
Fターム[4F202AC06]の内容
プラスチック等の成形用の型 (108,678) | 材料の状態・形態 (793) | ゾル・コロイド (62)
Fターム[4F202AC06]に分類される特許
1 - 20 / 62
熱プレス装置およびそれを用いた回路基板の製造方法
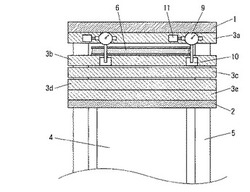
【課題】熱プレス装置の熱盤間の相対移動量を測定し一定の相対移動量を確保することで貫通孔の変形のない高品質な回路基板を製造する。
【解決手段】隣合う2つの熱盤に熱盤間の相対移動量の測定手段が取り付けられていることを特徴とする熱プレス装置を提供し、その熱プレス装置を用いることにより、全方向に変形可能な柔軟性の高い材料を熱盤間に配置し、常温状態で加圧しながら熱盤間の相対移動量を測定することで相対移動量の調整が容易となり一定の相対移動量を確保することで貫通孔の変形のない高品質な回路基板を製造し提供する。
(もっと読む)
成形装置

【課題】低コストで効率良くかつ精度良く成形することができるようにする。
【解決手段】上型20に設けられた第1ナット23に螺合され第1モータ31によって駆動される第1ねじ軸24と、可動ベース40に設けられた第2ナット43に螺合され第2モータ32によって駆動される第2ねじ軸44と、上型20に設けられ上方に向かって延びる被固着軸26と、可動ベース40に設けられ、被固着軸26の長さ方向におけるいずれかの位置に対して着脱可能に固着する固着装置60とを有し、第1ねじ軸24が低トルクで高速で回転し、第2ねじ軸44が高トルクで低速で回転する。上型20が樹脂当接可能性位置と形状付与位置との間に位置する状態で固着装置60が被固着軸26に固着することによって、上型20は、離隔位置と樹脂当接可能性位置との間を小さな推進力で高速で移動し、樹脂当接可能性位置と形状付与位置との間を大きな推進力で低速で移動する。
(もっと読む)
成形型
【課題】プリプレグを積層した積層体を硬化させる際にしわが生じにくい成形型を提供する。
【解決手段】成形型100は、プリプレグを積層した円筒形状の積層体を硬化させる際に使用する成形型であって、積層体の内側に位置する芯型10と、積層体30の外側に位置し、複数の部分表面型21〜27からなる表面型20と、を備えている。各部分表面型21〜27は、積層体の周方向に並んで外周面全体を覆うとともに、周方向を繊維方向とする繊維の量と軸方向を繊維方向とする繊維の量が異なる繊維強化樹脂によって形成されており、各部分表面型21〜27は、軸方向に比べて周方向における熱膨張率が芯型10の熱膨張率に近くなるように構成されている。
(もっと読む)
凹凸基板およびその製造方法
【課題】太陽電池や平面発光体の基板材料に関するものであり、高い光散乱性と透過特性をあわせもつ透光性基板を提供する。
【解決手段】少なくとも、ガラス基板と、該ガラス基板上に形成した凹凸形成層からなる凹凸基板であって、
該凹凸形成層表面の凹凸形状は、複数のドーム状突起またはボウル状窪みが分布したものであり、ドーム状突起またはボウル状窪みの平均サイズは50〜1800nmで、凹凸形成層は実質的に直径100nm以上の粒子を含まず、頂点傾斜角が20°以上60°未満、中間点傾斜角が30°以上70°未満、かつ頂点傾斜角と中間点傾斜角の差が10°以上であることを特徴とする凹凸基板。
(もっと読む)
成形体の製造方法
【課題】エジェクタピンやシール材を必ずしも使用せず、金型形状を複雑にしないことにより金型のコストを抑えつつ、かつ、離型不良を発生させずに、成形体を金型から手際よく離型させる方法を提供する。
【解決手段】まず、芯材2を挿入した金型10に原料1を充填し、原料1を加熱乾燥固化させる。その後、芯材2を金型10から引き出し、内部空間Nを形成する。次に、成形後の内部空間Nに気体を流入させることにより、成形体3の外面と金型10の内面との間に、成形体3を透過させた気体が介在して、成形体3を離型させる。
(もっと読む)
成形用スタンパー、反射防止フィルムの製造方法及び反射防止フィルム
【課題】賦形型が樹脂で目詰まりせず、影も観察されず、且つ泡の巻き込みもない反射防止フィルムの製造に使用する成形用スタンパーを提供する。また、その成形用スタンパーを用いた反射防止フィルムの製造方法を提供する。
【解決手段】可視光領域の波長より小さい周期からなる突起を有し且つその突起の高さが150nm〜450nmの反射防止層を形成するための賦形型23が形成された賦形領域R1と、その賦形型23が形成されていない非賦形領域R2とを有する四辺形のスタンパーであって、非賦形領域R2が、四辺形の一辺に沿って所定の幅L3で設けられ、賦形領域R1に引き延ばす硬化性樹脂14を載せるために用いられる成形用スタンパー2により上記課題を解決する。さらに、この成形用スタンパー2を用いて反射防止フィルム10を製造する。
(もっと読む)
板状成形体の製造方法
【課題】製造時間の短縮及び製造コストの低減、製造環境の向上が可能であり、さらには軽量化を実現することもできる板状成形体の製造方法の提供を目的とする。
【解決手段】不織布からなる基材10にイソシアネートエマルジョンを含浸させ、イソシアネートエマルジョン含浸後の基材10を金型31の型面間で挟むと共に、型面間の基材10に過熱水蒸気45を吹き付け、過熱水蒸気による加熱で基材10内のイソシアネートを硬化させることによって基材10を金型31の型面形状に賦形し、板状成形体を製造する。製造した板状成形体は、自動車の成形天井や、ドアトリム等の内装部材として好適なものである。
(もっと読む)
熱可塑性樹脂成形品の再成形方法
【課題】何らかの不良により一部に欠陥を有する熱可塑性樹脂の成形品を、極めて簡単な方法によって修復することができる熱可塑性樹脂成形品の再成形方法を提供すること。
【解決手段】熱可塑性樹脂成形品の再成形方法は、ゴム材料からなるゴム型2のキャビティ22内に、熱可塑性樹脂の再成形用成形体3における成形必要箇所31を配置する配置工程と、ゴム型2を介してキャビティ22内の成形必要箇所31に電磁波Xを照射し、この成形必要箇所31を加熱して溶融樹脂として溶融させる加熱工程と、キャビティ22内の溶融樹脂を冷却して、成形必要箇所31を再成形した熱可塑性樹脂成形品を得る冷却工程とを行うものである。
(もっと読む)
マスキング治具およびマスキング方法
【課題】塗布領域とマスキング治具の間で塗料が連続的に形成されることを抑制し、樹脂成形品の外観品質の低下を抑えることが可能なマスキング治具およびマスキング方法を提供する。
【解決手段】金型または製品の塗布領域S1とマスク領域S2との境界付近で塗布領域S1から落ち込んでマスク領域S2となる段差部7が形成された金型または製品の、前記境界付近に配置されるマスキング治具であり、前記段差部7の縦壁面26に対面する立上り部38と、前記塗布領域S1を間隔Xを隔てて覆うように前記立上り部38から張り出す張り出し部39と、を有している。
(もっと読む)
成形方法
【課題】迅速な成形を可能にし、かつ、形状精度及び屈折率精度の高いレンズを提供することができるレンズの成形方法を提供すること。
【解決手段】第1の射出工程では、成形金型の金型温度T1を、硬化開始剤の1時間半減期に対応する1時間半減期温度Th以上であって、1時間半減期温度Thに30℃加算した温度以下とする。射出工程を以上のような温度条件下で行うことにより、熱硬化性樹脂の硬化が起きない程度の比較的低温でキャビティの充填が可能になる。第2の硬化工程では、成形金型の金型温度T2を、硬化開始剤の1分間半減期に対応する1分間半減期温度Tm及びガラス転移点Tgの少なくとも一方以上とする。
(もっと読む)
樹脂封止成形用型の加熱冷却方法及び装置
【課題】成形装置における上下両型の加熱冷却工程を効率良く且つ迅速に行う、小型の圧縮樹脂封止成形装置を用いて半導体素子等の電子部品を樹脂封止成形することができる加熱冷却方法とその装置を提供する。
【解決手段】上型6と下型10に冷却手段64、104を備えると共に、上型6内に冷却手段を備えたゲートノズル15を配設する。更に、成形時には上型6と上型加熱用のヒータ52及び下型10と下型加熱用のヒータ94との間に空気断熱用の間隙Sを設定した状態で上下両型6、10を冷却する冷却工程を行い、また、この間隙Sを無くした状態で上下両型6、10を加熱する冷却工程を行う。減圧作用と弾性部材63、103を用いた簡易手段によって間隙Sの設定・解除と上下両型6、10の加熱・冷却の切り替えを迅速に行う。
(もっと読む)
電子部品の圧縮樹脂封止成形方法
【課題】半導体素子等の電子部品を小型・軽量化した圧縮樹脂封止成形装置を用いて樹脂封止成形する。
【解決手段】上型6と下型10に冷却手段(64、104) を備えると共に、上型6内に冷却手段(154a)を備えたゲートノズル15を配設し、下型10に単数枚の基板装填用キャビティ(106) を配設する。更に、成形時には上型6と上型加熱用ヒータ(52)及び下型10と下型加熱用ヒータ(94)との間に空気断熱用の間隙Sを設定した状態で上下両型(6、10) を冷却し、また、この間隙Sを無くした状態で上下両型(6、10) を加熱する温度管理を行う。
また、この型構造とゲートノズル15の配設により装置の小型軽量化が図れると共に、樹脂材料の性状に適応した温度管理を行うことができる。
(もっと読む)
液状樹脂材料供給用のゲートノズル
【課題】小型の圧縮樹脂封止成形装置を用いて半導体素子等の電子部品を樹脂封止成形する際に、成形装置における下型キャビティ内に液状樹脂材料Rを効率良く供給することができるゲートノズル15を提供する。
【解決手段】上型6側に設けられた嵌合着脱部57に対して着脱自在に装設されるゲートノズル本体151と、該ゲートノズル本体の内部に嵌装した冷却水路部材155と、該冷却水路部材に対して着脱自在の状態で嵌装した液状樹脂材料吐出用のノズルチップ156と、該ノズルチップを冷却水路部材155に止着する保持部材157とから構成する。
ゲートノズル15は冷却されているため、該ゲートノズルの内部を流通する熱硬化性樹脂材料Rに対する熱硬化反応を効率良く抑制できると共に、上型6側に対して着脱自在に装設され且つ簡易に分解できるため部品交換等に迅速に対応することができる。
(もっと読む)
圧縮樹脂封止成形に用いられる離型フイルム装着方法及び装置
【課題】離型フイルムを用いて半導体素子等の電子部品を圧縮樹脂封止成形する際にこの離型フイルムを下型キャビティ面に効率良く装着する。
【解決手段】樹脂封止成形用の上型6と下型10とを離反させた状態で下型のキャビティ面106に成形品離型用のフイルム16を供給し、次に、下型のキャビティ面106に張設された離型フイルム16における下型キャビティ部の外方周縁部に対応する周縁部位を吸引支持し、この状態で、離型フイルム16に圧縮エアA1を供給して膨らませながら離型フイルム16を下型キャビティ面106にフイット211bさせる。また、このとき、下型キャビティ面106側から離型フイルム16を吸引22する減圧作用を併用して離型フイルム16の装着を補助する。
(もっと読む)
電子部品の圧縮樹脂封止成形方法及び装置
【課題】半導体素子等の電子部品を液状熱硬化性樹脂材料Rにて封止成形するための圧縮樹脂封止成形装置の全体的な装置構造を小型化及び軽量化する。
【解決手段】上型6と下型10に冷却手段(64、104) を備えると共に、上型6内に冷却手段(154a)を備えたゲートノズル15を配設し、下型10に単数枚の基板装填用キャビティ(106) を配設する。更に、ゲートノズル15を通して所定量の液状熱硬化性樹脂材料Rを下方の下型キャビティ(106) 内に供給すると共に、基板を上下両型(6、10) 間に供給してこの上下両型を型締めすることにより基板上の電子部品を下型キャビティ(106) 内の該樹脂材料中に浸漬させる。その後、該樹脂材料に所定の型締圧力を加えて圧縮樹脂成形する。
また、この成形時にゲートノズル15及び上下両型の冷却手段(154a、64、104)による温度管理を行う。この型構造とゲートノズル15の配設により装置の小型軽量化が図れる。
(もっと読む)
ローラの製造方法、現像ローラ及び画像形成装置
【課題】硬化終了後冷却することなく金型から脱型することができ凹み不良を発生せずに寸法精度の高いローラを効率よく得ることのできるローラの製造方法を提供する。
【解決手段】金型の内面に離型剤の塗布面を形成する離型剤塗布工程、金型内に軸芯体を配置する軸芯体配置工程、金型内に軸芯体と同心状に液状シリコーンゴムをローラ状に射出する射出工程、金型内で液状シリコーンゴムを成形する一次硬化工程、軸芯体114aおよび成形された液状シリコーンゴム114bを金型から取り出す脱型工程、および、脱型工程後の液状シリコーンゴムの硬化を進める二次硬化工程を含むローラの製造方法において、離型剤がフッ素系離型剤と界面活性剤とを含む離型剤組成物であり、フッ素系離型剤と界面活性剤との質量比が1:9以上9:1以下である。この方法で製造された現像ローラおよびこの現像ローラを備える画像形成装置。
(もっと読む)
繊維強化材料による中空製品の製造方法と製造装置
【課題】繊維強化材料で中空形状の製品を製造する技術を提供する。
【解決手段】繊維強化材料で中空形状の製品を製造する製造方法を提供する。この製造方法は、中空部分に磁性体30を配置した中空形状の繊維基材を成形型20内に配置する配置工程と、成形型の内面と磁性体30との間に磁場を発生した状態で、成形型内にマトリックス材料を注入する注入工程と、成形型の内面と磁性体30との間に磁場を発生した状態で、成形型内のマトリックス材料を硬化する硬化工程を備えている。
(もっと読む)
表皮材構造
【課題】主に、脱型時における表皮材の製品外観面部の伸びなどを防止し得るようにする。
【解決手段】金型31,32を用いて成形される軟質の表皮材15が、少なくとも、主に製品の外観部分を構成可能な製品外観面部19と、製品外観面部19の内側に設けられる開口部2を構成可能な開口予定部23とを有する表皮材構造であって、開口予定部23の裏面側に、表皮材15の少なくとも部分的な脱型を補助可能な脱型補助部35を一体に設けるようにしている。
(もっと読む)
発泡成形用の金型及び発泡成形方法
【課題】パッキンによるシール性が良好であり、成形品にバリが発生することを十分に防止することができる発泡成形用の金型と、この金型を用いた発泡成形方法を提供する。
【解決手段】溝6は、合わせ面3aから深く凹陥する深溝部6aと、この深溝部6aのキャビティ7側に位置し、該深溝部6aに連なる浅溝部6bとを有している。パッキン5は、深溝部6aに挿入された基部5aと該基部5aに連なり、浅溝部6bに係合した張出部5bとを備えている。パッキン5の上面は、キャビティ7側の内側上面5eと、キャビティ7から離隔する側の外側上面5fとからなり、これらの境界に突出部5cが設けられている。型締め状態において張出部11bのキャビティ7側の先端部がキャビティ7へ若干突出する。
(もっと読む)
レンズ成型用ガスケット、レンズ成型装置及びレンズ成型方法
【課題】重合収縮による形状の不安定さを抑制し、厚さのばらつきを抑えてレンズを成型することを目的とする。
【解決手段】レンズ成型用のガスケット10に一方の面が完成光学面の型である上型モールド30と下型モールド40とを挿入する。上型モールド30はガスケット10の上型係止部14に組付ける。下型モールド40は成型初期には下型係止部18と間隔をもって初期静止部20に組付ける。注入口22から液体材料部を注入して重合を行う。重合収縮による下型モールド40の移動を安定化し、重合終了時に下型係止部18で確実に係止することによって、レンズの厚さのバラツキを抑制することができる。
(もっと読む)
1 - 20 / 62
[ Back to top ]