
Fターム[4F202AA05]の内容
プラスチック等の成形用の型 (108,678) | 樹脂材料等(主成形材料) (4,142) | ポリオレフィン (527) | ポリエチレン系 (117) | HDPE (16)
Fターム[4F202AA05]の下位に属するFターム
超高分子量PE (2)
Fターム[4F202AA05]に分類される特許
1 - 14 / 14
取付部を備えた容器
【課題】ブロー成形時に、容器、例えば、車両用燃料タンクの取付部付燃料給油口を成形する方法と装置を提供する。
【解決手段】取付部36を備えた容器12を成形する方法は、成形面と、前記成形面の一部を画定する凹型領域24と、分割するために互いに開くと共に密閉するために互いに閉じる金型部14と、を有する金型、を設ける工程を有する。金型が開いた時に、溶融プラスチックパリソン16が金型に提供され、その後、金型が閉じられる。そして、パリソンの一部が凹型領域に入るように、パリソンが成形面に対して膨張する。凹型領域内に設けられたパリソンの一部は、取付部を画定するために、前記金型およびパリソンに関連して二次成形装置40を動かすことによって成形される。
(もっと読む)
中空容器における内蔵部品の結合方法

【課題】内蔵部品の埋設周りの容器壁部のねじれや内蔵部品の姿勢崩れを低減できる中空容器における内蔵部品の結合方法を提供する。
【解決手段】本発明に係る中空容器における内蔵部品の結合方法は、本金型に転写されたパリソンに対し、結合対象の第1内蔵部品2および第2内蔵部品3を取り付け、本金型を閉じて第1内蔵部品2と第2内蔵部品3とを未結合状態として中空容器1を成形する中空容器成形工程と、本金型から取り出した中空容器1の冷却時に、中空容器1の外面を押圧部23により押圧して中空容器1の変位により第1内蔵部品2と第2内蔵部品3とを結合状態にする内蔵部品結合工程と、を有する。
(もっと読む)
軽量化プラスチック靴型の処方とその製造方法
【課題】本発明は、軽量化プラスチック靴型の処方とその製造方法を提供する。
【解決手段】80乃至85重量%の高密度ポリエテンと、5乃至7.4重量%の炭酸カルシウムと、5乃至7.4重量%のマグネシウム塩ひげ結晶と、微量元素と、が含有され、これにより、材料を節約だけではなく、工程が短縮され、また、完成品が軽量化でき、省力化でき、そして、産出量が向上され、リサイクルができる。
(もっと読む)
物体を形成するための装置
プラスチックの装入体(D)からプレフォームを圧縮成形するための装置は、パンチ手段(12)と、キャビティが設けられたダイ手段(13)と、接触位置と分離位置との間で互いに移動自在の少なくとも二つのダイエレメント(22)とを備えている。パンチ手段(12)は、キャビティに挿入するのに適したパンチ(14)と、少なくとも二つのダイエレメント(22)を接触位置に維持するため、パンチ(14)の周囲に摺動自在に取り付けられた押圧スリーブ(31)とを含む。パンチ手段(12)は、更に、パンチ(14)及び押圧スリーブ(31)を受け入れるように構成されたジャケット手段(91)と、第1圧力の第1流体を収容し、押圧スリーブ(31)に作用する少なくとも第1チャンバ(42、57)とを含む。第1チャンバ(42、57)は、第1チャンバ(42、57)の加圧状態を維持しながらパンチをパンチ手段(12)から取り外すことができるように、押圧スリーブ(31)及びジャケット手段(91)によってその全体の境界が形成されている。 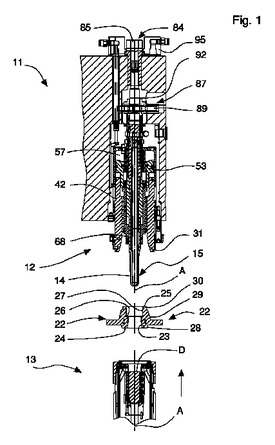 (もっと読む)
(もっと読む)
自動車用燃料タンクの製造装置
【課題】パリソンを確実に塞ぎ、精度あるブロー成形をすることができる自動車用燃料タンクの製造装置を提供する。
【解決手段】自動車用燃料タンクの製造装置は、ブロー成形金型40と、内臓部品保持装置50を有する。内蔵部品保持装置は、内蔵部品20を保持する保持棒51、52を設け、保持棒は内蔵部品を保持し、パリソン8が挟持された後に、ブロー成形金型から抜け出るように進退自在に構成される。ブロー成形金型40の下方に保持棒を挟持する第1ピンチ板43と、第1ピンチ板の直下に第2ピンチ板44を形成し、第1ピンチ板と第2ピンチ板は、複数に当接部43c、44cで分割され、それぞれ保持棒を当接部で挟持するようにスライド可能に形成されたことを特徴とする自動車用燃料タンクの製造装置である。
(もっと読む)
自動車用燃料タンクの製造装置
【課題】自動車用燃料タンクの内部の所定位置に確実に内蔵部品を保持することができる自動車用燃料タンクの製造装置を提供する。
【解決手段】自動車用燃料タンクの製造装置は、ブロー成形金型40と、内臓部品保持装置50を有する。内臓部品保持装置は、内蔵部品20を保持する複数の保持棒51、52を設けた。保持棒はブロー成形金型40が開いたときに、キャビティー41に対向する位置に内蔵部品を保持し、ブロー成形金型が閉じたときにパリソン8の内部に内蔵部品が位置し、ブロー成形金型から抜け出るように進退自在に構成される。保持棒51、52は先端に行くにつれてその径が細くなるように形成され、内蔵部品20に形成された挿入孔27に挿入され、内蔵部品20を保持した自動車用燃料タンクの製造装置である。
(もっと読む)
樹脂中空成形体の製造方法
【課題】複雑な内面形状の中空形状の樹脂中空成形体の製造方法を提供する。
【解決手段】樹脂中空成形体の製造方法は、水溶性若しくは加水分解性の樹脂Aを用いて射出成形して中子を形成する工程と、樹脂Aの中子を金型内に少なくとも一部分が外部と接触できるように配置し、該中子の外側周囲に、所望する中空成形体の外部構造を形成するように非加水分解性でかつ疎水性の樹脂Bを、次式:樹脂Aの融点(TmA℃)>樹脂Bの射出成形温度(TB℃)−150(℃)を満足する射出温度で射出成形して、該中子と一体化された成形体を形成する工程と、一体化成形体を、加圧下かつ該樹脂Bの融点より低い温度下でのオートクレーブ養生により、中子を形成している該樹脂Aのみを、該中子が外部と接触できる部分より除去して中空部を形成する工程とを備えている。
(もっと読む)
中空樹脂成形品およびその製造方法
【課題】 透過防止性のシートを確実に溶着して、透過防止性の優れた中空樹脂成形品を製造することが課題である。
【解決手段】熱可塑性合成樹脂製の中空樹脂成形品において、中空樹脂成形品1は、アッパーシェル部10とロアシェル部20とから構成される。アッパーシェル部10とロアシェル部20は、それぞれ射出成形により分割して別々に成形された内側樹脂層15、25と内側樹脂層の外面に接合された外側シート層16、26から構成され、外側シート層は、それぞれアッパーシェル部10とロアシェル部20の開口周縁部11、21の先端まで延設される。そして、アッパーシェル部とロアシェル部のそれぞれの開口周縁部が溶着されるとともに、アッパーシェル部とロアシェル部の開口周縁部の外側シート層16、26は、互いに溶着されている中空樹脂成形品とその製造方法である。
(もっと読む)
型内発泡成形樹脂製品及びその製造方法
【課題】明瞭な印刷が可能であり該印刷部の表面を擦っても印刷が消え難い印刷部を有する型内発泡成形樹脂製品の提供。
【解決手段】少なくとも一部の表面に、算術平均粗さRaが10〜60μmの範囲である印刷予定部が設けられたことを特徴とする型内発泡成形樹脂製品。型内発泡成形型のキャビティ空間側の面の少なくとも一部を微小凹凸面とし、このキャビティ空間内に予備発泡樹脂粒子を充填し、次いでキャビティ空間内を加熱して予備発泡粒子を融着させて一体化し、冷却後、表面の少なくとも一部に算術平均粗さRaが10〜60μmの範囲である印刷予定部が設けられた型内発泡成形樹脂製品を得ることを特徴とする型内発泡成形樹脂製品の製造方法。
(もっと読む)
合成樹脂射出成形品の成形方法及び射出成形金型装置
【課題】 ガス抜きが確実にできてガス焼けやショートショットを防止する。
【解決手段】 複数の一次射出成形用キャビティ部8に第一の樹脂10を射出して複数の一次射出成形部1を成形する。次に、スライドコア7を後退させて隣合う一次射出成形部1の端部間に跨る二次射出成形用キャビティ部13を形成する。次に、二次射出成形用キャビティ部13に第二の樹脂14を射出して二次射出成形部2を形成すると共に二次射出成形部2の両側の重複部3bを隣合う一次射出成形部1の各重複面12に重複一体化させる。二次射出成形用のゲート16を、距離を隔てて隣合う一次射出成形部1間に位置する金型部6の部位の幅方向の略中央で且つ幅方向と直交する方向に複数設ける。隣合う二次射出成形用のゲート16を結ぶ線の略中間位置に対応する金型部6の部位又はスライドコア7の部位にガス抜き部9を設けてガス抜きをする。
(もっと読む)
合成樹脂射出成形品の成形方法及び射出成形金型装置
【課題】 スライドコアを後退させて二次射出成形用キャビティ部を形成する際に、スライドコアによる規制が解除された一次射出成形部の端部と金型部との間に隙間を発生させず、設計通りの外観となった合成樹脂成形品を成形できる。
【解決手段】 一次射出成形用キャビティ部8の端部付近のスライドコア7と対向する金型部6の部位に吸引手段9を設ける。一次射出成形用キャビティ部8に第一の樹脂10を一次射出成形により射出して一次射出成形部1を形成する。次に、スライドコア7を後退させて二次射出成形用キャビティ部13を形成すると共に、吸引手段9により一次射出成形部1の重複面12と反対側の外面の端部を吸引する。次に、二次射出成形用キャビティ部13に第二の樹脂14を二次射出成形により射出して二次射出成形部2を形成すると共に二次射出成形部2の一部を一次射出成形部1の上記重複面12に重複一体化させる。
(もっと読む)
2層射出成形品及び樹脂製フィラーネック
【課題】製品肉厚が比較的薄い割には大型形状の製品に適用する場合であっても、第1樹脂層と第2樹脂層との接着強度を十分に確保するのに有利となる2層射出成形品を提供する。
【解決手段】射出成形型内に第1樹脂材料よりなる第1樹脂層2が配置された状態で、該第1樹脂材料と熱化学反応により接着可能でかつ該第1樹脂材料の成形温度よりも高い成形温度で成形される第2樹脂材料を、該第1樹脂層2が配置された該射出成形型のキャビティ内にゲートから射出することにより第2樹脂層3を成形するとともに該第1樹脂層2と該第2樹脂層3とを接着してなる2層射出成形品であって、前記第2樹脂層3は、ゲート近傍のキャビティ部位で成形されたゲート成形部5から末端近傍のキャビティ部位で成形された末端成形部6に向かって肉厚が徐々に厚くされた、肉厚勾配部7を有している。
(もっと読む)
少なくとも1つの溶着部を含む多層中空本体の製造方法
本発明は、液体バリヤ層を含む多層構造を備えた中空プラスチック本体の成形による製造方法に関する。この製造方法は、(a)溶着すべき少なくとも1つの部分を備えたパリソンを、溶着領域(5,5')を備えた少なくとも2つの押圧体(4,4')を有し且つ開いた型内に挿入し、溶着すべき部分を溶着領域(5,5')内に位置決めする工程と、(b)型の押圧体(4,4')を並置させて型を閉じ、パリソンの溶着すべき部分をクランプして溶着を実施する工程と、(c)加圧流体を型内に注入し、及び/又は、真空を型の押圧体(4,4')の背後に引いて、パリソンを型の押圧体(4,4')に押し付け、中空本体を成形する工程と、(d)型を開き、中空本体を取り出す工程を有する。工程(a)〜(d)の間、溶着領域(5,5')を除き、型の押圧体(4,4')を冷却し、工程(a)及び(b)の間、適当な装置(7)を用いて溶着領域(5,5')を加熱する。  (もっと読む)
(もっと読む)
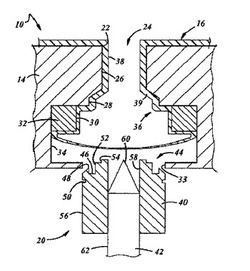
作り付けネックを含むプラスティック燃料タンクの製造方法
本発明は、パリソンを型内で成形することによって、作り付けのネックを有するプラスティック燃料タンクを製造する方法に関する。本発明による方法では、カウンター凹形部品(2)と、カウンター凹形部品(2)に入ることができる凸形部品(3)を使用して、パリソンを局所的に変形させて、ネックを成形する。カウンター凹形部品(2)及び凸形部品(3)は、その一方が型に固定されており、その他方が型の内部にあるコアに固定されている。  (もっと読む)
(もっと読む)
1 - 14 / 14
[ Back to top ]