
Fターム[4F202AE08]の内容
プラスチック等の成形用の型 (108,678) | 機能物品 (283) | 摩擦性 (12)
Fターム[4F202AE08]に分類される特許
1 - 12 / 12
機能部品の製造方法
【課題】補強層と機能層の界面が制御され、製品の均一性が良好な機能部品製造方法を提供する。
【解決手段】機能層と該機能層の一方の面を裏打ちする補強層とを備えた機能部品の製造方法であって、金型のキャビティ内に、少なくとも機能付与成分と熱硬化性樹脂を含む機能層用材料を充填し、前記金型を閉じて加熱加圧して機能層を一次成形する工程と、前記一次成形した機能層を有する金型のキャビティ内に、少なくとも熱硬化性樹脂を含む補強層用材料を充填して、これらの一方を他方の上に積層する工程、前記金型を閉じて加熱加圧して機能層と補強層を一体成形する工程とを含むことを特徴とする機能部品の製造方法。
(もっと読む)
圧縮成形装置、及び金型

【課題】効率的な熱成形が可能な圧縮成形装置、及び金型を提供することを課題とする。
【解決手段】金型に原料10を投入して加熱し加圧して成形する圧縮装置1であって、原料10を圧縮成形する領域を囲む型枠を形成する第一の金型3と、型枠に入れた原料10を圧縮する第二の金型6と、第二の金型6を支持して加熱する熱源部7と、を備え、第二の金型6は、熱源部7側に一端16が位置し、原料10を押圧する押圧面14側に他端17が位置するヒートパイプ13と、ヒートパイプ13の長手方向に沿ってヒートパイプ13を包む断熱層15と、を有する。
(もっと読む)
ガラス状炭素材からなる微細成形型材料とその製造方法ならびにそれを用いた微細成形型
【課題】 フッ素コート材の塗布や、DLC等の膜形成を行うことなしに、マイクロレベル、ナノレベルの精密加工用微細成形型としての優れた離型性を実現する。
【解決手段】 ガラス状炭素材を2100℃〜3000℃の範囲で加熱処理して、自己潤滑離型性を有する微細成形型材料とし、これを用いた微細成形型を形成する。
(もっと読む)
しぼ加工表面を有する樹脂成形品
【課題】良好な外観や触感を与え、かつ従来のしぼ加工部分による不都合がなく、表面にしぼ加工された部分を有する樹脂成形品を提供する。
【解決手段】表面にしぼ加工された部分と、しぼ加工されていない部分の表面を有する樹脂成形品であって、しぼ加工部分2の凹凸の頂点4が、しぼ加工されていない部分の表面と、ほぼ同一の平面上にある樹脂成形品。該しぼ加工部分の凹凸の頂点と、しぼ加工されていない部分の表面の平均高低差が、0.1mm以下であることが好ましい。該樹脂成形品により、外観と実用性に優れた樹脂製トレイが得られる。
(もっと読む)
筆記具の軸筒
【課題】突き出し面が傾斜面となっている筆記具の軸筒10をプラスチックの射出成形により形成するに際して、突き出しの際の成形品の変形や金型の偏摩耗等の不具合を解消する。
【解決手段】プラスチックの射出成形により形成される筆記具の軸筒10であって、その少なくとも一端が、軸方向に対する傾斜面21で構成され、前記一端に向かってその内径及び外径が拡大していく部分を有しているとともに、前記傾斜面21の表面の算術平均粗さ(Ra)が10μm以上かつ70μm以下であることを特徴とする。
(もっと読む)
ニューマチック形更生クッションタイヤ及びその加工用バフ研磨装置、並びに成形用金型
【課題】 リムに対する耐滑り性を向上するようにしたニューマチック形更生クッションタイヤ及びその加工用バフ研磨装置、並びに成形用金型を提供する。
【解決手段】 摩耗後のクッションタイヤ1のトレッド部2の表面及びベース部3のリムRとの接触面にそれぞれ新たなトレッドゴム2’及びベースゴム3’を接合一体化させると共に、ベース部2とリムRとの間に締め代α、βを形成するようにしたニューマチック形更生クッションタイヤ1’及びその加工用バフ研磨装置10、並びに成形用金型16。
(もっと読む)
短繊維入りゴム製筒体の製造方法
【課題】ホースの柔軟性を低下させることなく、短繊維がホース長手方向に配向したものよりも優れた耐摩耗性を有する短繊維入りゴム製筒体の製造方法を提供する。
【解決手段】長さ方向に短繊維2が配向した短繊維入り未加硫ゴム製筒体3を螺旋状にカットしてテープ状に切り出し、得られた未加硫ゴムテープ5を立てた状態でマンドレル6の外周面に螺旋状に巻回して未加硫ゴム層7を形成し、その後、該未加硫ゴム層7を加硫することを特徴とする。
(もっと読む)
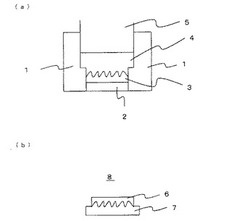
摩擦材の熱成形方法及び熱成形用金型
【課題】 熱成形中に発生するガスを、効率よく排出できる摩擦材の熱成形方法と、この方法に使用する摩擦材の成形金型とを提供する。
【解決手段】 貫通した中空部6aを有する枠型6と、該中空部の一方側に配置された押し型5と、他方側に配置された受け型7とを有し、押し型5と受け型7の少なくとも一方が前記枠型6の中空部6a内を摺動自在な熱成形用金型を用い、摩擦材原料を前記枠型内に投入し、該摩擦材に前記押し型と受け型とにより圧力を加え、加熱して成形する。枠型6は複数個に分割され、熱成形中に前記押し型と受け型とにより加える圧力を減圧するとともに、前記複数個に分割された枠型を離反し、該離反した枠型の隙間から熱成形中に発生したガスを排出する。
(もっと読む)
タイヤ成形用金型及びそのタイヤ成形用金型により製造した空気入りタイヤ
【課題】タイヤユニフォミティーを改善し、不良製品タイヤの生産を減少させ、高品質のタイヤが製造出来るタイヤ成形用金型及び空気入りタイヤを提供する。
【解決手段】分割金型は、バックブロックの内側に複数に分割されたピースブロック3が着脱可能に嵌合されている。各ピースブロック3の内面には、タイヤのトレッド部及びショルダー部にデザインブロックを形成するためのデザインブロック溝4が規則的に形成されている。例えば、この発明のデザインブロック溝4のピッチ配列は、一つの分割金型において、分割線X−X間の領域で3〜5種類のデザインブロック溝4A,4B,4Cがタイヤ周方向Zにおいて規則的に配設され、この発明の実施形態では、特に各分割金型の分割線X−X近傍のデザインブロック溝4Cの大きさが他のデザインブロック溝4A,4Bよりも小さく形成してある。
(もっと読む)
ハードディスク用ランプの製造方法
【課題】 成形性(ひけ、ばり、成形サイクル)に優れ、ハードディスクの使用に伴うランプ樹脂部の摩耗が非常に小さい、ポリアセタール樹脂製ランプの製造方法の提供。
【解決手段】 ポリアセタール樹脂を金型温度を75〜135℃として成形することを特徴とする表面硬さが2.6GPa以上であるランプの製造方法。ポリアセタール樹脂としては、210℃、シェアレート10000(1/s)で測定したせん断応力が1×106〜6×106であるポリアセタールコポリマーを用いることが好ましい。
(もっと読む)
タイヤトレッド、および3次元トレッドサイプを形成するモールドブレード
【課題】従来の2次元サイプよりも剛性を高め、ハンドリングや安定性などのタイヤ性能を向上させる。
【解決手段】サイプ20は半径方向Vの深さと、第1のサイプ面20’と、第1のサイプと対向する第2のサイプ面20”と、両サイプ面20’,20”から等距離にある多次元の寸法を持つ中央面とを備えている。中央面は半径方向に互いに隣接する少なくとも2つの突起列を有し、半径方向に互いに隣接する突起列は平坦部分によって分離されている。平坦部分は所定の長さと幅とを持ったジグザグ形状である。
(もっと読む)
空気入りタイヤとその製造方法
【課題】 排水機能を低下させることなく、ブロック剛性を確保することのできる空気入りタイヤとその製造方法を提供する。
【解決手段】 加硫金型のタイヤブロックに対応する溝部に、深さ方向に傾斜部20aを有し、かつ、上記傾斜部20aの一部(当接部分形成部20n)の板厚が平面部20bの板厚よりも薄く形成されたブレード20を埋設した加硫金型を用いて、ブロックの半径方向に凹凸を有し、傾斜部の幅が平面部の幅よりも狭い3Dサイプが形成されたブロックを備えた空気入りタイヤを成形することにより、上記タイヤに前後入力が入った場合に、上記ブロックの小ブロック同士が上記3Dサイプの幅の狭い傾斜部のみで密着するようにした。
(もっと読む)
1 - 12 / 12
[ Back to top ]