
Fターム[4E084AA41]の内容
溶接用非金属材料(フラックス) (4,852) | フラックス成分系 (1,623) | 固着剤、粘結剤 (32)
Fターム[4E084AA41]に分類される特許
21 - 32 / 32
1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属、コークドラムおよびボンドフラックス
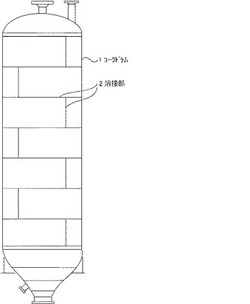
【課題】 ソリッドワイヤとボンドフラックスとを組み合わせてサブマージアーク溶接で多層盛溶接された溶接金属の短時間から長時間にわたる応力除去を行った後においても母材との強度的ミスマッチングがなく、高靭性が得られるとともに溶接欠陥のない高品質な1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属を提供する。
【解決手段】 ソリッドワイヤとボンドフラックスとを組み合わせてサブマージアーク溶接で多層盛溶接される溶接金属において、溶接金属全質量当り、質量%で、C:0.06〜0.12%、Si:0.15〜0.30%、Mn:0.60〜1.10%、Cr:1.10〜1.45%、Mo:0.45〜0.60%を含有し、O:0.022%以下、N:0.008%以下で、残部はFeおよび不可避不純物であることを特徴とする1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属。
(もっと読む)
高セルロース系被覆アーク溶接棒

【課題】初層ルートパス溶接においてもショートが発生しにくく、下進溶接における溶接作業性に優れ、更に、溶接部に欠陥が生じにくいため、優れた機械的性能を有する溶接金属を得ることができる高セルロース系被覆アーク溶接棒を提供する。
【解決手段】被覆剤を軟鋼心線外周に被覆してなる高セルロース系溶接棒において、被覆剤は被覆剤全質量あたりMgO:0.1乃至10質量%、酸化鉄:5乃至20質量%、TiO2:5乃至15質量%、Fe:5乃至15質量%、炭酸塩化合物(CO2換算値):0.5乃至5.0質量%、Al2O3:0.3乃至5.0質量%、ZrO2:0.3乃至5.0質量%、セルロース:20乃至40質量%を含有し、更に、水ガラス、硅酸鉱物、金属Si、又はSi合金としてSiO2換算値:10乃至30質量%を含有し、更に、Mn:2乃至10質量%を含有し、被覆剤の心線に対する被覆率が溶接棒全質量あたり12乃至21%である。
(もっと読む)
直流電源溶接機用低水素系被覆アーク溶接棒
【課題】 0.2%耐力が830MPa以上の高張力鋼の溶接において、溶接金属の耐割れ性と低温靱性が優れた溶接構造物を得ることのできる、直流電源溶接機用低水素系被覆アーク溶接棒を提供する。
【解決手段】 溶接棒全質量に対する質量%で、C:0.05〜0.15%、Si:0.3〜2.5%、Mn:0.5〜2.5%、Ni:1.0〜5.0%、Ti:0.30%超〜0.80%以下、Al:0.002〜0.08%、Cr:0.02〜0.20%を含有し、残部がFe、アーク安定剤、スラグ生成剤、粘結剤および不可避的不純物からなり、前記スラグ生成剤には、少なくとも金属炭酸塩および金属弗化物を、被覆剤全質量に対する質量%で、金属炭酸塩:30〜60%、金属弗化物:11〜23%含有し、溶接棒全質量に対する被覆剤質量で表される被覆率が25〜45質量%であることを特徴とする。
(もっと読む)
被覆アーク溶接棒用Mg合金粉および低水素系被覆アーク溶接棒
【課題】溶接金属の低温靭性が良好で、かつ溶接作業性を満足しつつ、被覆剤の耐脱落性に優れる被覆アーク溶接棒用Mg合金粉およびこれを使用した低水素系被覆アーク溶接棒を提供する。
【解決手段】被覆アーク溶接棒を製造する際に被覆剤に添加されるMg合金粉であって、Mgを13〜36質量%、Siを33〜56質量%、Feを15〜45%質量%含有し、かつ平均粒径が50〜200μmであることを特徴とする。またこのMg合金粉を、被覆剤全質量に対して3〜17質量%含有する低水素系被覆アーク溶接棒。
(もっと読む)
低温用鋼のサブマージアーク溶接用フラックスおよびその溶接方法
【課題】低温液体用貯槽タンクの建造材料等に使用される5.5%Ni鋼や9%Ni鋼などの溶接において、従来の下向、水平すみ肉および横向姿勢溶接に加え、立向姿勢溶接が可能な低温用鋼溶接用サブマージアーク溶接用フラックスおよびその溶接方法を提供する。
【解決手段】低温用鋼の溶接に用いるサブマージアーク溶接用フラックスにおいて、フラックス全質量に対する質量%で、Al2O3:31〜60%、CaF2:10〜40%、SiO2:1〜10%、Na2O:0.1〜5%、金属Al:0.1〜5%を含有し、その他はCaCO3、CaO、MgO、金属Mnおよび不可避不純物であることを特徴とする低温用鋼のサブマージアーク溶接用フラックス。また、Niを60質量%ワイヤと前記フラックスを組合せて溶接することを特徴とする低温用鋼のサブマージアーク溶接方法。
(もっと読む)
高強度Cr−Mo鋼の溶接金属
【課題】近年の発電プラント、化学プラント等の高温高圧環境下で使用されるCr−Mo系低合金耐熱鋼容器の溶接金属に対する靭性および焼戻し脆化特性の改善要求に対応できる高強度Cr−Mo鋼の溶接金属の提供。
【解決手段】被覆アーク溶接によって形成される溶接金属において、C:0.04〜0.10質量%、Si:0.15〜0.5質量%、Mn:0.5〜1.0質量%、Cr:2.00〜3.25質量%、Mo:0.9〜1.2質量%、Nb :0.01〜0.03質量%、V:0.2〜0.7質量%、B:0.003質量%以下(0質量%含む)、およびO:0.02〜0.05質量%を含有し、残部がFeおよび不可避的不純物からなり、溶接金属原質部のみから電解抽出される残渣におけるCr析出量が0.3質量%未満、かつNb析出量が0.005%以上であることを特徴とする。
(もっと読む)
被覆アーク溶接棒用鉄粉および仮付け用被覆アーク溶接棒
【課題】 良好な溶接作業性を保有し、電撃防止装置付き溶接機での再アーク性が極めて良好であり、電撃防止装置のない溶接機での溶接後における耐サイドアークをも満足する仮付け溶接棒を提供する。
【解決手段】 被覆アーク溶接棒を製造する際に被覆剤に添加される鉄粉であって、コーティングされた鉄粉の質量に対する割合で有機物粉末2〜25質量%を、固質量に換算して0.3〜8.0質量%の水溶性高分子材料または水分散型高分子材料の1種または2種以上を固着剤として該鉄粉表面にコーティングする。また軟鋼または低合金鋼からなる心線に被覆剤が塗装されている被覆アーク溶接棒において、上記の鉄粉を被覆剤全質量あたり30〜60質量%含有させる。
(もっと読む)
高温強度と靭性に優れた耐火構造用溶接継手
【課題】 溶接方法によらず、溶接継手全体として、700〜800℃までの温度における耐火性に優れ、かつ、構造物の安全性を確保し得る靭性を有する耐火構造用溶接継手を提供する。
【解決手段】 鋼材と溶接金属の化学組成を適正範囲に限定した上で、溶接金属の化学組成について、Nb当量=Nb%+0.47Mo%+0.25W%+0.65V%+0.4Ta%+0.2Zr%の式で定義されるNb当量を0.05〜1%とし、かつ、固溶Nbと固溶Vとの合計量を0.005〜0.1%とすることにより、溶接継手全体として、700〜800℃までの高温強度と低温靱性とを同時に確保する。
(もっと読む)
ガスシールドアーク溶接用セラミックバックアップ材
【課題】 従来型バックアップ材の化学組成と多孔質が原因で起こる諸々の欠陥発生を根本的に解決し、特に有機性防水剤や釉薬を用いること無く、空隙(気孔)率が極めて低く、高い防湿防水能力を有し、且つ品質の高い溶着金属が確保できる溶接用セラミックバックアップ材を提供する。
【手段】 本発明によるガスシールドアーク溶接用セラミックバックアップ材は、化学成分の重量含有率が、SiO2:30〜55%、Al2O3:30〜50%、Fe2O3:0.1〜1.5%、MgOおよび/またはCaO:3〜17%、Na2Oおよび/またはK2O:0.8〜5.0%、TiO2および/またはZrO2:0.5〜5.0%であり、その空隙率が15%以下であることを特徴とする。
(もっと読む)
9%Ni鋼用被覆アーク溶接棒
【課題】 LNG貯蔵タンク用9%Ni鋼の溶接に使用されるNi基合金の溶接に係わり、高強度・高靱性で、耐割れ性及び耐ブローホール性に優れる溶接金属が得られる被覆アーク溶接棒を提供する。
【解決手段】 9%Ni鋼用被覆アーク溶接棒において、Ni基合金を心線とし、心線と被覆剤の一方または両方の含有量についての質量%の下式に示す心線質量%換算で、C:0.05〜0.20%、Si:0.07〜0.6%、Mn:1〜4%、Ni:60〜75%、Cr:16〜18%、Mo:1.0〜3.5%、NbおよびTaの1種または2種の合計:1.0〜3.5%、W:0.005〜0.50%を含むことを特徴とする。
心線質量%換算=心線中の含有量%+被覆剤中の配合比%×被覆率%/100
(もっと読む)
溶接金属の靱性に優れた大入熱サブマージアーク溶接方法。
【課題】 鋼板を溶接入熱でおおよそ600kJ/cm以下の片面1パス大入熱サブマージアーク溶接するに際して、溶接金属の表面側から裏面側までの全厚み範囲で靭性が均一であり、かつ高い靭性が得られる溶接方法を提供する。
【解決手段】 板厚が50mm以上の鋼板を400kJ/cm以上の溶接入熱で片面1パスサブマージアーク溶接する際に、質量%で、C:0.02〜0.2%、Si:0.01〜1%、Mn:0.1〜2.5%、Al:0.002〜0.1%、N:0.001〜0.015%を含有する鋼板を、特定組成のフラックスと、C:0.02〜0.2%、Si:0.01〜1%、Mn:0.5〜2.5%、Mo:0.1〜3%、Ni:1〜6%、Al:0.002〜0.1%、Ti:0.005〜0.3%、N:0.001〜0.015%含有する溶接ワイヤを用いて溶接する大入熱サブマージアーク溶接方法。
(もっと読む)
粉末の射出成形により溶加材溶接棒を製造する方法
【課題】 チタンアルミナイド及び高ガンマプライムニッケル系超合金を製造するための方法を提供する。
【解決手段】 溶加材組成物から成る溶加材溶接棒(58)は、金属粉末の塊を提供することと、金属粉末を一時熱可塑性結合剤と混合し、射出成形可能な混合物(48)を形成することと、その後、熱可塑性結合剤の熱可塑温度より高い射出成形温度で、射出成形可能な混合物(48)を射出成形し、射出成形棒を形成することにより製造される。射出成形棒から、余分な熱可塑性結合剤が除去される。その後、射出成形棒は、焼結され、焼結の工程中に一時熱可塑性結合剤が除去された溶加材溶接棒(58)が形成される。
(もっと読む)
21 - 32 / 32
[ Back to top ]