
Fターム[4F074CA35]の内容
多孔性物品の製造及び廃物の回収・処理 (66,590) | 製造方法 (4,918) | ビーズ発泡 (1,495) | 発泡性粒子(未発泡)の製造 (639) | 粒子に発泡剤を含浸するもの (434) | 含浸方法 (75)
Fターム[4F074CA35]に分類される特許
1 - 20 / 75
ポリオレフィン系樹脂予備発泡粒子およびその製造方法
【課題】 ポリオレフィン系樹脂予備発泡粒子に関し、生産性を損なうことや設備の制約が少なく、予備発泡粒子間の倍率バラツキ、気泡バラツキが小さく、型内発泡成形に用いた場合に、型内発泡成形体の予備発泡粒子間の融着、表面性、寸法精度に優れる型内発泡成形体が得られるポリオレフィン系樹脂予備発泡粒子を提供すること。
【解決手段】 ポリオレフィン系樹脂(a)100重量部に対し、ポリオレフィン・ポリエーテルブロック共重合体(b)0.2重量部以上5重量部未満、発泡核剤(c)0.005重量部以上2重量部以下および、ポリオレフィン・ポリエーテルブロック共重合体以外の親水性物質(d)を含有するポリオレフィン系樹脂からなるポリオレフィン系樹脂粒子を発泡させてなるポリオレフィン系樹脂予備発泡粒子。
(もっと読む)
発泡樹脂容器及びその製造方法
【課題】軽量化と、容器を複数段積み上げての使用に耐えうる座屈強度を備えた発泡樹脂容器を提供することを課題とする。
【解決手段】24万〜35万の重量平均分子量Xを有する発泡ポリスチレン系樹脂粒子が充填された金型を蒸気圧Yの蒸気により加熱成形することで、上面に開口部を有する発泡樹脂容器を製造する方法であり、前記加熱成形が、下記式4.09X×10-7−0.0582≦Y≦3.64X×10-7−0.0273を満たす前記重量平均分子量Xと蒸気圧Yとの関係のもとで行われることを特徴とする発泡樹脂容器の製造方法により上記課題を解決する。
(もっと読む)
発泡性ポリスチレン系樹脂粒子とその製造方法、ポリスチレン系樹脂予備発泡粒子及びポリスチレン系樹脂発泡成形体
【課題】耐候性と機械強度に優れた発泡成形体を得ることが可能な発泡性ポリスチレン系樹脂粒子とその製造方法の提供。
【解決手段】樹脂供給装置内で溶融されたポリスチレン系樹脂に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から直接冷却用液体中に押し出し、押し出すと同時に押出物を高速回転刃で切断するとともに、押出物を液体との接触により冷却固化して発泡性ポリスチレン系樹脂粒子を得る、溶融押出法によって製造された発泡性ポリスチレン系樹脂粒子において、発泡性ポリスチレン系樹脂粒子全体に酸化防止剤及び/又は紫外線吸収剤が、ポリスチレン系樹脂100質量部に対し0.005〜5質量部の範囲内で均一に含有された発泡性ポリスチレン系樹脂粒子。
(もっと読む)
発泡性熱可塑性樹脂粒子とその製造方法、熱可塑性樹脂予備発泡粒子及び熱可塑性樹脂発泡成形体

【課題】耐熱性、機械的強度及び発泡性に優れた発泡性熱可塑性樹脂粒子その予備発泡粒子、及び発泡性形体の提供。
【解決手段】発泡剤を含む熱可塑性樹脂粒子からなる発泡性熱可塑性樹脂粒子であって、前記熱可塑性樹脂が、スチレン−メタクリル酸−メタクリル酸メチル共重合体であることを特徴とする発泡性熱可塑性樹脂粒子。
(もっと読む)
難燃性発泡性スチレン系樹脂粒子の製造方法
【課題】 難燃性能が低下することなく、押出機での溶融混練中に分解せず、さらには環境適合性にも優れた難燃剤を使用した難燃性発泡性スチレン系樹脂粒子の製造方法を提供する。
【解決手段】 スチレン系樹脂100重量部に対して、臭素系難燃剤と安定剤との混合物0.5重量部以上15重量部以下、および発泡剤3重量部以上10重量部以下を押出機に供給した後、押出機内で溶融混練された溶融樹脂を、押出機先端に取り付けた小孔を多数有するダイスを通じて、循環水で満たされたカッターチャンバー内に押し出し、押し出し直後から、ダイスと接する回転カッターにより溶融樹脂を切断する難燃性発泡性スチレン系樹脂粒子の製造方法であって、臭素系難燃剤と熱安定剤との混合物の、熱重量分析における1%重量減少温度が、該臭素系難燃剤単体の1%重量減少温度に対して2℃以上高い温度であり、発泡剤が、炭素数3以上6以下の炭化水素の少なくとも1種であることを特徴とする難燃性発泡性スチレン系樹脂粒子の製造方法。
(もっと読む)
自動車装備部品
【課題】ポリプロピレン樹脂とポリ乳酸樹脂との混合樹脂を基材樹脂としながらも、高発泡倍率で優れた機械物性を示すことができるポリプロピレン系樹脂発泡粒子成形体からなる自動車装備部品を提供すること。
【解決手段】密度0.1g/cm3以下で、ポリプロピレン樹脂からなる連続相中にポリ乳酸樹脂からなる分散相が分散したポリプロピレン系樹脂発泡粒子成形体からなる自動車装備部品である。ポリプロピレン系樹脂発泡粒子成形体を構成するポリプロピレン系樹脂は、所定の配合割合でポリ乳酸樹脂とポリプロピレン樹脂と熱可塑性エラストマー及び/又はエポキシ基を有するエチレン系共重合体とからなる。ポリプロピレン系樹脂発泡粒子成形体の気泡膜断面において最大径8μm以上の分散相の個数は、分散相の全個数に対して4%以下(0も含む)である。ポリプロピレン系樹脂発泡粒子成形体の温度80℃における寸法変化率が±3.5%以内である。
(もっと読む)
ポリオレフィン系樹脂型内発泡成形体の養生方法
【課題】 ポリオレフィン系樹脂型内発泡成形体の養生工程において、特殊な温度コントロールの実施や、特殊な装置を使用することなく、簡易な方法にて型内発泡成形後の変形、収縮問題を解決する。
【解決手段】 ポリオレフィン系樹脂型内発泡成形体を、炭酸ガス濃度が調整された雰囲気下で養生することにより、型内発泡成形後の収縮、変形を抑制することができる。
(もっと読む)
ポリ(3−ヒドロキシアルカノエート)系予備発泡粒子および型内発泡成形体
【課題】 生分解性を有し且つ成形性や物性が良好で、発泡倍率及び独立気泡率が高いP3HA系予備発泡粒子および型内発泡成形体を提供すること。
【解決手段】 3−ヒドロキシヘキサノエートの組成比が6〜12モル%であるポリ(3−ヒドロキシブチレート−コ−3−ヒドロキシヘキサノエート)共重合体を70%以上含有する樹脂100重量部に対して、構成脂肪酸が炭素数1〜12の脂肪族酸であるグリセリントリエステルを1〜10重量部含有するポリ(3−ヒドロキシアルカノエート)系樹脂組成物からなる粒子を、105〜125℃で発泡してなり、発泡倍率が20倍以上かつ独立気泡率が90%以上である無架橋のポリ(3−ヒドロキシアルカノエート)系予備発泡粒子を、金型内で相互に融着して型内発泡成形体を作製すること。
(もっと読む)
ポリオレフィン系樹脂発泡粒子の製造方法
【課題】ポリオレフィン系樹脂発泡粒子の製造方法において、従来よりも気泡径の大きい、発泡倍率が高くても、気泡径の均一性が向上した発泡粒子を得ることができる、ポリオレフィン系樹脂発泡粒子の製造方法を提供することを目的とする。
【解決手段】ポリオレフィン系樹脂(A)と、次式(I)で表される硫酸塩無水物(B)とを押出機内で溶融混練してポリオレフィン系樹脂溶融物とし、該樹脂溶融物を造粒してポリオレフィン系樹脂粒子を得、該樹脂粒子を密閉容器内において水性分散媒に分散させるとともに、加熱下で該樹脂粒子に物理発泡剤を含浸させて発泡性樹脂粒子とした後、該発泡性樹脂粒子を水性分散媒と共に密閉容器内の圧力よりも低圧下に放出して発泡させて、発泡粒子とするポリオレフィン系樹脂発泡粒子の製造方法。
MIMIII(SO4)2・・・・・(I)
上記式(I)中、MIは1価の陽イオン、MIIIは3価の金属イオンである。
(もっと読む)
帯電防止性を有する発泡性スチレン系樹脂粒子、その製造方法、予備発泡粒子及び発泡成形体
【課題】帯電防止性に優れた発泡性スチレン系樹脂粒子を提供することを課題とする。
【解決手段】スチレン系樹脂粒子に、界面活性剤の存在下で、発泡剤を乾式含浸させて発泡性樹脂粒子を得るに際して、前記界面活性剤が、前記スチレン系樹脂粒子100重量部に対して、1〜4重量部使用され、かつ重量比1:0.03〜0.8の割合でカチオン性界面活性剤と非水溶性のノニオン性界面活性剤とを含むことを特徴とする帯電防止性を有する発泡性スチレン系樹脂粒子の製造方法により上記課題を解決する。
(もっと読む)
加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子とその製造方法及び熱可塑性樹脂発泡成形体とその製造方法
【課題】リサイクル樹脂などの発泡剤を含まない樹脂を混合して押出発泡した場合でも高発泡倍数の発泡成形体が得られ、また押出機内で食い込み変動が生じ難い加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子の提供。
【解決手段】熱可塑性樹脂に炭素数6以下の炭化水素からなる発泡剤が6〜20質量%含有された加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子。樹脂供給装置内で溶融された熱可塑性樹脂に炭素数6以下の炭化水素からなる発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から直接冷却用液体中に押し出し、押し出すと同時に押出物を高速回転刃で切断するとともに、押出物を液体との接触により冷却固化して発泡剤含有熱可塑性樹脂粒子を得る溶融押出法によって、前記発泡剤含有熱可塑性樹脂粒子を製造する方法。
(もっと読む)
発泡性ポリスチレン系樹脂粒子とその製造方法、ポリスチレン系樹脂予備発泡粒子及びポリスチレン系樹脂発泡成形体
【課題】機械強度に優れた発泡成形体を製造可能であり、かつ型内発泡成形における成形サイクルを短縮化でき、生産性にも優れた発泡性ポリスチレン系樹脂粒子の提供。
【解決手段】重量平均分子量(Mw)26万未満のポリスチレン系樹脂35〜65質量部と、重量平均分子量(Mw)26万以上のポリスチレン系樹脂65〜35質量部とを混合し、発泡剤を含有させてなる発泡性ポリスチレン系樹脂粒子。
(もっと読む)
型内発泡成形用熱可塑性樹脂発泡粒子の製造方法
【課題】型内発泡成形用熱可塑性樹脂発泡粒子の製造方法を提供する。
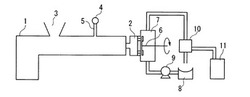
【解決手段】熱可塑性樹脂組成物を押出機に供給して発泡剤の存在下にて溶融混練する工程と、上記押出機の前端に取り付けたノズル金型1から熱可塑性樹脂押出物を押出し、この熱可塑性樹脂押出物を発泡させながら、上記ノズル金型の前端面に接触しながら回転する回転刃5によって切断して熱可塑性樹脂発泡粒子を製造し、上記熱可塑性樹脂発泡粒子を切断応力によって飛散させる工程と、上記熱可塑性樹脂発泡粒子を上記ノズル金型1の前方に配設した冷却部材の冷却ドラム41内周面に沿って流している冷却液42に衝突、浸漬させて冷却する工程とを備えており、上記冷却液42の厚みが上記熱可塑性樹脂発泡粒子の粒径の1.5倍以上となるように調整していることを特徴とする。
(もっと読む)
ポリエステル系樹脂発泡粒子並びにこれを用いたポリエステル系樹脂発泡成形体及びその製造方法
【課題】 本発明は、優れた機械的強度を有するポリエステル系樹脂発泡成形体を製造することができるポリエステル系樹脂発泡粒子を提供する。
【解決手段】 本発明のポリエステル系樹脂発泡粒子は、金型内に充填した上で発泡させてポリエステル系樹脂発泡成形体を製造するためのポリエステル系樹脂発泡粒子であって、平均アスペクト比(L/D)が3を超え且つ20以下であることを特徴とするので、このポリエステル系樹脂発泡粒子を用いて得られたポリエステル系樹脂発泡成形体は優れた機械的強度及び外観性を有している。
(もっと読む)
ポリプロピレン系樹脂予備発泡粒子およびその型内発泡成形体
【課題】融着性に優れ、低い成形蒸気圧でも成形が可能で、さらに成形サイクルの短縮が可能で、かつ寸法安定性に優れた型内発泡成形体の製造が可能なポリプロピレン系樹脂予備発泡粒子を提供すること。
【解決手段】石油樹脂及び/又はテルペン系樹脂を1〜8重量%を含有するエチレン−プロピレンランダム共重合体からなり、示差走査熱量測定においてその4〜10mgを40℃から200℃まで10℃/分の速度で昇温して、低温融解ピーク熱量をα(J/g)、高温融解ピーク熱量をβ(J/g)としたときに、高温融解ピーク熱量(β)の総融解ピーク熱量(α+β)に対する比(以下、DSC比)が18%〜32%、粒重量が0.7mg〜1.2mgであり、セル径が150μm〜220μmであるポリプロピレン系樹脂予備発泡粒子。
(もっと読む)
発泡性ポリ乳酸系樹脂粒子の製造方法
【課題】融着性改良剤を使用しなくとも発泡粒子相互の融着性に優れるポリ乳酸系樹脂発泡粒子を得るための発泡性ポリ乳酸系樹脂粒子の製造方法を提供する。
【解決手段】加熱速度2℃/minでの示差走査熱量測定における吸熱量が10J/g以上のポリ乳酸系樹脂を基材樹脂とする発泡性ポリ乳酸系樹脂粒子の製造方法であって、ポリ乳酸系樹脂粒子100重量部に対し物理発泡剤を1重量部以上含浸させる含浸工程と、該物理発泡剤が含浸されたポリ乳酸系樹脂粒子を温度0〜40℃の条件下にて、含浸させた物理発泡剤の10〜60重量%を逸散させて発泡剤含浸量が3.9重量%以下の発泡性ポリ乳酸系樹脂粒子とする逸散工程とを含む発泡性ポリ乳酸系樹脂粒子の製造方法。
(もっと読む)
食品容器製造用発泡性ポリスチレン系着色樹脂粒子とその製造方法、食品容器製造用着色樹脂予備発泡粒子及び食品容器
【課題】着色むらが無く、一様に着色した食品容器を容易に製造することができる食品容器製造用発泡性ポリスチレン系着色樹脂粒子とその製造方法の提供。
【解決手段】染料で着色された食品容器製造用発泡性ポリスチレン系着色樹脂粒子において、染料としてSolventBlue78を含有するとともに、高級脂肪酸金属塩(金属石鹸)、高級脂肪酸エステル、ポリエチレングリコール、グリセリンとから成る群から選択される1種又は2種以上の表面被覆剤によって表面が被覆されていることを特徴とする食品容器製造用発泡性ポリスチレン系着色樹脂粒子。
(もっと読む)
揮発性有機化合物の除去方法、ポリスチレン系樹脂発泡シートの製造方法、及び、食品用容器の製造方法
【課題】ポリフェニレンエーテル系樹脂を含有する樹脂粒子から揮発性有機化合物を除去するのに有効な揮発性有機化合物の除去方法を提供し、ひいては、ポリフェニレンエーテル系樹脂を含有するポリスチレン系樹脂発泡シートの製造方法、並びに、このようなポリスチレン系樹脂発泡シートを用いた食品用容器の製造方法における臭気の問題を改善すること。
【解決手段】ポリフェニレンエーテル系樹脂を含んだ樹脂粒子から揮発性有機化合物を除去する揮発性有機化合物の除去方法であって、前記樹脂粒子のガラス転移温度をT(℃)とした際に、T−70(℃)よりも高温の気体中で前記樹脂粒子を流動させることにより該樹脂粒子に含まれている揮発性有機化合物を前記気体中に放出させて除去することを特徴とする揮発性有機化合物の除去方法などを提供する。
(もっと読む)
発泡性ポリスチレン系樹脂粒子、その製造方法、予備発泡粒子及び発泡成形体
【課題】成形性を低下させずに高発泡可能であり、かつ断熱性及び機械的強度に優れた発泡成形体を与える発泡性ポリスチレン系樹脂粒子を提供することを課題とする。
【解決手段】ポリスチレン系樹脂と、揮発性発泡剤と、0.3質量%以上の付着水分量を有する鱗片状珪酸塩とを含有することを特徴とする発泡性ポリスチレン系樹脂粒子により上記課題を解決する。
(もっと読む)
発泡性ポリスチレン系樹脂粒子、その製造方法、予備発泡粒子及び発泡成形体
【課題】成形性を低下させずに高発泡可能であり、かつ断熱性及び機械的強度に優れた発泡成形体を与える発泡性ポリスチレン系樹脂粒子を提供することを課題とする。
【解決手段】ポリスチレン系樹脂と、揮発性発泡剤と、10〜200μmの粒径かつ30以上のアスペクト比を有する鱗片状珪酸塩とを含有することを特徴とする発泡性ポリスチレン系樹脂粒子により上記課題を解決する。
(もっと読む)
1 - 20 / 75
[ Back to top ]