
Fターム[4E081FA12]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接製品(突合せ溶接) (372) | 特定物品 (255) | 自動車部品 (47)
Fターム[4E081FA12]に分類される特許
41 - 47 / 47
拡管加工性に優れたフェライト系ステンレス鋼溶接管およびその製造方法
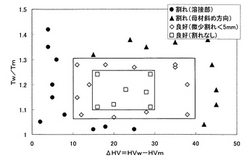
【課題】 素管の2倍以上の拡管加工での溶接部あるいは溶接部近傍に発生する拡管加工割れの無い、拡管加工性に優れるフェライト系ステンレス鋼溶接管を提供するものである。
【解決手段】 Ti,Nbの1種または2種を、質量%で各々0.1〜0.5%含有するフェライト単相のフェライト系ステンレス鋼溶接管において、溶接部のビッカース硬さHVWと母材部のビッカース硬さHVMとの硬度差ΔHV(=HVW−HVM)が10〜40の範囲で、溶接部のビード厚さTWと母材部の肉厚TMとの比RT(=TW/TM)が1.05〜1.3である。また、成形、溶接後に周長で0.5〜2.0%の矯正をする。さらに、成形、溶接、矯正後に700〜850℃で焼鈍する。
(もっと読む)
溶接構造部材

【課題】 溶接による熱変形が防止されるとともに、部品重量の軽量化および製造コストの軽減が図れ、かつ溶接工法が複雑にならない溶接構造部材を提供する。
【解決手段】 中空断面を有する溶接構造部材1a,1bであって、前記中空断面における2つの溶接箇所Aによって区画される第1の構造部10と第2の構造部11とを有し、前記中空断面における前記第2の構造部11の長さL2は、前記第1の構造部10の長さL1よりも長い溶接構造部材において、前記第2の構造部材11に軸方向に伸延する段差部15a,15bが形成される。
(もっと読む)
ホイール溶接ライン
【課題】 フルフェイスホイールとコンベンショナルホイールに共用可能な、ホイール溶接ラインの提供。
【解決手段】 溶接トーチ11を有する溶接ステーション10と、
仮付け溶接されたフルフェイスホイール2A用リム・ディスクまたは本嵌入されたコンベンショナルホイール2B用リム・ディスクからなるワーク2を溶接ステーション10に向かって送る搬入ライン40および溶接ステーション10で溶接されたリム・ディスクからなるワーク2を溶接ステーションから送り出す搬出ライン45と、
ワークを搬入ラインから溶接ステーション10に搬入し溶接済のワークを溶接ステーションから搬出ライン45に搬出し、傾斜、回転が可能な軸芯を有するロボットハンド21を備えた汎用ロボット20と、
ロボットハンド21に取り付けられワーク2を掴むチャッキング機構30と、
を備えた、フルフェイスホイールとコンベンショナルホイールに共用可能な、ホイール溶接ライン。
(もっと読む)
閉断面溶接構造体
【課題】 溶接部端部における疲労強度を高めることができるアルミニウム合金製の溶接構造体を提供する。
【解決手段】 第1フレーム部材1及び第2フレーム部材2は共にアルミニウム合金板の幅方向の両端を断面形状が「U」の字状になるように湾曲された形状を有している。第1フレーム部材1の両端部間に第2フレーム部材2の両端部の外側面を重ね、第1フレーム部材1の両端部を第2フレーム部材2の両端部の外側面に重ねすみ肉溶接して接合する。また、第1フレーム部材1と第2フレーム部材2との重ね代の重ねすみ肉溶接のビード3の近傍をリベット止めしてリベット止め部4を設ける。これによって第1フレーム部材1と第2フレーム部材2との接合強度が向上し、溶接部端部に応力が集中することに起因する疲労亀裂の発生を抑制することができる。
(もっと読む)
焼入れ可能な鋼のプラズマ・タップホール溶接
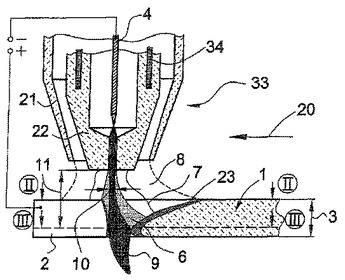
材料厚(3)を有する焼入れ可能な鋼(2)に二次加熱なしで溶接継手(1)を作るための方法であって、少なくとも次の工程
a)溶接電極(4)の溶接線(5)に対する位置決め
b)電圧の印加
c)プラズマガス(6)の供給
d)アーク(7)の形成
e)溶接線(5)近傍の鋼(2)の全材料厚(3)にわたる融解
を含む方法が開示される。この方法は、乗り物におけるトルク伝達のための構成要素を結合する際に有利に使用される。
 (もっと読む)
(もっと読む)
タッピング性に優れた高強度電縫鋼管製自動車用フレーム材の製造方法
【課題】 小さなトルクでタッピングネジをねじ込むことができ、品質安定性に優れた高強度電縫鋼管製自動車用フレーム材を提供する。
【解決手段】 C:0.01〜0.20%,Si:1.5%以下,Mn:2.5%以下,P:0.05%以下,S:0.02%以下,酸可溶Al:0.005〜0.10%,Ti:0.01〜0.15%及び/又はNb:0.01〜0.15%,必要に応じZr:0.01〜0.30%,V:0.01〜0.30%,Mo:0.01〜0.30%,Cr:0.01〜0.30%,Ni:0.05〜1.00%の一種又は二種以上を含み、式(1)で定義されるC当量を0.25〜0.6%に調整した鋼材を連続鋳造する。仕上げ温度:Ar3変態点以上,巻取り温度:600〜450℃の熱間圧延、酸洗、冷延率:10〜75%の冷間圧延を経て、高強度化した冷延鋼帯が製造される。冷延鋼帯を素材とて幅方向両端部を溶接することにより、タッピング性に優れた高強度電縫鋼管製自動車用フレーム材が得られる。
C当量=C+1/6Mn+1/24Si+1/5Cr+1/4Mo+1/14V+1/40Ni・・・(1)
(もっと読む)
パイプなどの金属板部材を特に排気システム用のハウジングポートなどの金属鋳物部材に接合する方法
金属板部材(3)を金属鋳物部材(5)に接合するための方法が開示されている。本発明の方法によれば、金属板部材(3)と他の部材(5)はパルス溶接プロセスで互いに溶接される。前記方法は特に金属板のパイプ(3)が金属鋳物ハウジング(13)のポート(12)に溶接されることを可能にする。前記利点は排気マニホールド(3)及び、ターボチャージャ(5)などの排気ユニットを備えた排気システムのために用いることができる。 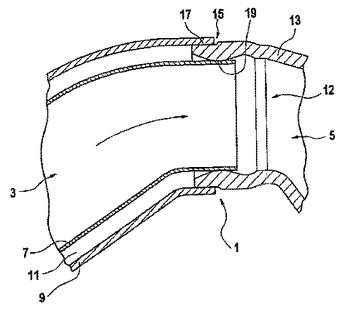 (もっと読む)
(もっと読む)
41 - 47 / 47
[ Back to top ]