
Fターム[4F202AD18]の内容
プラスチック等の成形用の型 (108,678) | 挿入物等(挿入物、補強材、芯材、表面材、ライニング対象部材、接合の対象物) (5,173) | 形状、構造 (3,120) | 構造材(←芯材) (457)
Fターム[4F202AD18]に分類される特許
441 - 457 / 457
ゴルフボールの熱可塑性構成部分の製造方法
本発明は、熱可塑性材料を用いてゴルフボールを製造するための射出成形方法を記載する。射出成形用金型に、加熱源および1つ以上の弁ゲートが設けられる。前記加熱源が、溶融熱可塑性材料を金型キャビティに供給する導管内の溶融熱可塑性材料の温度を維持し、弁ゲートが、前記金型キャビティへの溶融熱可塑性材料の流れを遮断する。有利には、この方法は、「トリム」または屑材料を低減または除去し、従って、熱可塑性材料を再循環させる必要性も最小にする。 (もっと読む)
発泡体ローラ成形用金型のキャップ体及び発泡体ローラの製造方法。

【課題】 発泡樹脂材料の流れ跡を生じることなく芯金の周囲に発泡体層を形成して、成形後の表面研磨や塗膜の厚塗りを要することなく真円度及び表面状態に優れた発泡体ローラを得ることを目的とする。
【解決手段】 キャップ体1の閉塞壁部に芯金を支持する支持凸部14を突設すると共に、該支持凸部の周囲に注入口15を形成し、かつ支持凸部14の先端部にリング状壁部17を形成して、前記注入口15から金型2内に注入された発泡樹脂材料を一旦リング状壁部17で堰き止め、該リング状壁部の外周縁部とキャビティー内面との隙間から芯金fの周囲に均一に発泡樹脂材料を充填して、芯金の周囲に発泡体層を形成する。
(もっと読む)
インサート成形による部品の結合方法

【課題】 タイミングベルト用プーリやテープリールなど、射出成形で一体成形が困難な樹脂成形品に関して、可能な範囲に分割して成形し、その複数体を強固にかしめ付ける方法を課題とする。
【解決手段】 分割して成形した部品の1つには所要箇所に中空12a状のボス12を突設し、他方の部材8には前記ボスが挿通する透孔7を設けて、前記ボス12をこの透孔7に挿通して仮にセットする。このセットされたものを、射出成形用金型のキゃビティにインサートし、前記の透孔7およびその両端面に形成したかしめ状頭部用キゃビティに溶融樹脂を射出充填し、冷却する。かくして充填された樹脂部は冷却に伴い収縮して、かしめ状締結部を強く締め付け、部材間に隙間を生じることはない。
(もっと読む)
インサート成形用金型、インサート成形体及びインサート成形体の製造方法
【課題】 インサート部品を損傷することなく、簡素な構造でもってインサート部品を樹脂で支持させることができるインサート成形用金型、インサート成形体及びインサート成形体の製造方法を提供すること。
【解決手段】インサート成形用金型を 第2の溶融樹脂wbの射出後に第2のゲート1eを設けた可動体12を第2のキャビティ方向にスライドさせて、第2のキャビティ1d内の樹脂でもって第1のキャビティ1a側にインサート部品w1を付勢可能な上型1と下型2とで構成する。そして、そのインサート成形用金型Aを用いてインサート成形体Wを製造する。
(もっと読む)
電子部品の樹脂封止成形用金型の加工方法
【課題】 電子部品の樹脂封止成形用金型を加工する場合に、高硬度の金型材料1を加工して形成される所要の範囲に梨地面6を有する金型キャビティ7の加工時間を短くし得て金型(キャビティブロック8)の全体的な加工時間を短くすることを目的とする。
【解決手段】 まず、材料硬度Hv700〜840の金型材料1の加工面2における所定位置に工具硬度Hv2400〜5500の切削工具3を高速で回転させて加工することにより、所要の形状の金型キャビティ(金型キャビティ相当部4)を形成し、次に、前記した金型キャビティ4における所要の範囲に梨地面6を形成することにより、所要の範囲に梨地面6を有する金型キャビティ7を備えた電子部品の樹脂封止成形用金型(キャビティブロック8)を形成する。
(もっと読む)
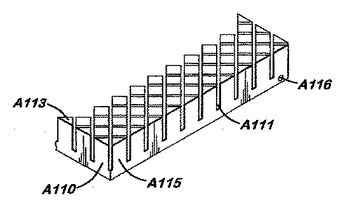
クッションパッドの製造方法、及びこれに用いる金型
【課題】 耐力フレームを、上型の内壁に沿ってインサートとして配置する工程を含むクッションパッドの製造方法、及びこのための金型において、耐力フレームの寸法のバラツキによる該フレームの廃棄や不良品の発生を防止することができるものを提供する。
【解決手段】上型13の内壁の主面14に、耐力フレーム22の矩形状枠部23の配置個所に沿って、多数の磁石15を配列する。また、ところどころに、該主面14に沿った耐力フレーム22の位置ズレを規制するフレームずれ規制ガイド16を設ける。フレームずれ規制ガイド16は凹字状であり、その谷底部17の幅寸法には、耐力フレーム22の寸法のバラツキを吸収するだけのマージンが設定される。また、谷底部17を挟むように、突出側に向かって開いていくテーパー面18が設けられ、耐力フレーム22の装着を容易に行うことができる。
(もっと読む)
ブロー成形用金型装置、およびこのブロー成形用金型装置を使用した樹脂製中空体の製造方法、およびその製造方法で製造された樹脂製中空成形体
【課題】ブロー成型による中空形成体の内部に所定の部品を取り付けするにあたり、簡単に取り付けることが可能であるととともに、仮に、内部に揮発性の液体を収容するような車両の燃料タンクのような中空成形体であっても、ガス成分のバリア性が良好な樹脂製中空成形体の製造方法を提供する。
【解決手段】 チューブ状に押出された熱可塑性樹脂のパリソン6をブロー成型により膨張させた後、一旦金型2,4を分割した後、所定の部品32,34を金型2,4内に組み込んで、再び分割面を接合させることにより、中空形成体の製品を得るようにしたことを特徴とする。
(もっと読む)
複数の加圧チャンバを有する補綴ソケット直接注型装置
【課題】
【解決手段】 本発明の補綴ソケット注型装置は、前方側面を備えた基部を有し、この前方側面から、中央の注型領域を囲む膨張可能なブラダーが延びている。ブラダーは、ブラダーの内側でその長さにほぼ沿って延び、中央の注型領域を周方向に囲んでいる膨張可能な複数の内側チャンバを有する。これらチャンバの内壁は、柔軟で流体不浸透性の比較的薄いシート材料で形成されている。この材料は、チャンバの空間が加圧されると伸張可能である。ブラダーはまた、材料で形成された外側カバー、即ち、壁部か、ブラダーの外方への伸張を拘束する構造物かを有している。これらチャンバは、硬化可能な補綴ソケット材料が上に配置された義足が圧力下で注型および硬化されるように配置され得る中央の注型領域を圧迫するように、義足加圧された空気または他の流体を用いて膨張可能である。 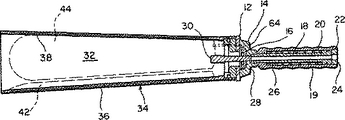 (もっと読む)
(もっと読む)
導光体の射出成形型
【課題】 本発明では、シート状の光シートバスなどの単純形状となる導光体であっても良好に型から取り外すことができる導光体の射出成形型を提供することを目的とする。
【解決手段】 射出成形型30は、光シートバス10の一部の形状を形取った形状凹部31bを有する固定型31と、固定型31に対して移動自在であり、かつ、光シートバス10の他部の形状を形取った形状凹部32bを有する可動型32と、可動型32内の光シートバス10を外部へ突き出すための可動側突出し機構34と、を備えている。そして、固定型31には、可動型32の移動に同期した速度で光シートバス10を可動型32側に突き出す固定側突出し機構33が設けられている。
(もっと読む)
ファンケーシング用軸受支えおよびその製造方法
【課題】軸受を完全に整列させて、軸受間の隙間および各軸受と座との間の隙間が生じる問題を解決する軸受支えとその製造方法の提供。
【解決手段】 同軸上に配置されて少なくとも1つのスペーサ部材5,6により軸方向に互いに離隔された少なくとも一対の軸受3,4を含む軸受組立体2を備え、前記軸受支え1は、軸受組立体の外面上に射出成形されたシース7を備え、前記シースは、前記軸受が動作中に振動することを防ぐために前記軸受を整列状態で収容して、固定するのに適合した、特にファンケーシングに用いられる軸受支え。
(もっと読む)
金型、その金型を用いた筒状体製造装置および筒状体の製造方法
【課題】 充填される成形材料の流路末端より金型内の空気を放出させて、成形材料の充填されない部分が発生することを防止することができる金型、その金型を用いた筒状体製造装置および筒状体の製造方法を提供する。
【解決手段】 半円筒形上のインナーピースを芯部161に嵌めた状態で金型内に載置される中子160の芯部161の鍔部164には、インナーピースの内周側にて突起を形成するための溝163より溝170が延設されている。ヒータ内蔵グリップの成型時には、芯部161が保持部162に向かってスライドし、鍔部164は保持部162の軸受部167内に収容される。このとき保持部162の内面と鍔部164の外周面168とが当接して溝170により構成される空気抜孔から、成型時に金型内の空気抜きが行われるので、凹部内の空気の滞留がなく、成形材料の充填されない部分の発生が防止される。
(もっと読む)
樹脂ローラの成型用金型
【課題】 研磨や切削等の表面仕上加工を行わなくても、芯振れの極めて少ない樹脂ローラを得ることができる成形金型を提供する。
【解決手段】 樹脂ローラ成形用の金型の芯金挿入孔に挿入された芯金が、挿入孔の中央に位置するように、芯金挿入孔の周囲にスプリング式のプランジャーを配置するで、芯振れの極めて少ない樹脂ローラを得ることができることを目的とする樹脂ローラ成形用の金型。プランジャーは、芯金挿入の周辺に3個以上、等間隔に配置することが好ましい。
(もっと読む)
型空洞へ封入材料を供給するための方法およびデバイス
【課題】電子部品を封入する目的で型空洞へ封入材料を供給するための方法を提供する。
【解決手段】本発明は、次の処理ステップからなる。A)供給デバイス内で、供給すべき封入材料を少なくとも部分的に活性化すること。B)供給デバイスへ、封入すべき電子部品を持つ型空洞を結合すること。C)供給デバイスから型空洞へ、少なくとも部分的に活性化した封入材料を運ぶこと。そしてD)供給デバイスと、封入材料で少なくとも部分的に充填した型空洞とを分離すること。
(もっと読む)
スクリード形成方法
継続的、周期的に熱可塑性材料を緩衝材に形成するスクリード形成方法を開示する。
 (もっと読む)
(もっと読む)
射出成形法
歯ブラシヘッドの製造方法であって、歯ブラシのヘッド部を射出成形用金型キャビティーに密閉し、その射出成形用金型キャビティー内に熱可塑性エラストマー材料を射出することによって該ヘッドのエラストマー材料部を形成することを含んでなり、その際、射出成形用金型キャビティーから空気を抜き取るために、主金型分割線経由以外のベント手段が金型ブロックに設けてあることを特徴とする。好ましくは、前記ベント手段は、第2金型分割線を設けた金型ブロックからなる。 (もっと読む)
PCM金型およびそれを有するバッテリー
本発明は、保護回路モジュール(PCM)インサート射出成形物およびそれを有するバッテリーを提供する。PCMインサート射出成形物は、保護回路が上に形成されているプレートおよび接続端子および所望によりリード線を包含するPCMを、保護回路プレート、接続端子およびリード線を電気的に接続した状態で、金型の内側空間中に挿入し、PCMがリード線を包含する場合には、リード線が部分的に外側に露出するように、あるいはPCMがリード線を包含しない場合には、接続端子が部分的に外側に露出するように、溶融樹脂を金型の内側空間中に射出することにより製造される。PCMは、保護回路およびバッテリーセルが接続されない、即ちバッテリーに電力が印加されない条件下でインサート射出成形することにより製造されるので、PCMは一般的な樹脂を使用して成形することができ、電気的に安定しており、短絡を防止するための被覆工程を必要とせず、電気的に損傷をほとんど受けない。 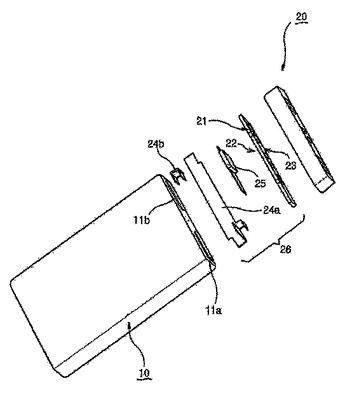 (もっと読む)
(もっと読む)
ステップ板を備えたランニングボードを形成する方法
車両に搭載するための成形ランニングボード組立品を製造する方法は、ランニングボードの本体をブロー成形し、ステップ板や装飾片などの追加の部材を1つ以上組み込む各工程を有してなる。この方法は、サブキャビティ内のブロー成形キャビティ中にインサートを配置し、減圧によりインサートを保持し、次いで、パリソンを押し出し、ブロー成形すると同時に、ランニングボードを成形し、インサートを組み込む各工程を含む。  (もっと読む)
(もっと読む)
441 - 457 / 457
[ Back to top ]