
Fターム[4E096JA15]の内容
Fターム[4E096JA15]の下位に属するFターム
潤滑剤固着具 (3)
Fターム[4E096JA15]に分類される特許
1 - 16 / 16
ビードワイヤ、ビード、空気入りタイヤ及びビードワイヤの製造方法
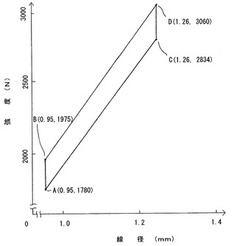
【課題】強度で伸線性に富むことで所望の強度を有しつつ線径の小さいビードワイヤを提供する。
【解決手段】本発明のビードワイヤは、炭素を0.75〜0.90質量%で含むスチールよりなり、線径が0.95mm以上1.26mm以下であり、強度が、この線径をD(mm)、強度をN(N)とするとき、次式N=(3400〜3500)×D−(1350〜1450)を満たす。本発明のビードワイヤは、線材に、複数のダイスにより伸線を行い、ダイスを経た後の冷却速度を100℃/10秒以上とすることにより製造することができる。
(もっと読む)
冷間鍛造用鋼線の製造方法

【課題】潤滑性に優れた冷間鍛造用鋼線の製造方法を提供する。
【解決手段】本発明の実施の形態による冷間鍛造用鋼線の製造方法は、素線に対して硫酸溶液で酸洗処理を実施する第1酸洗処理工程と、硫酸溶液で酸洗処理を実施された素線に対して熱処理を実施する工程と、熱処理後の素線に対して塩酸溶液で酸洗処理を実施する第2酸洗処理工程と、塩酸溶液で酸洗処理を実施された素線に対して潤滑処理を実施し、素線の表面に潤滑皮膜を形成する工程とを備える。
(もっと読む)
オーステナイト系ステンレス鋼線の伸線加工方法及び装置
【課題】設備費がかからず、また、温度コントロールを安定しておこなうことができる。
【解決手段】加熱された液状の潤滑剤内に、張力が加えられたオーステナイト系ステンレス鋼母線を通して、この母線を加熱する工程と、加熱された母線を引き抜き加工する工程と、を具備するオーステナイト系ステンレス鋼線の伸線加工方法。
(もっと読む)
潤滑油清浄装置およびこれを備える抽伸機、並びに潤滑油の清浄方法およびこれを用いる引抜加工方法
【課題】使用済み潤滑油に混入した鉄粉およびスラッジを効率よく除去し、引抜加工に再使用された際に金属管に発生する内面汚れを抑制できる潤滑油清浄装置を提供する。
【解決手段】回収された使用済み潤滑油を貯蔵するダーティータンク12と、ダーティータンク12から供給された潤滑油中の異物を除去する遠心分離機14と、遠心分離機14を通過させた潤滑油を貯蔵する第1クリーンタンク15と、第1クリーンタンク15から供給された潤滑油中の異物を除去する濾過装置16と、濾過装置16を通過させた潤滑油を貯蔵する第2クリーンタンク17と、第1クリーンタンク15に貯蔵された潤滑油の一部をダーティータンク12に排出する第1調整ライン18と、第2クリーンタンク17に貯蔵された潤滑油の一部を第1クリーンタンク15および/またはダーティータンク12に排出する第2調整ライン19とを備えることを特徴とする潤滑油清浄装置である。
(もっと読む)
剥離粉除去機および伸線装置
【課題】鋼線に密着した潤滑被膜の剥離を防止しつつ、潤滑被膜の剥離粉を効率よく除去することができる剥離粉除去機および伸線装置を提供する。
【解決手段】伸線装置13は、伸線機20および剥離粉除去機30を有する。伸線機20は、容器21およびダイス22を有し、容器21内に潤滑剤23が収容される。剥離粉除去機30は、容器31および筒状体32を有する。容器31内に複数の固形物33が収容され、その複数の固形物33に筒状体32が埋設される。容器21内において線材11aの表面に潤滑剤23が付され、その線材11aがダイス22によって伸線されることにより、鋼線11bに加工されるとともに、鋼線11bの表面に潤滑剤23からなる潤滑被膜が形成される。その後、鋼線11bは、筒状体32を通過するように容器31内を通過する。このとき、筒状体32内において固形物33と接触することにより潤滑被膜の剥離粉が除去される。
(もっと読む)
鋼材引抜き装置の潤滑装置
【課題】引抜き部付近に潤滑剤の大きな塊が出来るのを阻止し、潤滑剤が常にスムースにダイスと鋼材との界面に供給されるようにする。
【解決手段】粉状の潤滑剤3を満たしたボックス2の一側にダイス1が設けられ、鋼材4を該ボックス内を経て該ダイスに通すことにより該鋼材の表面に潤滑剤を付着させて伸線加工する鋼材引抜き装置において、鋼材4を囲繞する回転羽根5を該鋼材と同芯状なるようにボックス2内に配設し、該回転羽根の先端部5aをダイスの内側面に対峙させると共に、該回転羽根を回転動させる駆動手段11を設ける。回転羽根5は一方向に湾曲する湾曲板状の複数枚の羽根部材6を可動リング7の内縁部に等角間隔で固着して形成してなるものであり、該各羽根部材の先端部5aを先鋭に形成する。
(もっと読む)
伸線機
【課題】ワイヤーとダイスとの間の調芯を良好にする。
【解決手段】ダイス1およびコーンプーリー2が潤滑液4に浸され、ターンプーリー5が潤滑液4に浸されることなく潤滑液4の液面Fとダイス1およびコーンプーリー2よりも上方に配置され、ワイヤー7のターンプーリー5からダイス1を経由してコーンプーリー2に掛け渡された部分7aおよびダイス1がターンプーリー5のワイヤー通線面部17乃至20の各々からの鉛直線Lの上に配置されて、ダイス1の重量Wがワイヤー7にワイヤー7の伸線方向Yと平行する方向に加わることによって、ワイヤー7とダイス1との間の調芯が適切に維持される。ダイス1がダイスホルダー11に鉛直線Lと直交する水平方向に移動可能に支持されれば、ダイス1がワイヤー7の鉛直線Lから水平方向への移動と同じ方向に移動し、ワイヤー7とダイス1との間の調芯が一層好適に維持される。
(もっと読む)
金属線材伸線方法
【課題】伸線ダイスへの不溶性蓄積不要物の進入を防止でき、伸線処理される金属線材の表面荒れや延性劣化を防止できる金属線材伸線方法を提供する。
【解決手段】金属線材8をエマルジョン潤滑液5の満たされた潤滑液槽6中で伸線ダイス7によって伸線処理する金属線材伸線方法において、一定時間伸線処理に使用されたエマルジョン潤滑液槽6内のエマルジョン潤滑液5を遠心分離機3に送って遠心分離機にて30G以上150G以下の重力加速度で遠心分離処理することによってエマルジョン潤滑液5中の不溶性蓄積不要物を除去した後に伸線処理に使用するエマルジョン潤滑液5として潤滑液槽6に戻して伸線処理を行う。
(もっと読む)
ブラスめっきスチールワイヤの伸線方法
【課題】30℃以下の潤滑液を用いた場合においても、延性低下の原因となる伸線処理の際のブラスめっきスチールワイヤの温度上昇を抑制できるとともに、ブラスめっきスチールワイヤやダイスの表面の極圧皮膜生成反応の低下を抑制できて、伸線性及び延性に優れたブラスめっきスチールワイヤを製造できるブラスめっきスチールワイヤの伸線方法を提供する。
【解決手段】油成分と極圧成分とを含んだ潤滑液を用いてブラスめっきスチールワイヤ17を伸線するブラスめっきスチールワイヤの伸線方法において、最終ダイス21Zが設置された下流潤滑液槽10Bと複数のダイス21が設置された上流潤滑液槽10Aとを備えた伸線装置1を用い、下流潤滑液槽10B内の潤滑液として、ZnDTP(極圧皮膜生成反応の低下を抑制する成分)を含有し、かつ、温度15℃以上30℃以下の下流潤滑液16を用いた。
(もっと読む)
塗布量制御装置
【課題】揺動しながら進行する線材等の長尺材の表面に塗着物を均一に塗布することができる塗布量制御装置を提供する。
【解決手段】表面に液体潤滑剤が付着した線材7が揺動しながら進行してダイス8の貫通孔を通過すると、ダイス8を支持している支持体15が弾性体17及び18により線材7の進行方向と直交するいずれの方向にも移動自在に懸架されているので、ダイス8の貫通孔の周縁部が線材7の表面に接触することによりダイス8は支持体15と共に移動して線材7の揺動に追従し、ダイス8と一体に支持体15に支持された一対のエアノズル9及び10も線材7の揺動に追従する。これらのエアノズル9及び10からエアを噴出することにより、線材7の表面に付着した余剰の液体潤滑剤が吹き飛ばされる。
(もっと読む)
伸線機
【課題】線径が10μmφ〜20μmφ程度の金属極細線の製造において、案内キャプスタンローラとのからまりによる断線や、金属細線のよじれや微細折れなどの不具合を生じさせることなく、伸線速度を200m/min以上の高速にすることができる伸線機を提供する。
【解決手段】案内キャプスタンローラ3の外側に張力補助ガイド12を設置し、金属細線11を経由させて伸線することにより、伸線中の金属細線11の張力の低下を抑制する。張力補助ガイド12は、伸線ダイス8への金属細線11の入射角が変わらないように設計することが好ましく、また、案内キャプスタンローラ3に接触する金属細線11の長さを調整できるような機構であることが好ましい。
(もっと読む)
金属線材の湿式伸線方法
【課題】 潤滑剤のエマルジョン径を大きくすることなく、冷却したエマルジョンタイプの潤滑剤を伸線部に供給する方法を提供する。
【解決手段】 金属線材13の湿式伸線を行う際に、伸線機10と、油成分をエマルジョン化して分散させた水系潤滑剤を供給するための潤滑剤タンク20との間に、補助タンク31内に冷却機32が配置された冷却手段30を設けて、上記伸線機10に供給される潤滑剤の温度を5℃〜30℃になるように冷却するとともに、上記潤滑剤タンク20内の潤滑剤の温度を35℃〜60℃に保持し、更に、上記潤滑剤が冷却手段30から伸線機10に至るまでに要する時間を3時間以内になるように設定し、上記潤滑剤が低温に保持される時間を短くして、長時間に亘ってエマルジョン径の小さな潤滑剤を伸線機に供給することができるようにした。
(もっと読む)
金属線材の湿式伸線方法
【課題】 エマルジョン径を小さくして潤滑性を向上させるとともに、金属粉、メッキ粉、劣化油分などの異物の線引きダイス中への浸入を防止することのできる金属線材の湿式伸線方法を提供する。
【解決手段】 油成分をエマルジョン化して分散させた水系潤滑剤を、潤滑剤タンク20から伸線機10の潤滑液槽12に供給して金属線材13を伸線加工する際に、上記潤滑剤タンク20において、上記潤滑液槽12から潤滑剤タンク20に戻された潤滑剤中に含まれる金属粉及び劣化油成分を含む異物を沈降分離して除去するとともに、上記潤滑剤タンク20と上記潤滑液槽12との間に第2タンク30を設け、この第2タンク30にて、上記潤滑剤タンク20から上記潤滑液槽12に供給される上記潤滑剤に超音波振動を付加することにより、伸線機10に、エマルジョン径が小さく、かつ、異物の殆どない潤滑剤を供給できるようにした。
(もっと読む)
伸線前鋼線及びその潤滑下地処理方法
【課題】 伸線前鋼線の表面に燐酸亜鉛被膜を形成し、防錆剤として消石灰をその上層に用いる事により、伸線性を低下させることなく、伸線後の潤滑剤の残留量を低減する事。
【解決手段】 表面に燐酸亜鉛被膜を付着させ、その上に防錆剤を塗着してある伸線前鋼線において、燐酸亜鉛被膜の付着量が5〜9g/m2で、燐酸亜鉛の結晶粒径平均が150μm以下であることを特徴とする伸線前鋼線。また、防錆剤としての消石灰が0.5〜2.0g/m2塗着されていることを特徴とする。
(もっと読む)
ブラスメッキスチールワイヤの製造方法及びブラスメッキスチールワイヤの伸線装置
【課題】 多段スリップ型湿式伸線方法において、最終ダイスなどに使用されるダイヤモンドダイスとしては、粒径10μm程度の微粉末の単結晶ダイヤモンドを焼結して形成した焼結ダイヤモンドに精密な孔をあけたものが使用されていたので、ダイヤモンド粒の欠落現象が発生し、ダイヤモンド粒の欠落部にメッキ凝着が起き、この部分の摩擦抵抗が増加して表層加工による加工発熱上昇現象が起こり、ブラスメッキスチールワイヤの延性値が低下する。
【解決手段】 最終伸線工程の最終ダイス20、あるいは、最終伸線工程の最終ダイス20及びこれより上流側の数個のダイス14aとして、粒径5μm以下のダイヤモンド粒子を焼結して形成されたダイヤモンドダイス4を使用して、ブラスメッキスチールワイヤ13の伸線引抜加工を行う。
(もっと読む)
表面性状に優れた磨き棒鋼の製造方法
【課題】本発明は、表面性状に優れた磨き棒鋼の製造方法を提供する。
【解決手段】磨き棒鋼の、コイル状素材をサプライスタンドに載荷後、巻き戻しを行う前に潤滑剤を潤滑剤塗布手段により散布、好ましくはサプライスタンドの上方からミスト状に散布する。サプライスタンドの下方に潤滑剤プールを配置し、コイル状素材の一部を潤滑剤に浸漬させ潤滑剤を再使用する。
(もっと読む)
1 - 16 / 16
[ Back to top ]