
Fターム[4E094AA43]の内容
鋳型の造型装置 (593) | 造型機(型込機、芯取機) (260) | 型込め(造型・充填・砂詰め) (145) | 吹込み(ブロー、充填) (71) | ブロー式 (57)
Fターム[4E094AA43]の下位に属するFターム
ノズル(噴出孔・吹込管) (11)
開放
遮蔽板(邪魔板・バッフルプレート) (3)
狭搾
平面
挿入(のぞき、差込み)
タンク (15)
エア・ベント(エア抜き、空気逃げ) (5)
Fターム[4E094AA43]に分類される特許
1 - 20 / 23
無枠鋳型造型機
【課題】マッチプレートの模型面側の鋳物砂を充分に圧縮する無枠鋳型造型機を提供する。
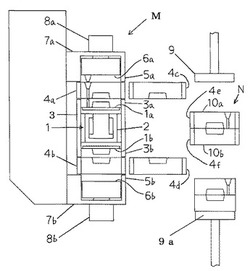
【解決手段】マッチプレート1と、該マッチプレートの両側に入出自在に設けられた一対の鋳枠4a、4bと、各鋳枠の開口部の外側に設けられると共に鋳枠内に嵌入自在に構成されたスクイズ板6a、6bと、前記鋳枠内に鋳物砂を供給する鋳物砂供給装置と、を具備する無枠鋳型造型機において、前記鋳物砂供給装置は鋳物砂タンクを備え、当該鋳物砂タンクの本体をなす胴壁が複数の通気性の仕切り板によって仕切られるとともに区画部により複数個の中空室を有する二重構造を成し、本体胴壁の下部が下細り状に形成された無枠鋳型造型機。
(もっと読む)
中子造型用金型

【課題】水平方向に分割されている中子上型と中子下型からなる中子造型用金型の中子造型用のキャビティに、樹脂含有の中子砂を吹き込んで複数の中子を造型する際、隣り合う中子下型の間のクリアランスに中子砂が堆積・固着することを防止すること。
【解決手段】隣り合う中子下型7、9間のクリアランス20の下方に配置されている下ダイベース5に、クリアランス幅と同等の幅、クリアランス長と同等の長さに形成された細い長尺状の貫通孔51を、下ダイベース5の厚さ方向に沿って貫通するように設ける。これにより、中子造型時に不要な中子砂が貫通孔51から常時排出され、中子砂がクリアランスに堆積・固着することを防止できる。
(もっと読む)
抜枠鋳型造型方法及び抜枠鋳型造型装置
【課題】 中子入れが多い場合にもサイクルタイムを短縮してより効率的な造型を行うことができる抜枠鋳型造型方法及び抜枠鋳型造型装置を提供する。
【解決手段】 それぞれ上鋳枠2及び下鋳枠3からなる4対の上下鋳枠4と、該4対の上下鋳枠を旋回して、造型ステーション、第1の中子ステーション、第2の中子ステーション、鋳型抜き出しステーションからなる4つのステーション内に移動させる鋳枠旋回機構5と、マッチプレート6と、一対のスクイズプレート7,8と、サンドタンク9と、上造型空間及び下造型空間を形成した上下鋳枠を回動して、前記砂導入口が前記一対の砂導入ノズルから砂充填可能となるように位置させる回動機構10と、スクイズ機構11と、上下鋳枠移動機構14と、抜き出し機構15とを備える。
(もっと読む)
生型造型方法
【課題】 表面が脆くない生型を造型することで鋳造不良を防止できる生型を造型する生型造型方法を提供する。
【解決手段】 枠部材内に生型砂を0.05〜0.18MPaで浮遊流動化させながら導入する工程と、該導入された生型砂を圧縮する工程とを有し、生型のフライアビリティ数が10以下となるように生型を造型する。ここで、フライアビリティ数とは、該生型を直径177.8mmで8メッシュの円筒状に形成された回転篩部材に投入し、該回転篩部材を回転数57rpmで60秒間回転させ、該回転篩部材の篩部分を通過した砂の重量を投入重量で除算して得られた値に100を乗算して得られる数値である。
(もっと読む)
シェルモールド成型方法及びシェルモールド成型機
【課題】中子を製造するために要する全サイクルタイムを短縮することにより、中子の生産性を高めると共に、中子を生産するために消費する可燃ガスの量を減少し、それに伴う二酸化炭素の発生量を減少させることを目的とする。
【解決手段】ホッパ2の円錐部2bにおいて予熱したRCSを加熱室3aに供給し、加熱室3aの中を下方から上方に流れる熱風により、加熱室3a内のRCSを機械的に攪拌しながら加熱し、RCSの砂粒の表面に被覆した樹脂を軟化させて軟化RCSとし、加熱室3aからブローヘッド4に軟化RCSを供給し、ブローヘッド4の中において上部攪拌機構6や下部攪拌機構7により軟化RCSを機械的に攪拌しながら貯え、その後軟化RCSを金型5に吹き込む構成とする。また、各駆動源としてサーボモータ等を使用し、加速及び減速時の加速度を適正に制御することにより高速化する。
(もっと読む)
鋳型造型装置におけるサンドタンクの砂供給口開閉装置
【課題】レール上面に砂が堆積するのを防止することができると共に部品の交換やメンテナンスを容易に行うことができる鋳型造型装置におけるサンドタンクの砂供給口開閉装置を提供する。
【解決手段】鋳型造型装置におけるサンドタンク1に連通されたケーシング2と、該ケーシングの内部に配設されると共に移動することにより砂供給口を開閉させるゲート部材4と、該ゲート部材を移動させるアクチュエータ5と、前記ゲート部材の下方に配置されると共に前記ケーシングに装着され、前記ゲート部材を受けるローラ8と、を具備する。
(もっと読む)
鋳物砂の吹き込み装置、及び鋳物砂の吹き込み方法
【課題】汎用性に優れ、種類の異なる金型に対しても容易に対応することができる鋳物砂の吹き込み装置を提供する。
【解決手段】砂鋳型造型用の金型1の外周面に形成されると共に金型1のキャビティに連通する複数の吹き込み口5・5・・・を通じて、金型1のキャビティ内に鋳物砂を吹き込む鋳物砂の吹き込み装置10であって、内部に前記鋳物砂を収容可能な収容部13、及び収容部13内に収容される前記鋳物砂を噴出可能であると共に吹き込み口5に係合可能なノズル部14を有する容器11を吹き込み口5・5・・・の数と同数備える容器群と、前記容器群の各容器11の各収容部13に接続され、各収容部13内に気体を供給することにより、供給した前記気体の気圧で各収容部13内の鋳物砂を金型1のキャビティ内に吹き込むエア供給装置及び各エアホース12とを備える。
(もっと読む)
中子造型用型ベント構造
【課題】スリットの目詰まりを抑制した中子造型用型ベント構造を提供する。
【解決手段】エアと共にスリット15を通過したシェル砂5は、第1流路21、第3流路23を経由して第2流路22に放出され、第2流路22に放出されたシェル砂5は、第2流路22をある程度の高さまで上昇した後、自重により落下して第2流路22の最下部に設けられた砂溜まり部16に溜まる。これにより、第2流路22を落下するシェル砂5が第1流路21に進入してスリット15上に堆積することがない。したがって、スリット15の目詰まりを防止することができる。
(もっと読む)
シェルモールド造型方法及びシェルモールド造型機
【課題】金型5によるレジンコーティッドサンド(RCS)の燃焼時間を短縮することにより、中子10の生産性を高めると共に、1個の中子10を生産するために消費する可燃ガスの量を減少し、それに伴う2酸化炭素の発生量を減少させることを目的とする。
【解決手段】加温槽2の中において下方から上昇する空気流を発生させ、RCSを浮遊状態にして、加温管路22、26、32又は羽根28の中の加温路28aに摂氏85〜150度の油を通すことにより、RCSを摂氏80〜120度の範囲の温度まで加温し、加温したRCSを摂氏約300度に加熱した金型5に吹き込み、金型5の中でRCSを焼成させるシェルモールド造形方法及びシェルモールド造型機1とする。
(もっと読む)
水溶性鋳型の製造装置
【課題】水溶性粘結剤が被覆された鋳物砂を成形型のキャビティに充填し、過熱水蒸気を用いて前記鋳物砂を湿潤させたのち乾燥させることにより、鋳型を製造する水溶性鋳型の製造装置において、エネルギコストを抑えて効率よく鋳物砂の温度を高くする。
【解決手段】成形型キャビティ53に充填する鋳物砂Sを収容する鋳物砂収容装置20と、鋳物砂収容装置20に収容されている鋳物砂Sを成形型キャビティ53に充填する鋳物砂充填装置30と、鋳物砂充填装置30による鋳物砂Sの充填時から又は充填後から成形型キャビティ53に過熱水蒸気を導入することにより鋳物砂Sの湿潤及び乾燥を行う過熱水蒸気供給装置40とを備え、成形型キャビティ53に向かう過熱水蒸気が流れる過熱水蒸気供給装置40の配管44を鋳物砂収容装置20の内部に配設する。
(もっと読む)
水溶性鋳型の製造方法及びその装置
【課題】鋳物砂への水分補給とその後乾燥とを過熱水蒸気を利用して行う場合に、乾燥時間を短縮できるようにする。
【解決手段】鋳物砂が、水溶性無機化合物を主体とする粘結剤で被覆されている。ブロアヘッド13内で加熱された上記鋳物砂が、ノズル14から成形型3に充填される、成形型3内への鋳物砂の充填と同時あるいは充填後に、蒸気加熱器22で発生された過熱水蒸気が、ノズル16を介して成形型3内に所定圧力での加圧状態で供給され、成形型内で水蒸気が結露することにより、鋳物砂に水分が補給される。鋳物砂への水分補給の完了後に、成形型3内に過熱水蒸気の圧力を前記所定圧力よりも減圧された状態で供給して、鋳物砂が乾燥される。
(もっと読む)
中子造型方法及び中子造型装置
【課題】単独でエアーの吹込み等が可能なブローヘッドにより、各ヘッド部への充填不足を解消しつつエアーの干渉等も防止して、品質的に均一な複数個の中子を効率的に造型し得る中子造型方法及び中子造型装置を提供する。
【解決手段】サンドホッパーの各ホッパー部内の砂をブローヘッドの複数に区画された各ヘッド部内に砂供給位置で供給し、このブローヘッドを砂吹込み位置まで移動させ、該位置で各ヘッド部に対応して設けたエアー供給手段のエアーにより、各ヘッド部内の砂を上下の金型で形成される複数個の中子キャビティ内にそれぞれ吹込んで充填し、その後焼成して複数個の中子を造型することを特徴とする。前記エアーの各ヘッド部内への吹込みは、複数のヘッド部が同時とならないように所定の時間差をもって行われ、また、前記焼成は、各ヘッド部に対するエアーの吹込みと排気に対応して行われる。
(もっと読む)
鋳型用のフェルールと他のフィーディングヘッドと供給要素とを製造するための組成物及びその手順
【課題】絶縁性又は発熱性の材料であり、繊維状の耐火物からできており、絶縁性又は発熱性である、鋳型用の、フェルール,他のフィーディングヘッド,供給要素の製造に適した組成物を提供する。
【解決手段】組成物は、(i)アルミナ含有量が38重量%より少ない珪酸アルミニウムの中空マイクロビーズと、(ii)冷却型硬化固化剤と、(iii)含有量が40重量%以下のアルミニウムと、を含む。
(もっと読む)
鋳枠付き鋳型の造型方法及び装置
鋳枠付きの鋳型を可及的に短いサイクルで造型することが可能な造型方法及び装置を提供する。造型方法は、鋳枠を移送レベルで水平方向に移動させる鋳枠コンベヤにより鋳枠をパターンキャリアと砂ホッパの間位置に搬入して鋳枠付き鋳型を造型する方法であって、鋳枠を前記移送レベルに維持した状態で砂ホッパ、スクイズ手段及び盛枠を鋳枠まで下降させると共にパターンキャリア及び枠状フレームを鋳枠まで上昇させて、砂ホッパ、スクイズ手段、盛枠、鋳枠、パターンプレート及び枠状フレームにより造型空間を形成する工程と;該造型空間に鋳物砂を充填する工程と;該造型空間の鋳物砂を圧縮して鋳枠付き鋳型を作る工程と;砂ホッパ、スクイズ手段及び盛枠を上昇させると共にパターンキャリア及び枠状フレームを下降させて、鋳枠付き鋳型を搬出可能な状態にする工程と;を有する。 (もっと読む)
空気使用の砂導入装置並びに鋳型造型方法及び鋳型造型装置
簡単に製作することができ、しかも、所望の圧力を有する圧縮空気を容易に噴出することができ、その上、定期的な保守管理を不要にする、空気を使用する砂導入装置の本体の胴壁の二重構造を構成する通気性の仕切り板を備える砂導入装置を提供する。圧力タンク構造を成す本体14の胴壁が通気性の仕切り板10・11によって仕切られて中空室12・13を有する二重構造を成し、仕切り板からの圧縮空気の噴出により鋳物砂を流動化させた状態にして鋳型造型空間に空気により鋳物砂を導入する空気使用の砂導入装置4において、前記仕切り板を樹脂または金属の多孔質体によって構成している。 (もっと読む)
鋳型造型システム
【課題】目的とする鋳型が、自動操作により安全に且つ効率的に造型され得る鋳型造型システムを提供する。
【解決手段】鋳型成形用型10の成形キャビティ内にレジンコーテッドサンドを充填する充填ステーション16と、該成形キャビティ内に水蒸気を吹き込んで、該レジンコーテッドサンドを固化して、鋳型を形成する造型ステーション18と、該成形キャビティ内から鋳型を取り出す離型ステーション20とを、回転駆動軸32の配置位置を中心とした弧乃至は円を描いて延びる走行レール14に沿って順番に設置すると共に、該回転駆動軸32に設けられた連結アーム44に連結された、鋳型成形用型10が載置される台車30を、該走行レール14上に、回転駆動軸32の回転駆動に伴って走行せしめられるように配置して、構成した。
(もっと読む)
鋳型造型装置
【課題】 ガス硬化性鋳物砂を用いる造型装置において、所要の強度を有する鋳型を安定的に製造可能とすることを課題とする。
【解決手段】 溶剤で溶融された粘結剤と砂とを混練してなる混練砂をエアブローにより成形型50のキャビティ53に吹き込み充填し、鋳型を造型する鋳型造型装置1において、ブローヘッド10内の混練砂の量と温度をそれぞれ検出すセンサ36、37を備え、該混練砂の量及び温度と、混練砂充填時のエアブロー量とをパラメータとして、ブローヘッド10内に残存する溶剤量を算出し、この残存溶剤量と、所要の強度の鋳型を製造するのに必要な溶剤量とから、ブローヘッド10内に追加噴霧する溶剤噴霧量を求め、溶剤噴霧装置34により、その量の溶剤を混練砂充填時ごとに追加噴霧するように構成する。
(もっと読む)
造型機
マッチプレート造型機の油圧ユニット15は、高圧油を供給する油圧ポンプ20と、スクイズ工程を実行するための第1及び第2の油圧シリンダ系7及び10へ流体連通され、油圧ポンプ20からの高圧油をそれら油圧シリンダ系に供給する配管系21、25、及び26と、配管系に設けられたアキュムレータ22と、油圧ポンプ20からの高圧油の流れを、第1と第2の油圧シリンダ系7及び10に対してそれぞれ切換る第1及び第2の電磁方向切換弁23及び24と、第1と第2の油圧シリンダ系7及び10の高圧油の圧力を計測し、その計測値に対応する出力信号を発生する第1と第2の油圧センサ27及び28と、そのセンサからの出力信号を受け取り、その出力信号と、アキュムレータ22の高圧油に対する保持圧力以下の範囲内にある設定された設定値とに基づいて、第1と第2の電磁方向切換弁23及び24の切換えを制御する制御器29とを含む。 (もっと読む)
鋳型造型方法及びその装置
【課題】簡単な構成により、厚い部分と薄い部分とが混在する鋳型を造型する場合でも、鋳物砂の充填性を向上させて硬化処理された鋳型の品質を保つ。
【解決手段】鋳物砂41を収容するブローヘッドの下部に配設され、キャビティ36内に鋳物砂41を吹き込み充填する複数のブローノズルを、常開式ブローノズル7と開閉式ブローノズル8とで構成する。開閉式ブローノズル8を弾性変形可能な弾性材料で構成されたノズル本体8aと、ノズル本体8aに配置され、開口部8bを開閉する遮断球8cとで構成する。常開式ブローノズル7を成形型35の充填孔38に接続して常開式ブローノズル7のみから鋳物砂41をキャビティ36内に吹き込み、次にブローヘッド1と成形型35とを接近方向に相対移動させ、成形型35の充填孔38周りに設けた当接部39をノズル本体8aと接触させ、ノズル本体8aを変形させて遮断球8cを開状態とし、開閉式ブローノズル8から鋳物砂41をキャビティ36内に吹き込む。
(もっと読む)
砂鋳型造型用金型及び砂鋳型の造型方法
【課題】粘結剤の染み付きを防止し、かつ、金型の交換サイクルをより長くすること。
【解決手段】砂と粘結剤とを混練した混練砂をキャビティ内に吹き込むための吹き込み口を有する砂鋳型造型用金型において、前記キャビティを形成する前記金型の表面のうち、前記吹き込み口に対峙する対峙部分がジュラルミン材料又はダイス鋼で構成され、かつ、その表面にショットピーニング処理が施され、平均粗さ(Ra)が4乃至15μmであることを特徴とする。
(もっと読む)
1 - 20 / 23
[ Back to top ]