
Fターム[4E089EE02]の内容
Fターム[4E089EE02]に分類される特許
1 - 20 / 77
プレス機械の電源装置
油圧プレス装置の制御方法
プレス機械の制御方法
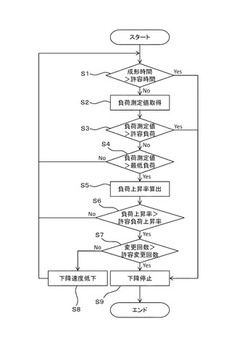
【課題】プレス機械本体や金型が過負荷により破損することを防止するプレス機械の制御方法を提供する。
【解決手段】プレス機械本体や金型などにかかる負荷を測定する負荷測定器1を備え、負荷測定器1で測定された負荷測定値から負荷上昇率を算出し、負荷上昇率が予め定められた許容負荷上昇率を超えた場合に、スライドの下降速度を低下させる。過負荷となる前にプレス機械本体や金型にかかる負荷が下がり、プレス機械本体や金型が過負荷により破損することを防止できる。
(もっと読む)
電動サーボプレス機械

【課題】 急停止の際にクラッチ機構により電動サーボモータを動力伝達経路から切り離した場合に、再びクラッチ機構により電動サーボモータを動力伝達経路に接続する際に、電動サーボモータ側とスライド側との間の位相のずれを無くすことができるようにする。
【解決手段】 本発明に係る電動サーボプレス機械は、電動サーボモータ160とスライド110の間にクラッチ機構150を介装すると共に、クラッチ機構150により電動サーボモータ160と動力伝達経路との連結が切断された切断状態においてスライド110に制動を掛けることができるブレーキ機構200が備えられ、急停止要求に応じてクラッチ機構150を切断状態にしブレーキ機構200により制動を掛ける一方、復帰させる際に、クラッチ機構150を接続した状態において、電動サーボモータ160と、スライド110側の動力伝達経路と、の間の位相ずれが無い状態とされる。
(もっと読む)
サーボトランスファプレスシステム
【課題】干渉回避ができかつ操作性の優れたサーボトランスファプレスシステムを提供する。
【解決手段】マスター位相信号に同期させたプレス用個別位相信号およびトランスファ用個別位相信号を生成可能で、プレス用個別位相信号に基づく基準プレスモーションでプレス運転可能かつトランスファ用個別位相信号に基づく基準トランスファモーションでトランスファ運転可能に形成され、基準干渉線図作成手段と基準干渉線図記憶手段と運転干渉線図作成手段と干渉発生有無比較判別手段と個別位相信号相対関係調整手段とを設け、モーション変更に対して自動的なモーション間位相調整を行うことで干渉がないトランスファプレス運転ができる。
(もっと読む)
プレス機械およびその上死点検出方法
【課題】上死点位置を簡単、かつ正確に検出できるプレス機械を提供すること。
【解決手段】プレス機械の制御装置40は、メインシャフトの正回転側および逆回転側のうちの一方側の所定位置に位置したスライドを、前記スライド位置と同じ位置となるように上死点側を越えて他方側に移動させるとともに、該移動中に角度検出器から出力されたパルス数の半分のパルス数分だけ他方側の位置から再度正転側に移動させることで上死点を検出する上死点検出部44を有している。
(もっと読む)
電動プレス成形機の制御方法及び樹脂成形体の製造方法
【課題】型閉じ速度が速い場合や型締め力が小さい場合であっても型閉じ完了後のバウンドの発生を抑制する。
【解決手段】本発明に係る電動プレス成形機1の制御方法は、サーボモーター7,8を有する直圧式の電動プレス成形機1を用い、金型2A,2Bに加わる型締め力が設定型締め力Gに達するまで金型2A,2Bを閉じて熱可塑性樹脂を賦形する賦形工程と、型締め力が設定型締め力Gに達した時から0.01秒以上1秒以下の間、位置決めトルクTpを制御許容値としてサーボモーター7,8を駆動させて金型2Aを位置制御することにより金型2A,2B間の距離を維持する位置決め工程と、設定型締め力Gによる金型2A,2Bの型締めを行う型締め工程とを備え、設定型締め力Gは定格トルクより小さい設定トルクTを制御目標値としてサーボモーター7,8をトルク制御することにより加えられ、位置決めトルクTpは設定トルクより大きい。
(もっと読む)
電動プレス成形機の制御方法及び樹脂成形体の製造方法
【課題】設定型締め力が小さい場合であっても金型の型閉じ速度を安定させる。
【解決手段】本発明に係る電動プレス成形機1の制御方法は、サーボモーター7,8を駆動源とする直圧式の電動プレス成形機1を用い、金型2A,2Bに加わる型締め力が設定型締め力Gに達するまで金型2A,2Bを閉じて熱可塑性樹脂を賦形する賦形工程と、賦形工程の後に、設定型締め力Gによる金型2A,2Bの型締めを行う型締め工程とを備え、賦形工程では、金型2A,2Bの型閉じ速度が予め設定された設定速度Vに達するまでサーボモーター7,8の定格トルクの100%以上のトルクである速度安定トルクTvを制御許容値としてサーボモーター7,8を駆動させて金型2Aの位置制御を行う。
(もっと読む)
サーボプレスの制御装置およびサーボプレスシステム
【課題】ハイブリッド鋼板や差厚鋼板などのように材質や板厚が異なる部位を持つ被加工材を対象にして、部位ごとに最適な加工条件で加工することを可能とするサーボプレスの制御装置を提供する。
【解決手段】サーボプレスの制御装置において、逐次加工プログラムデータ40とモーションデータ変更条件45とを保存する逐次加工制御装置メモリ部37と、駆動指令発信部と、計測指令部39と、計測結果受信部26と、金型アクチュエーター駆動司令部38と、モーションデータ変更部31とを有し、逐次加工プログラムデータ40に従い、一つの被加工材に対して複数回のサーボプレスの駆動と計測器の駆動と金型アクチュエーターの駆動とを行い、一つの被加工材に対する複数回の計測器の駆動により受信した複数の計測結果をもとに、モーションデータ変更条件45に従い、モーションデータを変更する。
(もっと読む)
超音波塑性加工の荷重予測方法、荷重予測システム、荷重制御システムおよび装置
【課題】超音波を工具または素材に重畳する超音波塑性加工の荷重低減量を簡便な方法で精度良く予測する方法を提供する。
【解決手段】金属、樹脂や塑性変形性を有する材料を工具で負荷しながら、工具および/または被加工材に超音波振動を重畳して成形する超音波塑性加工において、超音波振動を付与しない場合の加工中の荷重と変位の関係を求める第1の手順と、重畳する超音波の変位幅である振幅の二倍の変位を負荷した際に生じる弾性荷重の変化幅を求める第2の手順と、第1の手順で得られた荷重から第2の手順により得られた弾性荷重の変化幅だけ除荷して除荷荷重を求める第3の手順と、第1の手順の荷重と第3の手順の荷重の平均荷重を求めて予測荷重とする第4の手順からなる。
(もっと読む)
加圧装置および加圧方法
【課題】加圧面の平坦性をより柔軟に制御することが可能な技術を提供する。
【解決手段】加圧装置1は、被加圧物91,92を加圧する装置である。加圧装置1は、ヘッド22とステージ12とを備える。ヘッド22とステージ12とがZ方向(鉛直方向)において互いに近接する向きに相対的に移動された後に、両被加圧物91,92はステージ12とヘッド22との間に挟まれて加圧される。ヘッド22は、被加圧物92に対して加圧用の力を伝達する加圧面FCと、ピエゾアクチュエータ37とを有している。ピエゾアクチュエータ37は、加圧面FCの中央部分をZ方向において変位させ、加圧面FCの中央部分を加圧面FCの外周側部分に対してZ方向において相対的に変位させる。
(もっと読む)
サーボプレスシステム
【課題】高い生産性と確実な干渉回避を担保した円滑運転ができるようにする。
【解決手段】第1搬送運転指令情報生成手段28と、第2搬送運転指令情報生成手段25と、反転領域内動作判別手段34と、搬送運転指令情報切替出力手段46とを設け、振り子モーションでのプレス運転中に、プレス構成要素の現在動作状態が運動方向反転領域内での動作状態でないと判別された場合はプレス構成要素の機械的動作状態に依存して生成された第1搬送運転指令情報を利用し、運動方向反転領域内での動作状態であると判別されたときにはそれに依存せずに生成されかつ連続性が担保された第2搬送運転指令情報を利用して、サーボ搬送装置50を搬送運転可能に形成されている。
(もっと読む)
プレス機械、および、プレス機械の制御方法
【課題】サーボプレス機械において、ユーザの生産目的に合わせた動作指定を事前におこない、サーボモータの回転数と出力トルク特性に応じて、加減速の制御をおこなえるようにする。
【解決手段】弱め界磁制御を始める回転数の動作モードである動作優先モード、それより小さな回転数の動作モードである客先優先モード、それより大きな回転数の動作モードである生産優先モードのいずれかの動作モードを設定する。そして、設定された動作モードに応じて、最高非加工速度、加減速時定数、加減速終端丸め定数からなるサーボパラメタによりサーボモータに対してサーボ制御をするように設定する。客先優先モードでは、加減速時定数を小さくし、加減速の変化を大きくして、生産優先モードでは、加減速時定数を大きくして、加減速の変化を小さくする。
(もっと読む)
電動シリンダの制御方法及び電動シリンダの制御システム
【課題】 電動シリンダのロッドと被加圧部材が予期しない衝突を起こすことで生じるオーバーロードにより、電動シリンダやロッドに連結された荷重検出器が破損することを防ぐことができる電動シリンダの制御方法及び制御システムを実現する。
【解決手段】サーボコントローラ17は、荷重検出器13によって検出された加圧荷重Pmが衝突検知荷重Pc以上であるか否かを判定し、加圧荷重Pmが衝突検知荷重Pc以上であると判定した場合に、更に、衝突時停止フラグがONであるか否か、ロッド11の駆動速度Smが衝突許可速度Sc以上であるか否か、を判定し、衝突時停止フラグがONである、または、駆動速度Smが衝突許可速度Sc以上であると判定した場合に、サーボアンプ16に逆方向位置指令パルス信号を出力し、サーボアンプ16に蓄積されている溜りパルスを強制的に減少させてロッド11を停止させる。
(もっと読む)
圧力制御装置
【課題】制御系を不安定にすることなく、加圧対象物の弾性定数の同定精度を向上させた圧力制御装置を得る。
【解決手段】圧力制御部(10)による圧力制御を行うことなく、圧力検出部(6)で検出された圧力信号があらかじめ設定された許容値を超えない範囲で、加圧対象物(5)に対する機械負荷(4)の位置を変化させる加圧動作を行わせ、加圧動作中に位置検出部(2)で検出された位置信号と圧力検出部(6)で検出された圧力信号との組合せからなる複数のデータを取得し、複数のデータに基づいて加圧対象物の弾性定数を同定する同定手段(40、50、60、70、80)をさらに備える。
(もっと読む)
サーボプレスの制御装置及び制御方法、並びにこの制御装置を搭載したサーボプレス
【課題】被加工材の板厚や材質のばらつきに対応すると共に、一つ一つの被加工材に対応した最適な加工を可能とするサーボプレスの制御技術を提供する。
【解決手段】サーボプレスをモーションデータに従い制御する制御装置23において、被加工材を加工する金型21には被加工材の加工状態を計測する計測器が取り付けられ、この計測器より発せられた計測信号を受信する計測信号受信部25と、この計測信号受信部25で受信した計測信号に従い、この計測時刻に、同一の被加工材の加工のモーションデータを変更するモーションデータ変更部37と、を有する。
(もっと読む)
電動シリンダの制御方法及び電動シリンダの制御システム
【課題】 加圧荷重が目標荷重を超過することを防ぎ、かつ、加圧処理時間を短縮することができるサーボモータで駆動される電動シリンダの制御方法及び電動シリンダの制御システムを実現する
【解決手段】サーボコントローラ17は、ロッド11の駆動速度と、加圧荷重Pmが目標荷重Ptを超えないようにロッド11を停止させる判定を行うために用いる停止荷重Psと、を設定可能に構成されており、ロッド11の速度制御による駆動を行い、荷重検出器13によって検出された加圧荷重Pmが停止荷重Ps以上であるか否かを判定し、加圧荷重Pmが停止荷重Ps以上であると判定した場合に、サーボアンプ16にロッド11の駆動速度が0になる停止信号を出力し、加圧荷重Pmが停止荷重Psに到達するまではロッド11を減速せずに、ロッド11を目標荷重Ptで停止させることができる。
(もっと読む)
電動シリンダの制御方法及び電動シリンダの制御システム
【課題】 加圧荷重が目標荷重を超過することを防ぎ、かつ、加圧処理時間を短縮することができるサーボモータで駆動される電動シリンダの制御方法及び電動シリンダの制御システムを実現する
【解決手段】サーボコントローラ17は、ロッド11の駆動速度と、加圧荷重Pmが目標荷重Ptを大きく超えないようにロッド11を停止させる判定を行うために用いる停止荷重Psと、を設定可能に構成されており、ロッド11の位置制御による駆動を行い、荷重検出器13によって検出された加圧荷重Pmが停止荷重Ps以上であるか否かを判定し、加圧荷重Pmが停止荷重Ps以上であると判定した場合に、サーボアンプ16に逆方向位置指令パルス信号を出力し、サーボアンプ16に蓄積されている溜りパルスを強制的に減少させてロッド11を目標荷重Ptを大きく超過しない荷重で停止させることができる。
(もっと読む)
プレス機械及びその制御装置
【課題】第一の金型群を搭載しこの第一の金型群を所定角度ずつ回転させる回転プレートと、回転プレートに向かって往復移動する第二の金型群を搭載したプレートとを備え、第一の金型群と第二の金型群とを用いて素材からワークを成型するプレス機械において、機械構造を簡単化し、機械の信頼性向上、小トルク作動化、複数作動化、制御の柔軟化、低消費電力化を可能にする。
【解決手段】第一の金型2群を搭載しこの第一の金型2群を所定角度ずつ回転させる回転プレート1に向かって往復移動する第二の金型5群の内、作動させる金型を実装したスライドの番号を設定する駆動ブロック番号設定手段、第二の金型2群の各金型をそれぞれ独立にサーボモータにより駆動する駆動機構及びこの駆動機構をサーボ制御する制御装置を設け、第二の金型5群については駆動ブロック番号設定手段で設定された番号の金型のみを作動させるようにした。
(もっと読む)
トランスファ加工装置
【課題】生産不具合の抑制、生産時の運転エネルギー節約が可能なトランスファ加工装置を提供する。
【解決手段】ポンチ101〜104とダイ201〜204との相対的な移動によって被加工材を成形する複数の金型と、複数の金型間で被加工材500を搬送する被加工材搬送装置601とを有し、複数の金型で被加工材を順次成形するトランスファ加工装置であって、先に成形する第1の金型は、ポンチ及びダイの少なくとも1つ以上を測定対象金型としたときに、測定対象金型の内部に設置され、プレス成形中のストロークに応じて測定対象金型の内部に生ずる弾性歪を測定する歪測定手段702と、弾性歪が所定範囲を超えたとき又は所定範囲を下回ったときに成形異常を予測し、後に成形する第2の金型のプレス荷重、成形速度の少なくとも1種以上を制御する制御手段とを有する。
(もっと読む)
1 - 20 / 77
[ Back to top ]