
Fターム[4F072AB04]の内容
強化プラスチック材料 (49,419) | 繊維状物質一般 (9,726) | 繊維状物質の材質 (5,762) | 有機繊維 (2,130) | 付加重合体の繊維(←オレフィン、ビニロン) (268)
Fターム[4F072AB04]に分類される特許
261 - 268 / 268
サンドイッチパネル
【課題】本発明は、軽量で機械的特性に優れ、しかも優れた吸音効果等を有する、コア材と繊維強化複合材料を用いた、サンドイッチパネルを提供することを目的とする。
【解決手段】コア材とその両面に積層して接着された繊維強化複合板状部材とからなるサンドイッチパネルにおいて、この繊維強化複合板状部材の少なくとも一つが、強化繊維材料と有機系振動減衰剤を配合したマトリックス樹脂とからなる、制振性複合板状部材であることを特徴とするサンドイッチパネルによって達成することができる。特に、騒音が問題となる航空機等の輸送機械の分野で使用される、ハニカム吸音パネルが提供される。
(もっと読む)
界面接着性評価用試験片、界面接着評価用試験片の成形方法、および強化繊維と樹脂との界面接着性を評価する試験方法
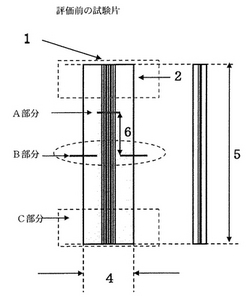
【課題】試験片作製から評価に至るまでの時間を大幅に短縮し、少量のサンプルによる評価を可能とするばかりでなく、従来、取り扱いが困難といわれていた炭素繊維や熱可塑性樹脂組成物にも適用可能で容易に、かつ誰にでも正確に強化繊維と樹脂との界面接着性を評価できる画期的な試験方法を提供する。
【解決手段】マルチフィラメントからなる強化繊維を熱可塑性樹脂組成物または熱硬化性樹脂組成物で含浸して成形加工し、下記界面接着性評価の対象となる当該マルチフィラメントからなる強化繊維の「埋込み長さ」が、0.5mm〜100mmである樹脂と繊維との界面接着性評価用試験片。
埋込み長さ;添付図1に示したA部分からB部分までの長さ(番号6)を「埋込み長さ」と定義する。
(もっと読む)
エポキシ樹脂含浸ヤーンおよび予備成形物を製造するためのその使用
強化繊維フィラメントとヤーンに浸潤する樹脂とで構成されるヤーンであって、前記樹脂は繰り返し融解することができ、かつ室温まで冷却することによって凝固させることができ、前記ヤーンのフィラメントは前記樹脂によって互いに少なくとも部分的に結合しており、前記ヤーンはその総重量に対して2.5〜25重量%の浸潤樹脂を含有し、前記浸潤樹脂は少なくとも2種のエポキシ樹脂E1とE2の混合物で構成され、E1は樹脂の2,000〜2,300mmol/kgの範囲のエポキシ値を有し、E2は樹脂の500〜650mmol/kgの範囲のエポキシ値を有し、そして前記混合物中のエポキシ樹脂E1およびE2の重量比E1:E2は、前記浸潤樹脂混合物が樹脂の550〜2,100mmol/kgの範囲のエポキシ値を有するように選択されることを特徴とする前記ヤーン、前記ヤーンを含んでなる予備成形物、前記予備成形物を製造するための方法、および複合材料を製造する際のその使用が提供される。 (もっと読む)
曲線状物体の製造方法
本発明は、ポリマー繊維を含有する少なくとも1つの積み重ねられたプライのパッケージからの高温でのその変形による、1つもしくはそれ以上の方向に湾曲した物体の製造方法であって、かけられた引張応力での繊維の融点と該融点より20℃低い温度との間にある温度で、繊維が延伸されるのに十分なほど高い引張応力を繊維にかける工程を含む方法に関する。本方法は、1つもしくはそれ以上の方向に湾曲した物体が、低い内部および/または相互変形性を持った平らな繊維プライを使用して材料が制御されたやり方でダイ中へ引き込まれることなく、感知できるほどのしわなしにフラット繊維プライから製造されることを可能にする。本発明はまた、本発明による方法によって得ることができる、1つもしくはそれ以上の方向に湾曲した物体にも関する。 (もっと読む)
繊維強化エラストマー物品
複数の粘着性高分子繊維と組合せたエラストマーラテックス支持体から製造した物品。上記繊維は、密着マットを形成して、少なくとも部分的に互いに接着して、繊維強化エラストマー物品を形成する。  (もっと読む)
(もっと読む)
湿式使用チョップドストランドを使用した熱可塑性組成物の開発

湿式使用のチョップドストランドガラスを使用する熱可塑性複合材(295)を形成するための方法が提供される。湿式チョップドストランドガラス繊維のような湿式補強繊維が、該繊維を第1のオープナー(210)、コンデンサ(220)、および任意に第2のオープナー(230)に連続的に通すことによって開かれる。この開かれた補強繊維は樹脂(240)と混合され、第1のシート形成器(270)に移送される。樹脂は、好ましくはポリプロピレン繊維である。高い構造的一体性を有する最終複合材を形成するために、任意の第2のシート形成器を使用してもよい。得られたシートは、機械的強化のために、針穿刺フェルト製造機に通されてもよい。次いで、該シートは、補強ガラス繊維および樹脂を結合させるために熱結合装置(290)に通される。熱結合装置を出て行く複合材製品は、続いて、複合材物品を製造するためのモールドプロセスにおいて補強剤として使用することができる。 (もっと読む)
成形冷却液ホースの製造方法
【課題】車のボンネット内の厳しい環境条件に耐える複雑な形状を持つ冷却液ホースなどを容易に安価に製造する方法を提供すること。
【解決手段】押出し機、心棒膨張押出しダイ、ロボットハンドリングユニットおよびフレキシブル圧力ホースからなる装置を用いて、熱可塑性ポリマーを前記ダイを通して送り出し、ホースを製造する。前記ダイは、ロボットで制御でき、溝付ダイ通路に偏心を生じるようにオフセットすることが可能な外側ダイと内側ダイとを持つ。これにより、曲げ部の厚みが一定のホースを作ることができる。熱可塑性ポリマーは、ポリビニルクロライド、ポリエチレン、ポリプロピレン、ポリ酢酸ビニル、ポリエステル・ポリマー、ABSコポリマー、ポリアミド、熱可塑性エラストマー、および弾性ポリマーからなる群から選択されることを特徴とする。
(もっと読む)
硬化性プリプレグ,その製造方法及び硬化方法
【課題】 短時間に安定して増粘でき、且つプリプレグシート保存中に樹脂が繊維質基材から流れ出すことがなく、更に被着体の形状が複雑な場合でも貼り付けてから硬化までの間に剥がれることがなく、プライマーの使用なしで高い接着強度を発現しうる硬化性プリプレグ,その製造方法及び硬化方法を提供すること。
【解決手段】 片面または両面に粘着剤層を有することを特徴とする硬化性プリプレグ並びに粘着剤をフィルム上に塗布し、粘着剤層を形成した後、その上に硬化性プリプレグ組成物を積層し、可視光及び/または近赤外光の照射により、硬化性プリプレグ組成物のみをBステージまで予備重合させて一体化することを特徴とする硬化性プリプレグの製造方法である。
(もっと読む)
261 - 268 / 268
[ Back to top ]