波検査(UT)し、欠陥が発見された場合には、欠陥を修復或いは除去する。溶接部を圧盤でプレスし、或いは鍛造し、中空材本体を熱処理する。次に、外側と内側から酸化物の堆積分をすべて除去するために中空材をブラストし、或いは酸洗いする。中空材を冷間加工することによって高強度の耐腐食及び/又は耐浸食性のあるシームレス溶接耐食管へと完成させる。  (もっと読む)
(もっと読む)
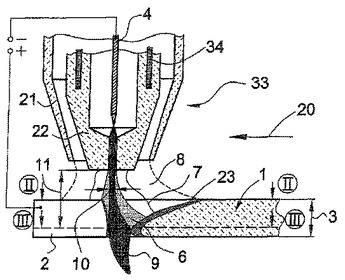
焼入れ可能な鋼のプラズマ・タップホール溶接
材料厚(3)を有する焼入れ可能な鋼(2)に二次加熱なしで溶接継手(1)を作るための方法であって、少なくとも次の工程
a)溶接電極(4)の溶接線(5)に対する位置決め
b)電圧の印加
c)プラズマガス(6)の供給
d)アーク(7)の形成
e)溶接線(5)近傍の鋼(2)の全材料厚(3)にわたる融解
を含む方法が開示される。この方法は、乗り物におけるトルク伝達のための構成要素を結合する際に有利に使用される。
 (もっと読む)
(もっと読む)
厚金属基材表面への薄金属シート被覆方法および装置
【課題】耐食性や防汚性を有する薄金属シートを金属基材表面に被覆する方法および装置であって、被覆した薄金属シートの端部に形成される隙間をなくして耐食性を向上すること。
【解決手段】厚金属基材1の表面に薄金属シート2の端部を重ねて配置し、重ね合わせ部の薄金属シートを厚金属基材に抵抗シーム溶接3により接合した後、重ね合わせ部の上側薄金属シートの端部を溶融溶接法4によって下側薄金属シートに溶融接合し、金属基材の表面に薄金属シートを密着被覆するとともに、上側薄金属シート端部の隙間をなくす。
【効果】十分な接合強度が確保できた上で、薄金属シートへの溶接入熱を抑制することができるため、薄金属シート厚さを小さくでき、材料費が低減できるとともに、隙間構造を無くすことにより耐食性も向上しメンテナンス費用も低減できる。
(もっと読む)
プラズマ溶接方法
【課題】 複数のワークを安定して良好に接合するプラズマ接合方法を提供する。
【解決手段】 プラズマアークが直接に照射される板状接合部を有し、該板状接合部にプラズマアーク照射方向へ窪む凹部が形成された第1ワークを用意し、前記凹部の底部が第2ワークの板状接合部に所定の位置決め状態で当接するように少なくとも前記第1ワークと第2ワークの板状接合部どうしを重ね合わせ、前記重ね合わせ状態で前記凹部に向かってプラズマアークを照射し、前記凹部内にフィラーを供給して該凹部を埋めることにより、複数のワークをプラズマアークを用いて接合する。
(もっと読む)
21 - 32 / 32
[ Back to top ]