
Fターム[4E093NA06]の内容
鋳型又は中子及びその造型方法 (3,688) | 永久鋳型の用途 (656) | シェルモールド用 (9)
Fターム[4E093NA06]に分類される特許
1 - 9 / 9
冷却を制御する鋳造方法
【課題】センターゲート方式のスタックモールド型を用いる際の中間層型と上下層型との製品品質の均一化を図り、鋳物砂を効率的に回収・再利用可能にする鋳造方法を提供する。
【解決手段】鋳型への注湯後、上下層型に鋳込まれたワークが冷却されて共晶変態点を通過してから共析変態点に至るまでの間に、少なくとも鋳型の外周部にある砂を強制剥離する。これにより、中間層型の冷却は促進された上下層型との品質のばらつきが回避される。また、シェル鋳型もしくは自硬性鋳型に使用された樹脂の熱分解を助け、砂の回収を効率的に行うことができる。砂の剥離は、鋳型に振動を一時期に、もしくは断続的に付与することにより行う。
(もっと読む)
造型装置

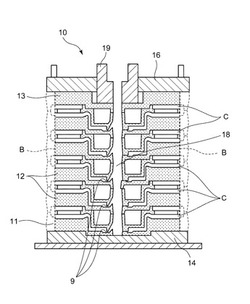
【課題】上下型からなる金型、特に、中子造型用金型において、金型を加熱するヒータと、押し出しピンとを、金型内に、特に、中子造型用金型内に、より簡便に備えるようにした造型装置を提供する。
【解決手段】例えば造型品が中子である場合、中子上型と中子下型2により画成されるキャビティ4内で中子3を焼成し造型する中子造型用金型を含む造型装置1において、中子下型2の下面18からキャビティ4までの貫通孔11〜14に中子3を押出し中子下型2から中子3を離型するための押出しピン5〜8を挿入し、押出しピン5〜8に片端子型カートリッジヒータ33を内蔵させる。これにより押出しピン5〜8と片端子型カートリッジヒータ33が一体化するため、押出しピン5〜8と片端子型カートリッジヒータ33の造型装置1の中子造型用金型内の配置が容易となる。
(もっと読む)
フェノール樹脂粘結剤組成物、粘結剤コーテッド耐火物及びその製造方法、鋳型及びその製造方法
【課題】硬化速度をより速めることができるフェノール樹脂粘結剤組成物を提供する。
【解決手段】耐火骨材の表面に粘結剤層を被覆して形成される粘結剤コーテッド耐火物において、耐火骨材の表面に粘結剤層を形成するための粘結剤組成物に関する。フェノール樹脂を粘結剤の主成分とすると共に、二価フェノール、三価フェノールから選ばれる多価フェノールが、粘結剤の主成分であるこのフェノール樹脂に1〜60質量%含有されていることを特徴とする。このようにフェノール樹脂に二価フェノールや三価フェノールが含有されることによって、フェノール樹脂のゲル化時間が短くなり、硬化速度をより速めることができる。
(もっと読む)
シェルモールド成型方法及びシェルモールド成型機
【課題】中子を製造するために要する全サイクルタイムを短縮することにより、中子の生産性を高めると共に、中子を生産するために消費する可燃ガスの量を減少し、それに伴う二酸化炭素の発生量を減少させることを目的とする。
【解決手段】ホッパ2の円錐部2bにおいて予熱したRCSを加熱室3aに供給し、加熱室3aの中を下方から上方に流れる熱風により、加熱室3a内のRCSを機械的に攪拌しながら加熱し、RCSの砂粒の表面に被覆した樹脂を軟化させて軟化RCSとし、加熱室3aからブローヘッド4に軟化RCSを供給し、ブローヘッド4の中において上部攪拌機構6や下部攪拌機構7により軟化RCSを機械的に攪拌しながら貯え、その後軟化RCSを金型5に吹き込む構成とする。また、各駆動源としてサーボモータ等を使用し、加速及び減速時の加速度を適正に制御することにより高速化する。
(もっと読む)
金型支持構造
【課題】簡単な構成で金型の合わせ面を確実に密着させ、材料の漏れによる造型不良を防止する金型支持構造を提供する。
【解決手段】可動ダイベース3に可動型用締結具20で固定される可動型11と、固定ダイベースに固定型用締結具で固定される固定型とを有する金型5の金型支持構造であって、可動型用締結具20の周囲には、可動型11が固定型から離れた時に可動型11が一定寸法δ自重で相対的に下がることを許容し、可動型11と固定型の合わせ時に可動型11を一定寸法δ内で相対的に押し上げ可能に構成された剛体からなる可動型用スペーサ22を配置し、固定型用締結具の周囲には、可動型と固定型の合わせ時に固定型を合わせ面内で相対移動可能とする剛体からなる固定型用スペーサを配置する構成とする。
(もっと読む)
金型取付構造、金型セット及びシェルモールド造型機
【課題】シェルモールド造型機において、鋳型を変更するときの段取替作業を容易にすると共に作業時間を短縮する。また予定していない場所又はタイミングで鋳型を切り離す事故の発生を防ぐことにより、不良な鋳型の発生を防止する。
【解決手段】コイルバネ3bを使用した押ユニット3により突張ピン3aを移動金型2に向かって押し、その反力によって移動連結板7を移動押出板9に向かって押す構成とし、移動金型2、移動連結板7、移動押出ピン7a、移動返しピン7c及び押ユニット3を組み付けてなるバネ付段取セットを有する移動金型取付構造14とする。そして、シリンダ15によって移動押出板9を押したときだけ、移動押出板9によって押された移動連結板7が移動金型2に近づき、移動連結板7に取り付けた移動押出ピン7aが移動金型2のキャビティ面2aから先端7bを突き出し、鋳型をキャビティ面2aから切り離す。
(もっと読む)
中子造型金型
【課題】塗型の舞い上がりを抑制し、金型内面全体を均一に塗型することの困難性を緩和する中子造型金型を提供する。
【解決手段】金型本体4の原料砂充填口10からキャビティ5の内側に塗型ノズル7を挿入し、塗型ノズル7の吐出管8の先端に取り付けられた吐出口部9をキャビティ5の開放部近傍に位置させ、ポンプ21を駆動することによってキャビティ5の開放部を介してキャビティ5内を吸引しながら塗型剤を塗型ノズル7の吐出口部9から吐出させ金型本体4のキャビティ5の内側面に塗型剤を付着させる。次に入子16を金型本体4の側面の空洞部に嵌合させてキャビティ5の開放部を閉止する。その様に開放部を閉止した状態で原料砂充填口10から原料砂をキャビティ5の内側に充填して、所定時間の焼成を行う。
(もっと読む)
鋳造品に付着された中子砂の除去方法
【課題】ワークに付着した中子砂を除去する方法であって、自動車エンジン等、細かく、複雑な中子形状の砂を容易に、かつ完全に除去する。
【解決手段】平均粒径(D50)が1mm以下の誘電材料を中子砂に対して20重量部以下、好ましくは5重量部〜10重量部添加し、中子砂の付着された鋳造品を電磁波の振動数範囲が2.45GHz〜300GHz、波長範囲が150mm〜1mm、照射エネルギーが500W〜50kWの電磁波で0.5〜60分間保持し、中子砂を除去する。
(もっと読む)
中空中子製造用金型及び中空中子の製造方法
【課題】空洞部が形成された鋳物を作製するために用いられ取扱性向上等のために中空部が設けられた中空中子において、その中空中子の形状によらずシェル部の厚さを概ね均一にすることが出来る手段を提供し、それによって、中空中子の裂け、孔あき、変形等の発生を防止し、鋳造工程が安定して継続されるようにすること。
【解決手段】キャビティ形成面58に凸部55,56を有する中空中子製造用金型50である。この中空中子製造用金型50は、凸部55,56が、入れ子で構成され、金型本体(可動型51及び固定型53)より熱伝導率の大きい材料からなることに特徴がある。
(もっと読む)
1 - 9 / 9
[ Back to top ]