
Fターム[4E096EA18]の内容
Fターム[4E096EA18]に分類される特許
1 - 20 / 32
内面螺旋溝付管の製造方法および製造装置
【課題】寸法精度が高く、且つフィン高さの高い内面螺旋溝付管が得られるとともに、細管に対応でき、生産性に優れる内面螺旋溝付管の製造方法および製造装置を提供する。
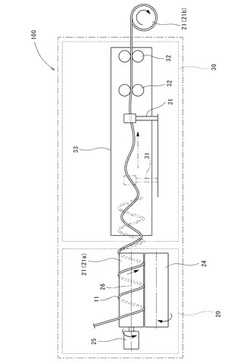
【解決手段】内面に長さ方向に沿う複数の直線溝11aが周方向に間隔をおいて形成された管材11を、巻取りロール21によりコイル状に巻取る巻取り工程と、その巻取りロール21を巻取り方向と逆方向に回転させることによりコイル状の管材11を巻取りロール21上を滑らせて巻取りロール21の軸線26の延長線に沿って少なくとも1巻分のコイル状の管材11を送り出す送り出し工程と、巻取りロール21上から送り出されたコイル状の管材11を、巻取りロール21の軸線26の延長線に沿って一定の張力を負荷しながら直管状に抜き取ることにより、該管材に捻りを加える抜取り工程とを有する内面螺旋溝付管の製造方法。
(もっと読む)
エアコン用アルミニウム合金製内面溝付き管の製造方法

【課題】 フィン潰れが発生し難い小さな拡管力であっても、十分な接合状態を得ることのできるアルミニウム合金製内面溝付き管、またはその製造方法を提供する。
【解決手段】 内面長手方向に突状型フィンを有したアルミニウム合金製内面溝付き管において、管外側表面の表面粗度がRaで2μm〜10μmの範囲であることを特徴とする、アルミニウム合金製内面溝付き管を用いる。または、アルミニウム合金製の管に対して、内面溝付け加工を行う工程と、管外側表面の表面粗度がRaで2μm〜10μmの範囲となるように、粗面化処理を行う工程と、を含む、内面長手方向に突状型フィンを有するアルミニウム合金製内面溝付き管の製造方法を用いる。
(もっと読む)
内面螺旋溝付管の製造方法および製造装置
【課題】寸法精度が高く、且つフィン高さの高い内面螺旋溝付管が得られるととともに、細管に対応でき、生産性に優れる内面螺旋溝付管の製造方法および製造装置を提供する。
【解決手段】内面に長さ方向に沿う複数の直線溝11aが周方向に間隔をおいて形成された管材11を、巻取りロール21にコイル状に巻取る巻取り工程と、巻取り工程を経て形成されたコイル状管材11Cをそのコイル軸線26上に沿って一定の張力を負荷しながら直管状に引き伸ばすことにより、管材11に捻りを加える引張り工程とを有する内面螺旋溝付管の製造方法。
(もっと読む)
内面溝付管の製造装置及び製造方法
【課題】管軸方向全長に亘って、管内熱伝達性能や強度に優れた内面溝付管を、複雑な構成を要さずに安定して製造することができる内面溝付管の製造装置及び製造方法の提供を目的とする。
【解決手段】縮径手段11とフィン形成手段31とを引き抜き方向の上流側から下流側へこの順に配置し、引抜き手段21を縮径手段11の下流側に配置し、素管1aを引抜く引抜き手段21に、素管1aの外面に当接させるパッドと、素管1aとの摩擦による引抜きを可能とする押圧力でパッドを素管1aの側へ押圧する押圧力付与機23とを備え、パッドを、押圧力付与機23からの押圧を受けたとき、適正化した押圧状態で前記素管1aに当接する押圧状態適正化パッド26S,26Hで構成した。
(もっと読む)
内面溝付管製造装置および内面溝付管
【課題】溝加工手段により管内面に溝を形成する際に、溝形成プラグの外周面と金属管の管内面の間に潤滑油を十分に行き渡らせることができる内面溝付管製造装置および該内面溝付管製造装置で製造される内面溝付管を提供することを目的とする。
【解決手段】内面溝付管製造装置1において縮径プラグ32と主溝形成プラグ44と芯金50とで金属管70の内部に配置されている管内部材を構成し、管内部材に、金属管70の内部の上流側から下流側へ潤滑油60を供給する貫通孔50aを設け、貫通孔50aは、縮径プラグ32の上流端と主溝形成プラグ44の下流端との間に潤滑油60を吐出する吐出口50cと、吐出口50cより上流側において潤滑油60を導入する導入口50bとを有するとともに、導入口50bと吐出口50cとの間を貫通する構成とした。
(もっと読む)
内面溝付管並びにその製造方法及び製造装置
【課題】管の軸方向に対する直交断面を管軸方向において安定化することができる内面溝付管並びにその製造方法及び製造装置を提供することを目的とする。
【解決手段】縮径工程で用いるフローティングプラグ23と、溝付加工工程で用いる溝付プラグ32とを連結する連結棒34を、管軸方向沿って連続する1つの構成材料からなる剛体で形成し、連結棒34に、フローティングプラグ23を取り付けることを許容するフローティングプラグ取付け部34fを形成するとともに、溝付プラグを取り付けることを許容する溝付プラグ取付け部を形成し、フローティングプラグ取付け部34fに直接取り付けたフローティングプラグ23を用いて縮径工程を行い、溝付プラグ取付け部34gに直接取り付けた溝付プラグ32を用いて溝付加工工程を行う内面溝付管の製造方法。
(もっと読む)
内面溝付管及びその製造方法
【課題】管内面に複数の溝を形成する溝加工工程において転動体が管外周を転動する際に、管外面にまくれ込みが発生することを防ぎ、管外面の性状、耐圧強度、拡管時の強度、耐腐食性、品質保証性といった品質において優れた内面溝付管、及び、その製造方法の提供を目的とする。
【解決手段】
素管1aの外面を管周方向に沿って転動する転動体33で押圧しながら該素管の内面を、管内部に備えた溝付プラグ32に押し付けて該素管1aの内面に複数の溝を形成する溝加工工程31Aを行う内面溝付管の製造方法であって、前記素管の外面に、平滑処理を施す外面平滑化処理工程11Aを行い、前記外面に平滑処理を施した素管に対して前記溝加工工程31Aを行う。
(もっと読む)
内面溝付管の製造装置およびその製造方法
【課題】高精度な内面溝付管の生産性を向上することのできる内面溝付管の製造装置とその製造方法を提供する。
【解決手段】内面溝付管製造装置1は、素管101を縮径する縮径装置20と、縮径された縮径管102の内面に溝加工を施す溝加工装置40と、溝加工された内面溝付管104を引き抜く巻取りドラム60とを上流側からこの順に備えている。前記縮径装置20と前記溝加工装置40の間には、前記縮径管102を前記溝加工装置40へ向けて送り補助する補助送り装置30が設けられている。また、前記縮径装置20と前記補助送り装置30とが固定されて前記巻取りドラム60の引抜方向と平行に前記溝加工装置40に対して相対移動可能な上流可動台82が設けられ、この上流可動台82が前記溝加工装置40に対して前記相対移動する際に前記上流可動台82にかかる前記相対移動方向の荷重を検出する上流荷重検出器92が設けられている。
(もっと読む)
内面溝付管の製造装置及び製造方法
【課題】本発明では、溝加工部に備えた溝付プラグが転造ボールにより破損される前に加工中に断管が発生したと判断することができ、溝付プラグの破損を確実に防止することができる内面溝付管の製造装置及び製造方法の提供を目的とする。
【解決手段】
素管11aを抽伸して縮径させる縮径手段13と、該縮径手段13通過後の素管内面に多数の溝を形成する溝加工手段14と、該溝加工手段14の管軸方向X下流側で加工済みの内面溝付管11を抽伸する抽伸手段16とを備えた内面溝付管の製造装置10A,10B,10Cであって、前記抽伸手段16よりも管軸方向X上流側に、素管11aの抽伸に伴って管軸方向Xに生じる加工荷重に関する加工関連データを検出する加工関連データ検出手段17,45,52を備えた。
(もっと読む)
内面溝付管の製造方法
【課題】形状不良が発生したり管の破断が生じることもなく、安定した内面二重溝付管の加工を行うことができ、伝熱性能の優れた内面二重溝付管を製造することができる内面溝付管の製造方法を提供する。
【解決手段】素管を引抜手段により引抜方向へ引抜く引抜工程と、素管を縮径させる縮径工程と、引抜手段により素管の引抜きを補助引抜手段により補助する補助引抜工程と、溝加工手段により素管内面に溝を形成する溝加工工程とを行う内面溝付管の製造方法であって、引抜方向に作用する荷重を荷重測定手段により測定する荷重測定工程と、引抜手段と補助引抜手段の少なくともいずれか一方を制御して、荷重を周期的に変化するように制御する制御工程を行う。制御工程では引抜手段と補助引抜手段の少なくともいずれか一方の巻取周速度を制御する。制御工程では補助引抜手段の素管の押し付け力を制御する。
(もっと読む)
内面溝付管の製造装置及び製造方法
【課題】引張り荷重の低減と安定を図ることで、長い管でも破断せずに管全長に亘って内面形状が安定した加工を行うことができる内面溝付管の製造装置及び製造方法の提供。
【解決手段】素管11aの引抜き方向Xに沿って、縮径加工部13、中間引抜き部、溝加工部を備え、前記縮径加工部13を、縮径ダイス22と、該縮径ダイス22とともに素管11aを縮径するフローティングプラグ23とで構成し、前記素管11aの外径Do(mm)、前記縮径ダイス22の径D2(mm)により、RD={(Do−D2)/Do}×100(%)であらわされる素管11aの縮径率RD(%)を、前記縮径加工部13においてRD≦30に設定し、前記フローティングプラグ23の外径D1(mm)、前記縮径ダイス22の径D2(mm)を、D1−D2≧0.1となるよう設定した。
(もっと読む)
内面溝付管及びその製造方法
【課題】本発明は、熱伝導性能に優れ、小型化、軽量化を図ることができ、省資源化を実現することができる内面溝付管及びこのような内面溝付管を効率よく安定して製造することができる製造方法の提供を目的とする。
【解決手段】設置部50上を引抜方向へ移動可能な可動手段33と、該可動手段33と設置部50の間で加工荷重Pを測定可能で荷重検出手段35と、巻取りドラム36を兼ねた引抜手段16を補助する補助引抜手段17と、補助引抜手段17とともに可動手段33上に設置され、素管11aを加工する縮径手段13、及び、溝加工手段14とを備えた製造装置12を用いて、加工荷重をP(N)、溝加工手段通過後の管の軸方向に対する断面積、破断応力をそれぞれAC1(mm2)、σM(N/mm2)としたとき、Pが(AC1×σM)の0.5倍から0.9倍の間になるよう前記補助引抜手段17を制御することを特徴とする内面溝付き管の製造方法。
(もっと読む)
内面溝付管の加工方法
【課題】金属管に容易にねじりを加えることができ、内面溝のリード角を大きくできる内面溝付管の加工方法を提供する。
【解決手段】金属管コイル18から引き出される金属管1内に、フローティングプラグ2と、フローティングプラグ2と連結棒3を介して接続された溝付きプラグ4とを配し、金属管1を引抜きダイス9を通すことでフローティングプラグ2を引抜きダイス9に留め、溝付きプラグ4の位置で金属管1を溝付きプラグ4上に圧迫して金属管1の内面に複数の溝8を形成する内面溝付管の加工方法において、金属管コイル18から金属管1を軸方向に引き出すと共に、金属管1が溝付きプラグ4の回転方向と同じ方向に回転するように金属管コイル18を軸廻りに回転させるものである。
(もっと読む)
伝熱管、及び、伝熱管の製造方法
【課題】本発明は、凝縮管、蒸発管のいずれとして用いても、圧力損失を増大させることなく、管内熱伝達率の向上を図ることができる伝熱管、及び、その製造方法の提供を目的とする。
【解決手段】
管内面10に、管軸方向D1に対する所定角度の螺旋状のフィン12が形成された伝熱管10であって、前記フィン12を、副溝14によって分断されるとともに、管内面に螺旋状に突出する複数のフィン構成部12Aにより形成し、前記フィン構成部12Aの少なくとも螺旋方向下流側D2dに、管軸方向上流側D1uで隣り合う前記フィン12との間に突出する突出片16を備えた伝熱管11。
(もっと読む)
高耐圧内面溝付伝熱管の製造方法
【課題】厚肉で内面溝の捩れ角度が高い内面溝付伝熱管を製造できる高耐圧内面溝付伝熱管の製造方法を提供する。
【解決手段】得ようとする管外径より大径の生地管2の内側にフローティングプラグ8と該フローティングプラグ8に連結された溝付プラグ9を配し、生地管2の外側には生地管2の引き抜き方向に沿って引抜ダイス3と押圧手段4とロータリスエージャ6を順に配し、生地管2を引き抜くことにより、引抜ダイス3で生地管2を縮管すると共に該縮管された生地管2内にフローティングプラグ8を係止させ、溝付プラグ9の位置で押圧手段4により生地管2を押圧して生地管2の内面に溝を転写し、その生地管2をロータリスエージャ6で増肉縮管する。
(もっと読む)
内面溝付管の製造装置及び製造方法
【課題】本発明は、溝が深く、ねじれ角の大きい溝を有する内面溝付管であっても、生産性を向上して製造することのできるの内面溝付管の製造装置及び製造方法製造装置の提供を目的とする。
【解決手段】抽伸手段18と引抜手段16を備え、上記抽伸手段18を、縮径手段13と補助引抜手段17と溝加工手段14とを備えて構成した内面溝付管11の製造装置12であって、上記抽伸手段18による抽伸方向と、上記引抜手段13による引抜方向とが傾斜した状態で上記溝加工手段14を支持する支持手段33を備え、上記支持手段33の上流側部分を固定台Zに対して回動自在に取り付け、上記溝加工手段14の管11aの抽伸方向に対して略直角方向に働く荷重fを測定する荷重測定手段35により測定した荷重測定信号に基づいて、上記引抜手段16と上記補助引抜手段17との少なくとも一方を制御する制御手段45を設けた内面溝付管11の製造装置12。
(もっと読む)
金属管の製造方法及びその製造装置、並びに金属管、金属管コイル
【課題】コイル状に整列巻きした管同士の接触部分の焼鈍によるくっつきあうことを防止し、使用時に巻取りをスムーズに解くことのできる金属管の製造方法及びその製造装置、並びに金属管、金属管コイルの提供を目的とする。
【解決手段】金属素材を抽伸して管状に成形する成形工程S1と、成形後の金属管をコイル状に整列巻きする整列巻き工程S5と、整列巻き後の金属管11を焼鈍する焼鈍工程S6とを行う金属管11の製造方法であって、前記整列巻き工程S5を行う前に、前記金属管11の外面に凹凸を形成する凹凸形成工程S4を行うことを特徴とする金属管11の製造方法。
(もっと読む)
3層クラッドアルミニウム管およびアルミニウム製内面溝付き管の製造方法
【課題】転造加工時のピックアップ系の不良を招く外表面部の荒れや皮材のシワ防止、および転造加工時の内面溝成形性や機械拡管時の内面溝つぶれを防止し、優れた耐孔食性を有すると共にアルミニウム本来の軽量性と耐食性とを有するアルミニウム製内面溝付き管として有用な3層アルミニウム管と、アルミニウム製内面溝付き管の製造方法を提供する。
【解決手段】Mn:1.0〜1.5%(質量%、以下同じ)、Cu:0.05〜0.20%、Si:0.6%以下、Fe:0.3〜0.7%を含有し、残部がAlと不可避的不純物からなるアルミニウム合金にZn:1.0〜1.3%を含有させたアルミニウム合金が外表面を覆うことを特徴とする成形性と耐食性に優れた内面溝付き管用3層クラッドアルミニウム管。
(もっと読む)
熱交換器用銅合金管
【課題】りん脱酸銅管における破壊圧力/引張り強さの比(Pfd/σd)を上回る破壊圧力/引張り強さの比を有し、且つ曲げ加工性及び耐熱性が優れた熱交換器用銅合金管を提供する。
【解決手段】Co:0.05乃至0.4質量%、Sn:0.05乃至1.0質量%、Zn:0.005乃至1.0質量%、Ni:0.005乃至0.2質量%、P:0.05乃至0.4質量%、S:0.005質量%以下、O:0.005質量%以下、及びH:0.0002質量%以下を含有し、残部がCu及び不可避的不純物からなる。焼鈍後の引張り強さが260N/mm2以上であり、平均結晶粒径が30μm以下であると共に、前記銅合金管の引張強さをσa1、破壊圧力をPFa1、前記銅合金管と同一外径及び肉厚のりん脱酸銅管の引張強さをσd1、破壊圧力をPFd1としたとき、PFa1/σa1>PFd1/σd1である。
(もっと読む)
銅合金管
【課題】引張強さ及び0.2%耐力が高く、強度的に優位な銅合金管で、かつヘアピン曲げ加工性及び拡管性を改善した高強度の熱交換器用として有用な銅合金管を提供する。
【解決手段】Co:0.03乃至0.15質量%、Sn:0.1乃至1.0質量%、P:0.004乃至0.08質量%、S:0.005質量%以下、O:0.005質量%以下、及びH:0.0002質量%以下を含有し、残部がCu及び不可避的不純物からなる組成を有する。更に、Zn:0.01乃至1.0質量%を含有することが好ましい。Fe、Ni、Mn、Mg、Cr、Ti及びAgからなる群から選択された1種以上の元素を総計で0.07質量%未満含有することが好ましい。更に、管の引張強さが250乃至300N/mm2、伸びが40%以上、平均結晶粒径が10乃至35μmであることが好ましい。
(もっと読む)
1 - 20 / 32
[ Back to top ]