
Fターム[4E082BA04]の内容
Fターム[4E082BA04]に分類される特許
81 - 100 / 130
ステッチパルス溶接装置

【課題】溶接ビードの形状を事前に確認でき、意図通りのビード形状を形成できるステッチパルス溶接装置を提供する。
【解決手段】予め設定された溶接条件に基づき、溶接トーチを停止した状態でアークを発生させ、溶接時間の経過後にアークを停止した後、溶接トーチを溶接進行方向に所定の移動ピッチだけ離間したアーク再開始点に移動させてアークを再発生することを繰り返しながら1回のアーク発生で形成される溶接痕であるウロコを重ね合わせてワーク上に溶接ビードを形成するステッチパルス溶接装置1において、溶接条件Tcとウロコ直径値Srとの対応関係を予め記憶した溶接条件データベース部21と、溶接条件Tcを入力として溶接条件データベース部21からウロコ直径値Srを算出するウロコ直径算出部22と、溶接ビードの形状情報Ydを操作手段TPの表示部41に表示する表示処理部24と、を備えた。
(もっと読む)
アーク溶接装置

【課題】 遠隔制御機と溶接電源との間の距離が長くなると接続線のインピーダンスが高くなり、起動信号等に外部からノイズが重畳して溶接電源が異常停止することがある。
【解決手段】 溶接電源、遠隔制御機、ワイヤ送給機及び溶接トーチを備えた装置において、遠隔制御機にインチングスイッチと溶接電源からの交流電圧の正又は負電圧をクランプする2つのクランプ回路と溶接電圧設定値及びワイヤ送給量設定値を電流に変換する2つの変換回路と2つの電流信号を交流電圧の正又は負の半周期ごとに出力する電流指令切換回路とを備え、溶接電源に交流電圧発生回路と交流電圧の正がクランプされると溶接電源等を起動する起動判別回路と負がクランプされるとワイヤ送給機を起動するインチング判別回路と電流指令切換信号を交流電圧の正の半周期のとき溶接電圧指令信号とし負の半周期のときワイヤ送給量指令信号とする指令信号生成回路とを備えたアーク溶接装置。
(もっと読む)
パルスアーク溶接制御方法
【課題】アーク長を周期的に変化させるパルスアーク溶接方法において、ブローホール低減効果をより大きくすること。
【解決手段】ピーク期間中のピーク電流の通電とベース期間中のベース電流の通電とをパルス周期として繰り返して通電し、溶接電圧値Vwが電圧設定値Vsと略等しくなるようにアーク長制御を行うパルスアーク溶接制御方法において、切換信号Stcに同期して電圧設定値Vsを周期的に変化させることによってアーク長Laを周期的に変化させ、かつ、切換信号Stcに同期してパルスパラメータPsを変化させ、かつ、切換信号Stcが変化してからアーク長Laの過渡変化が略収束した時点で送給速度Fsを変化させる。これにより、アーク力が大きく変化して溶融池の揺動作用が激しくなるので、ブローホール低減効果が大きくなる。
(もっと読む)
溶接アーク制御方法
【課題】溶接アーク制御により安定した入熱制御が可能で、高い溶接品質が確保できる溶接アーク制御方法を提供する。
【解決手段】溶接アークを制御する外部特性を外部からの指示で定電圧特性または定電流特性にパルス状に可変させ、変動するアーク電圧に応じて出力電流を変化させる。
(もっと読む)
パルスアーク溶接方法
【課題】 パルスアーク溶接において、シールドガスの混合比率が変動しても安定したアーク状態を維持すること。
【解決手段】 ピーク期間Tp中のピーク電流の通電とベース期間中のベース電流の通電とを1パルス周期Tfとして繰り返して溶接するパルスアーク溶接方法において、ピーク期間Tpは、第1ピーク電流Ip1を通電する第1ピーク期間Tp1及び第1ピーク電流Ip1よりも小さな値の第2ピーク電流Ip2を通電する第2ピーク期間Tp2から形成され、第1ピーク期間Tp1及び第1ピーク電流Ip1を、シールドガスの混合比率が基準比率から所定範囲で変化してもアーク陽極点が溶滴の上部に形成される値に設定し、第2ピーク期間Tp2及び第2ピーク電流Ip2を、パルス周期Tfごとに1つの溶滴が移行し、かつ、アンダーカットのないビード形状が形成される値に設定する。
(もっと読む)
溶接電源
【課題】消耗電極アーク溶接において、真のアーク電圧を算出することによって高精度なアーク長制御を実現する。
【解決手段】出力電圧Voの瞬時値を検出して電圧検出値Vdを出力する電圧検出手段VDと、溶接電流Iwの瞬時値を検出して電流検出値Idを出力する電流検出手段IDと、短絡期間中の電圧検出値Vd及び前記電流検出値Idを入力として外部抵抗値Ro=Vd/Idを算出する外部抵抗値算出部ROと、アーク電圧の瞬時値をVa=Vd−(Ro・Id)によって算出するアーク電圧算出部VAと、アーク電圧設定値Varを出力するアーク電圧設定部VARと、算出されたアーク電圧Vaがアーク電圧設定値Varに略等しくなるように溶接電源の出力を制御する出力制御部EI、PMと、を備えた溶接電源である。これにより、配線抵抗及びワイヤ突出し部抵抗が変化しても良好なアーク長制御を行うことができる。
(もっと読む)
パルスアーク溶接制御方法およびパルスアーク溶接装置
【課題】アルミなどの固有抵抗率の低い材質では、溶接始端部は定常溶接期間と同条件では入熱不足となり溶け込み不足が発生しまう。また、溶接終端部におけるクレータの発生を軽減することは、溶接電圧とワイヤ送給速度の制御により可能であるが、定常溶接期間の溶接電圧とワイヤ送給速度からエンド溶接期間の溶接終了点にかけてエンド溶接期間の溶接電圧とワイヤ送給速度になるように調整するだけではクレータ状態を安定して形成することができない可能性がある。
【解決手段】設定される溶接ワイヤの材質あるいは被溶接物の材質に応じて、スタート溶接期間およびエンド溶接期間では定常溶接期間とは異なるパルス電流波形により溶接を行うことで良好な溶接品質を実現することができる。
(もっと読む)
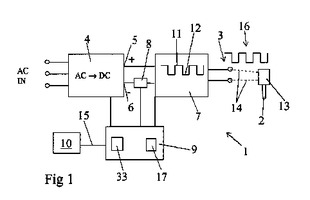
溶接用電源
溶接用電極(2)に電流を供給するための溶接用電源(1)と、かかる溶接用電源を制御するための方法及びコンピュータプログラムについて説明する。溶接用電源(1)は、溶接用電源(1)からの電流を出力するための出力部(3)と、溶接用電源(1)を制御するための制御ユニット(9)とを含む。制御ユニット(9)は、正の最高値(Imax+)を有する正電流パルス(11)と、負の最高値(Imax−)を有する負電流パルス(12)との一連の交流形態で出力部(3)に電流を供給し、尚且つ、正電流パルス(11)と負電流パルス(12)との切替えを行う前に、負の最高値(Imax−)から負の切替値(Ix−)に、正の最高値(Imax+)から正の切替値(Ix+)に、それぞれ、電流パルスの電流を下げるため、溶接用電源(1)を制御するように構成されている。制御ユニット(9)は、出力部からの電流と、第1設定点とに応じて、電流パルスの電流と、負の切替値(Ix−)と正の切替値(Ix+)の少なくとも一つのレベルと、を下げる時点の少なくとも一つに関して溶接用電源(1)を制御するように構成されている。
 (もっと読む)
(もっと読む)
消耗電極式ガスシールドアーク溶接制御装置及び溶接制御方法
【課題】溶接中に溶接条件を変化させた場合及びワイヤ突出し長さが変化した場合においても、正確に溶滴の離脱を検出できる溶接制御装置及び溶接制御方法を提供する。
【解決手段】消耗電極式ガスシールドアーク溶接において、溶接電圧又はアーク抵抗の2階微分値を求め、この2階微分値を基に、溶滴の離脱又はその離脱直前を検出する。そして、溶滴離脱又はその直前を検出した後、直ちに、検出時の電流より低い所定電流に切替える。
(もっと読む)
非消耗電極アーク溶接方法
【課題】非消耗電極アーク溶接において、明瞭なリップルパターンの溶接ビードを形成した上で、リップルパターンごとの溶け込みの変動を抑制し、熟練技能を有しない溶接作業者によっても容易に手動溶接を行うことができるようにする。
【解決手段】本発明は、第1電流波形Iaと第2電流波形Ibとを低周波で切り換えて溶接電流Iwを通電し、前記第1電流波形Iaは平滑された直流波形であり、前記第2電流波形Ibはその振幅が振動する波形であり、前記第1電流波形Iaの平均値と前記第2電流波形Ibの平均値とが略等しい非消耗電極アーク溶接方法である。。また、前記第2電流波形Ibは、矩形波、三角波又はサイン波状に振動する波形である。
(もっと読む)
パルスアーク溶接制御方法
【課題】消耗電極パルスアーク溶接において、陰極点のふらつきに伴って溶接電圧Vwに重畳する長期間異常電圧を除去して良好なアーク長制御を行うこと。
【解決手段】パルス波形の溶接電圧Vwを検出しこの溶接電圧検出値をパルス波形の基準電圧波形からの所定変動幅Vc±ΔVc内で制限して溶接電圧制限値Vftを算出し、前記基準電圧波形は前記溶接電圧制限値Vftを移動平均して生成した電圧波形に自動的に更新し、前記溶接電圧制限値Vftを平均化した溶接電圧制限平均値が予め定めた電圧設定値と略等しくなるように溶接電源の出力を制御するパルスアーク溶接制御方法において、前記溶接電圧検出値Vwの平均値Vavを算出し、この溶接電圧平均値の上昇率Bvが基準上昇率Bt1に達したときは前記基準電圧波形の更新を中断し、その後に前記溶接電圧平均値の減少率Bvが基準減少率Bt2に達したときは前記基準電圧波形の更新を再開する。
(もっと読む)
プラズマMIG溶接のパルス波形制御方法
【課題】 プラズマMIG溶接のアルミ溶接において、被加工物の入熱量の過多をなくして、アルミニウム及びアルミニウム合金の組織の劣化及び割れを防止すること。
【解決手段】 溶接ワイヤを予め設定した送給速度で送給し、溶接ワイヤに第1のピーク電流の通電と第1のベース電流の通電とを1周期とし通電を繰り返してMIGアークを発生させると共に、プラズマノズルに第2のピーク電流の通電と第2のベース電流の通電とを1周期とし通電を繰り返してプラズマアークを発生させるプラズマMIG溶接のパルス波形制御方法において、プラズマアークは、第1のピーク電流通電中に第2のベース電流を通電し、第1のベース電流通電中に前記第2のピーク電流を通電して、アルミニウム及びアルミニウム合金の組織の劣化及び割れを防止するプラズマMIG溶接のパルス波形制御方法である。
(もっと読む)
パルスアーク溶接の出力制御方法
【課題】 所望の傾きを有する溶接電源の外部特性を形成してパルスアーク溶接を行う場合において、アーク長が大きく変動したときの過渡応答性を改善することを目的とする。
【解決手段】 本発明は、傾きKs及び溶接電流基準値Is及び溶接電圧基準値Vsによって設定された溶接電源の外部特性を形成するパルスアーク溶接の出力制御方法において、溶接中の溶接電圧平均値Vaを検出し、この溶接電圧平均値Vaと前記溶接電圧基準値Vsとの偏差ΔVを算出し、この偏差ΔVが予め定めた基準値ΔVt以上のときは前記傾きKsを小さく(Ks1→Ks2)なるように変化させて外部特性を形成する、ことを特徴とするパルスアーク溶接の出力制御方法である。
(もっと読む)
アーク溶接方法
【課題】十分なビード幅及び高さを得るとともに母材に対する深い溶け込みを得て、高品質の溶接を行う。
【解決手段】溶接トーチ14をウィービングにより周回させて、上板の第1部材30と第2部材32との境界34に沿って+Z方向に向かって溶接を行う。1周期のウィービングは、教示点P1、P2、P3及びP4で指定される一巡経路である。ウィービングの1周期の間で、最初の第1移動区間40aでは直流、次の第2移動区間40bでは交流、第3移動区間40cでは交流、及び最後の第4移動区間40dでは交流となるように電流を切り替えながら溶接を行う。
(もっと読む)
溶接プロセスを実施するための溶接方法
本発明は、溶接プロセスを実施しかつ監視するための溶接方法に関するものであって、その場合に制御装置(4)を介して電流源(2)と溶接ワイヤ(11)のための送り装置(10)とが制御され、かつその場合に溶接プロセスの間、アークの特性量から少なくとも1つのコントロール量が測定ないし計算される。異なる長さを有する第1と第2のタイムインターバル(102)と、特性量(100)の値を求めるためのサンプリングレートが定められた後に、各サンプリングに伴って特性量(100)の値が記憶され、それに基づいて時点(40)において制御装置によって、時点(40)に対して時間的に前のタイムインターバル内にある、記憶されている特性量の値から、コントロール量として第1の平均値(106)と第2の平均値(107)が計算され、それに基づいて、第1のタイムインターバル(101)の第1の平均値(106)から上方および下方の限界値(104、105)が計算され、それに基づいてコントロール量が上方および下方の限界値(104,105)と比較される。  (もっと読む)
(もっと読む)
電源装置
【課題】出力電流の過渡特性が高性能特性を持つ電源装置を提供する。
【解決手段】
直流を方形波交流に変換する機能と極性切替え出力する機能を有する極性切り替え手段と極性指令制御回路とを備えた電源であって、負荷に対して直列接続となるように,正極出力側及び負極出力側に夫々第1のリアクトル及び第2のリアクトルを設け,第1および第2のリアクトルに直列に,磁束加算するよう電流方向が合致する極性で電流検出手段を接続し,極性切替え直後の出力電流の跳ね上がりを抑制した電源装置。
(もっと読む)
アーク溶接制御方法及びアーク溶接機
【課題】 消耗電極式アーク溶接の溶接制御方法において、アーク切れを防止し、スパッタの発生を減少させることにより、溶接品質の向上と溶接作業性を向上することを目的とする。
【解決手段】 短絡状態からアークが再発生した時点を時間起点として予め設定した第1ア−ク制御時間の間、出力電流を予め設定した第1アーク制御設定電流値に制御し、溶接出力電圧の微分値が予め設定された第1短絡制御判定値より大きくなると、溶接電源の出力をOFFする
ことを特徴とする消耗電極式アーク溶接制御方法を用いる。
(もっと読む)
消耗電極アーク溶接の溶接終了制御方法
【課題】 消耗電極アーク溶接のアンチスティック制御時のスパッタ発生を抑制する。
【解決手段】 本発明は、消耗電極アーク溶接を行っているときに、溶接電源に溶接終了信号Onが入力されると送給モータは慣性によって減速して停止し、この慣性期間Tk中の予め定めた切換タイミングに溶接電流Iwをパルス電流に切り換えて通電して溶接を終了する消耗電極アーク溶接の溶接終了制御方法において、前記溶接終了信号Onが入力される以前の溶接中に短絡と短絡との間のアーク期間Taの平均値である平均アーク時間を算出し、この平均アーク時間に0.3〜0.7の範囲で所定の係数を乗じて切換遅延時間Tdを算出し、前記パルス電流への切換を、前記切換タイミングが経過した後にアーク期間か始めて前記切換遅延時間Tdに達した時点で行う。
(もっと読む)
パルスアーク溶接のアーク長制御方法
【課題】パルスアーク溶接の溶接電圧に重畳する異常電圧を除去する。
【解決手段】本発明は、ピーク期間中のピーク電流及びベース期間中のベース電流の通電を1パルス周期とし、溶接電圧検出値を基準電圧波形からの変動範囲内に制限して溶接電圧制限値を算出し、この溶接電圧制限値に基づいてパルス周期を変化させて出力制御し、ピーク期間中の溶接電圧制限値を移動平均してピーク電圧移動平均値を算出し、ベース期間中の溶接電圧制限値を移動平均してベース電圧移動平均値を算出し、前記基準電圧波形をピーク電圧移動平均値及びベース電圧移動平均値によって設定するパルスアーク溶接のアーク長制御方法において、出力制御によってパルス周期Tfが短くなりベース期間がなくなったときは、ベース電圧移動平均値Vbrを各パルス周期Tfの終了時点での溶接電圧制限値Vefの移動平均値として算出する。
(もっと読む)
構造物の肉盛溶接装置及びそれを用いた肉盛溶接方法
【課題】垂直又は斜めに設けられた大型構造物の内面に短時間でしかも均質な肉盛溶接層を形成できる構造物の肉盛溶接装置及びそれを用いた肉盛溶接方法を提供する。
【解決手段】中空長尺で大型の構造物の内面11に支持金具12を介して周方向に取付けられた枠状の第1、第2のレール13、14と、第1、第2のレール13、14に沿って移動する対となる走行台車15、16に連結された縦ガイド部材17と、縦ガイド部材17に沿って上下動する昇降台車18と、昇降台車18に取付けられ水平方向に進退する水平ロッド部材19と、水平ロッド部材19の一端部の取付け金具20に構造物の内面11の溶接部方向に対して進退機構21及び傾動機構22を介して進退及び傾動可能に設けられた溶接トーチ24と、これらの制御装置25及び溶接トーチ24に溶接ワイヤ26及び電力を供給する溶接機27とを有する。
(もっと読む)
81 - 100 / 130
[ Back to top ]