
Fターム[4E082BA04]の内容
Fターム[4E082BA04]に分類される特許
101 - 120 / 130
消耗電極交流パルスアーク溶接の極性切換制御方法
【課題】 消耗電極交流パルスアーク溶接において、極性切換時に短絡が発生しているときのアーク安定性を良好にする。
【解決手段】 本発明は、電極プラス極性期間Tep中はピーク電流Ip及びベース電流Ibを通電し、電極マイナス極性期間Ten中は電極マイナス電流Inを通電し、前記電極プラス極性期間Tepと前記電極マイナス極性期間Tenとを交互に切り換えて溶接する消耗電極交流パルスアーク溶接の極性切換制御方法において、極性切換に際して、消耗電極と母材とが短絡しているときは短絡が解除されてアークが再発生し予め定めた遅延期間Tdが経過した後に極性切換を行う消耗電極交流パルスアーク溶接の極性切換制御方法である。
(もっと読む)
溶接終了制御方法及びアーク溶接機

【課題】 消耗電極式アーク溶接及び消耗電極式パルスアーク溶接の溶接終了制御方法において、溶接終了時のワイヤ先端の溶滴を安定して適正な大きさに制御し、溶接終了部の溶接品質と溶接作業性を向上すること。
【解決手段】 第1の溶接終了部と第2の溶接終了部の間に、溶接出力電圧供給禁止時間を持ち、第1の溶接終了制御の完了する前から、ピーク電流出力禁止時間の間、ピーク電流の出力を禁止し、第1の溶接終了制御中の溶接出力電圧は、溶接用ワイヤ送給用モータの回転数の関数として設定される溶接終了制御方法。
(もっと読む)
パルスアーク溶接方法
【課題】
炭酸ガス単体又は炭酸ガスを主成分とする混合ガスを用いた消耗電極式アーク溶接において、溶接アークを安定化させ、溶滴の移行規則性を向上させ、スパッタ発生量及びヒューム発生量を大幅に低減できるパルスアーク溶接方法を提供する。
【解決手段】
相互にパルスピーク電流レベル及びパルス幅の異なるパルス波形を有する第1パルスと第2パルスとが交互に繰り返されるパルス電流を溶接電流としてアーク溶接する方法であって、第1パルスのピーク電流Ip1が300〜700A、ピーク期間Tp1が0.3〜5.0ms、ベース電流Ib1が30〜200A、ベース期間Tb1が0.3〜10msであり、第2パルスのピーク電流Ip2が200〜600A、ピーク期間Tp2が1.0〜15ms、ベース電流Ib2が30〜200A、ベース期間Tb2が3.0〜20msである。
(もっと読む)
消耗電極パルスアーク溶接の出力制御方法
【課題】ピーク期間中のピーク電流の通電とベース期間中のベース電流の通電とを1パルス周期として溶接電流を通電して溶接する消耗電極パルスアーク溶接において、アーク長の変動を抑制する。
【解決手段】本発明は、第n回目のパルス周期の開始時点から平均溶接電流値Iavを刻々と算出し、ピーク電圧値Vpを検出し、このピーク電圧値Vpを入力として予め定めた外部特性L3によって平均溶接電流設定値を算出し、ピーク期間に続くベース期間中に平均溶接電流値Iavと平均溶接電流設定値とが等しくなった時点で第n回目のパルス周期を終了し、続けて第n+1回目のパルス周期を開始する消耗電極パルスアーク溶接の出力制御方法である。
(もっと読む)
アーク溶接電源およびその制御方法
【課題】外部環境に溶接異常の原因がある場合に、溶接中に確実に溶接異常を検出することができるアーク溶接電源およびその制御方法を提供する。
【解決手段】
アーク溶接電源1内の溶接出力制御部4に対して溶接電流指令値の出力を開始した後、溶接電流値を検出し、溶接電流値が溶接電流指令値に到達するまでの時間を計測し、到達時間が予め設定された時間を超えた場合に、警告を発する。
あるいは、溶接出力制御部4に対して溶接電流指令値の出力を開始した後、予め設定された時間経過後の溶接電流値を検出し、溶接電流指令値と溶接電流値との差分を算出し、差分が予め設定された値を超えた場合に、警告を発する。
(もっと読む)
消耗電極アーク溶接のくびれ検出制御方法
【課題】 溶滴のくびれを検出してアーク再発生直前に溶接電流Iwを急減させてスパッタを削減するくびれ検出制御方法において、くびれ検出精度を向上させる。
【解決手段】 本発明は、短絡状態Tsからアークが再発生する前兆現象である溶滴のくびれ現象を消耗電極・母材間の抵抗値の変化Δrが予め定めたくびれ検出基準値rtに達したことによって検出し、このくびれ現象を検出(Nd=High)すると短絡負荷に通電する溶接電流Iwを急減させて低電流値の状態てアークが再発生するように出力制御する消耗電極アーク溶接のくびれ検出制御方法において、前記短絡状態Ts中の溶接電流Iwの微分値を算出し、前記くびれ検出基準値rtからこの電流微分値dIw/dtを減算したくびれ検出基準算出値rtcによってくびれを検出する、ことを特徴とする消耗電極アーク溶接のくびれ検出制御方法である。
(もっと読む)
パルスアーク溶接制御方法及びパルスアーク溶接装置
【課題】高い溶接電流域でパルス溶接を行うと、アンダ−カットあるいはスパッタ発生量の増大等により溶接速度を高速化できない。
【解決手段】溶接ワイヤと溶接母材との間にピ−ク電流とベ−ス電流をパルス状に繰り返し供給するパルスアーク溶接制御方法であって、前記溶接ワイヤと前記溶接母材との短絡を検出するとパルス電流の電流波形の立ち上がりの傾きよりも小なる傾きの電流を出力し、短絡開放直前のくびれ現象を検出すると溶接電流を急峻に低減することでスパッタを低減して高速溶接を実現可能とする。
(もっと読む)
消耗電極アーク溶接のくびれ検出時電流制御方法
【課題】短絡移行溶接において、短絡期間Ts中に溶滴のくびれを検出してアーク再発生直前に溶接電流を急減させるくびれ検出時電流制御方法において、溶融池の振動に起因するスパッタの発生を低減する。
【解決手段】本発明は、短絡状態Tsからアークが再発生する前兆現象である溶滴のくびれ現象を消耗電極・母材間の電圧値Vw又は抵抗値の変化によって検出し、このくびれ現象を検出すると短絡負荷に通電する溶接電流Iwを急減させて低くびれ電流値Imに維持し、アークが再発生するとその時点又はそれから所定遅延期間Td経過した時点で溶接電流Iwを低くびれ電流値Imから高アーク電流値Ihまで上昇させてアーク負荷に通電するくびれ検出時電流制御方法において、低くびれ電流値Imから溶融池の振動を小さくする予め定めた傾斜Sを持たせて高アーク電流値Ihまで溶接電流Iwを上昇させる。
(もっと読む)
アーク溶接装置の制御方法およびアーク溶接装置
【課題】 複数の溶接装置により同一の母材へ対して溶接が行われる場合において十分にノイズを除去できず、ネックの誤検出によりスパッタ発生を低減することができないとともに良好な溶接結果を得ることが困難となるという課題を有していた。
【解決手段】 本発明は、溶接電圧の変化量に基づいてネック検知を禁止する機能を有することにより、誤ってネック検知を行うことを防止して正確にネック判定を行うことができ、スパッタ発生を低減することが可能となる。
(もっと読む)
溶接のためのシステム及びその使用方法
プラズマ溶接とMIG(Metal−Inert−Gas)溶接を組み合わせた溶接のための方法が提供される。該システムはプラズマトーチを備える。該プラズマトーチは一定電流の電源装置(49)を備え、非消費プラズマ電極(38)がワークピースに対して負の電位を帯びるようにする。該システムはまた、MIGアークトーチを備える。該ミグアークトーチは、一定電圧の電源装置(48)を備え、溶加ワイヤ(39)がワークピースに対して正の電位を帯びるようにする。プラズマ電極と溶加の間のワイヤ分離体は、好ましくはプラズマ電極(38)をほぼ取り囲むノズル(33)の形をとる。該分離体はガス流を、該プラズマ電極を通して案内する。もしくは補助電源装置がアークを非消費電極(38)と分離体の間に支持する。これにより、主要アークの開始を容易にし、主要アークの開始時の該プラズマトーチへの熱衝撃を防止する。該溶接装置はワークピース(32)に対して移動され、該プラズマアークが該MIGアーク(40)に先行するようにする。 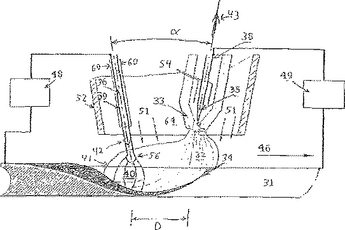 (もっと読む)
(もっと読む)
パルスアーク溶接の出力制御方法
【課題】ピーク期間中のピーク電流の通電とベース期間中のベース電流の通電とを1パルス周期として繰り返すパルスアーク溶接にあって、短絡が発生しても所望の溶接電源の外部特性を形成すること。
【解決手段】本発明は、傾きKs、溶接電流基準値Is及び溶接電圧基準値Vsによって外部特性を設定し、溶接電圧vo及び溶接電流ioを検出し、第n回目のパルス周期の開始時点から積分値Svb=∫(Ks・io−Ks・Is+Vs−vo)・dtを演算し、ピーク期間に続くベース期間中の積分値Svbが零以上になった時点で第n回目のパルス周期を終了することによって外部特性を形成するパルスアーク溶接の出力制御方法において、短絡期間中の積分値Svbの演算には、短絡解除電流が重畳しない溶接電流ih及びアークが発生しているとしたときの溶接電圧vhを使用する。
(もっと読む)
アークブロー対策制御方法及び消耗電極式パルスアーク溶接装置
【課題】アークブローの前兆のような弱い状態においても、本格的な強い状態のアークブローが発生した状態においても対応できるアークブロー対策制御方法及びアーク溶接装置を提供することを目的とする。
【解決手段】溶接ワイヤを送給して所定のピーク電流とベース電流とを繰り返し通電して溶接を行う消耗電極式パルスアーク溶接において、アークが発生しているときのベース電流期間中に溶接電圧が予め設定している溶接電圧基準値を上回る場合にはアークブローが発生したと判断し、溶接電圧の前記溶接電圧基準値からの上昇値に応じた電流を前記ベース電流に上乗せしてアークブローを抑制し、アークブロー発生中に溶接電圧が前記溶接電圧基準値を下回った場合にはアークブローが解消したと判断してベース電流を通常値に戻すものである。
(もっと読む)
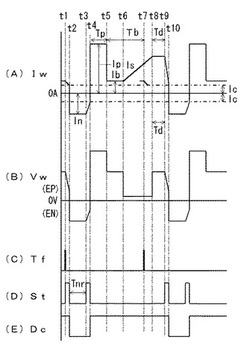
交流アーク溶接のアークスタート制御方法
【課題】消耗電極交流アーク溶接のアークスタート性能を向上させること。
【解決手段】本発明は、アークスタートに際して初期送給速度Fiで溶接ワイヤを送給すると共に電極プラス極性のみで直流溶接電流Idcを通電する直流アーク溶接を数百msの初期期間Tdc中行い、その後は交流溶接電流が通電する交流アーク溶接に切り換えると共に送給速度Wfを初期送給速度Fiから定常送給速度Fcへ所定のスロープSfて切り換えて溶接を行い、初期送給速度Fiを直流溶接電流値Idcが交流溶接電流平均値Iavと略等しくなるように設定し、初期期間Tdcを直流アーク溶接によるビード形状が交流アーク溶接によるビード形状と略同一になるように設定し、スロープSfを直流溶接電流Idcから交流溶接電流へと切り換えたときのワイヤ溶融速度の変化率に略比例する値に設定する。
(もっと読む)
アーク溶接方法および装置
【課題】アークねらい機能の付加と同時に、高周波ノイズの軽減と、速やかな所望電流値への移行性能を確保するアーク溶接方法および装置を提供すること。
【解決手段】先ず主電極の先端部位を母材の被溶接部位に接近させ、局部照明を目的とした微小電流によるアークを高周波電圧による起動で発生させる。主電極の先端部位と母材の被溶接部位の間を光線で結ぶことで主電極のスタート位置を確定し、該アークを主電流アークに移行させて溶接するアーク溶接方法とした。高周波電圧発生期間は溶接スタートから休止迄の期間内での一回の最短時間のみであり、溶接スタートから休止を経て再スタートまでの期間は微小電流アークを継続しているため、再スタート時には高周波電圧による起動が不要であるから高周波障害が軽微である。
(もっと読む)
パルスアーク溶接のアーク長制御方法
【課題】ピーク電流及びベース電流から成るパルス波形の溶接電流をアークに通電すると共に、消耗電極と母材との間のパルス波形の溶接電圧Vwを検出し、この溶接電圧検出値を基準電圧波形からの所定変動幅Vc±ΔVc内で制限して溶接電圧制限値Vftを算出し、この溶接電圧制限値Vftを平均化した溶接電圧制限平均値が予め定めた電圧設定値と略等しくなるように溶接電源の出力を制御してアーク長を適正値に維持するパルスアーク溶接のアーク長制御方法において、上記の変動幅ΔVcを適正値に設定する方法を提供する。
【解決手段】本発明は、上記の変動幅ΔVcを、アーク発生期間中の溶接電流値を入力として予め定めた電流変動幅関数によって変化させるパルスアーク溶接のアーク長制御方法である。
(もっと読む)
パルスアーク溶接のアーク長制御方法
【課題】溶接電圧Vwの平均値が電圧設定値と略等しくなるように溶接電源の出力を制御してアーク長を適正値に維持するパルスアーク溶接のアーク長制御方法において、溶接電圧Vwに重畳する異常電圧を効率よく除去して精密なアーク長制御を行うこと。
【解決手段】本発明は、ピーク立上り期間Tupから溶接電圧Vwの積分を開始し、ピーク立下り期間Tdwの終了時点でのピーク期間積分値Spを算出し、このピーク期間積分値Spを変動積分範囲Sc±ΔSc内に制限してピーク期間積分制限値Spfを算出し、ベース期間Tb中は溶接電圧Vwを変動電圧範囲Vbc±ΔVbc内に制限して溶接電圧制限値Vftを算出し、ベース期間Tbから溶接電圧制限値Vftを積分し、この積分値とピーク期間積分制限値Spfとの加算値によって溶接電圧Vwの平均値を算出して溶接電源の出力を制御する。
(もっと読む)
亜鉛系めっき鋼板の高速ガスシールドアーク溶接方法
【課題】 亜鉛系めっき鋼板の高速ガスシールドアーク溶接において、アークの安定性に優れ、スパッター発生量が少なく、溶接金属部での欠陥発生を抑制し、継手の引張強さ、疲労強度が高い信頼性ある継手を作製することが可能な、実操業に適した安定した技術を提供することを目的とする。
【解決手段】 溶接速度が0.8〜1.7m/分の亜鉛系めっき鋼板の高速ガスシールドアーク溶接方法において、シールドガスとしてアルゴンに10〜25%の炭酸ガスが添加されたガスあるいはアルゴンに2〜6%の酸素ガスが添加されたガスを用い、溶接ワイヤ直径に応じて、1パルス当たりの平均ピーク電流Ip、平均時間幅Tp、平均ベース電流Ibが所定範囲を満足する矩形波パルスが周期的に印可された電流波形に制御し、溶接トーチの先端を溶接線方向に、振動変位:3〜7mm、振動周波数:5〜40Hzで振動させながらアーク溶接を行う。
(もっと読む)
アーク溶接装置
【課題】ケーブルの繋替えを行わずにパルスアーク溶接とショートアーク溶接の両方で高品質な溶接ができるアーク溶接装置を提供する。
【解決手段】一次整流回路3の出力を高周波に変換するスイッチング部11と、スイッチング部11の出力をアーク用電圧に変換する変圧器12と、変圧器12の出力を整流する二次整流回路13と、二次整流回路13に接続された直流リアクトル14と、スイッチング部11を制御する溶接出力制御手段4とを備えたアーク溶接装置1において、一次整流回路3の出力を高周波に変換するスイッチング部21と、スイッチング部21の出力をアーク用電圧に変換する変圧器22と、変圧器22の出力を整流する二次整流回路23と、二次整流回路23に接続され直流リアクトル14より小容量の直流リアクトル24とを備え、溶接出力制御手段4は、スイッチング部11およびスイッチング部21を個別に制御する。
(もっと読む)
アーク溶接制御方法及びアーク溶接装置
【課題】アーク溶接において、アーク発生時に溶融プールが存在しないため、スパッタ発生及びスパッタ付着が多い。
【解決手段】母材と電極との間に溶接電流を制御しながら供給してアークを発生させて溶接を行うアーク溶接制御方法であって、アークスタート時にパルス制御37により1以上のパルス波状の電流を供給して前記母材に最初に形成する溶融プールを離脱移行によって形成し、パルス波状の電流を供給した後にパルス制御37から短絡制御36に切り替えるものである。また、アーク溶接ロボットのアーム先端に電極を搭載し、アークスタート時に前記アーム先端を引き上げるリフトアップスタート時に上記制御を行うものである。
(もっと読む)
溶接、切断または加熱用電源とその制御方法
【課題】手動または自動でリンクを設けずに、大容量の変圧器を必要とせずに、所定範囲内の入力電圧を受け、インバータを用いた溶接用電源を提供する。
【解決手段】広範囲の入力電圧を受け、AC入力をDC信号に整流する入力整流器101を有する電源であり、DC電圧ステージ102はDC信号を所望のDC電圧に変換し、インバータ103はDC信号を第二AC信号に変換する。出力変圧器T3は第二AC信号を受け溶接用に適した大きさの電流を有する第三AC信号を供給する。溶接用電流は出力インダクタL4および出力整流器D12、D13により整流され平滑され得る。コントローラ104は制御信号をインバータと補助電源コントローラ105に供給する。補助電源コントローラ105は所定範囲の入力電圧を受け制御電力信号をコントローラ104に供給できる。
(もっと読む)
101 - 120 / 130
[ Back to top ]