
Fターム[4F202AP10]の内容
プラスチック等の成形用の型 (108,678) | 検出量又は監視量 (1,388) | 時間、時期 (55)
Fターム[4F202AP10]に分類される特許
1 - 20 / 55
テンプレート洗浄装置
【課題】テンプレートの洗浄時間を短縮できるテンプレート洗浄装置を提供すること。
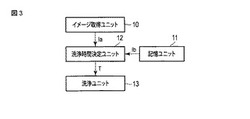
【解決手段】実施形態のテンプレート洗浄装置は、表面に凹凸パターンおよび溝部が形成されているインプリント用のテンプレートの前記溝部のイメージを取得するためのイメージ取得手段10を具備する。実施形態のテンプレート洗浄装置は、さらに、前記イメージ取得手段10により取得された前記溝部のイメージと、予め取得しておいた基準イメージとを比較して、前記テンプレートの洗浄時間を決定する機能を含む洗浄時間決定手段12を具備する。実施形態のテンプレート洗浄装置は、さらに、前記洗浄時間決定手段12により決定された洗浄時間に基づいて、前記テンプレートを洗浄するための洗浄手段13を具備する。
(もっと読む)
プラスチック材料予備成形品の延伸ブロー成形装置、延伸ブロー成形プラント、およびセラミック部品の使用

【課題】樹脂製予備成形品の延伸ブロー成形装置において、ポジティブロックスチール締め具と同程度の安定性を有するとともに、潤滑剤の追加なしに、良好な滑り特性を実現する装置を提供する。
【解決手段】樹脂製予備成形品の延伸ブロー成形装置1は、少なくとも2つのシェル部4、5およびベース部6を有するブロー成形用金型3を運搬する運搬デバイス2と、ベース部受け手段11とベース部受け手段を保持する保持デバイス12,13,14、15と有するベース部固定デバイス10とを備え、ベース部受け手段がポジティブロック締め具18により保持手段(保持デバイス)に固定され、樹脂製容器を形成するための予備成形品の延伸ブロー成形装置であって、ポジティブロック締め具が、セラミック材料からなるポジティブロック領域22を有する。
(もっと読む)
射出成形機の型開き制御方法
【課題】成形不良品の発生を抑制しつつ、成形サイクルタイムを効果的に短縮できる射出成形機の型開き制御方法とする。
【解決手段】型開き動作の前に、可動側金型と固定側金型の接触範囲内で補助的に型開き動作を実施する。この補助的な型開き動作の所要時間を求め、冷却動作完了に合わせ完了するよう補助的な型開き動作を開始することにより、冷却動作と型開き動作の一部を重複させ、効果的に成形サイクルタイムを短縮することができる。また、型開き動作開始時点を必要以上に早めることによる成形不良品の発生を抑制する。
(もっと読む)
射出成形機の成形方法
【課題】 成形品の高度の品質及び均質性を確保するとともに、成形不良の低減による歩留まりの向上を図る。成形条件のシンプル化及び設定容易化、更には成形サイクル時間の短縮により量産性及び経済性を高める。
【解決手段】 予め、金型2への樹脂充填開始to以降における時間tに対する隙間量Lmの変化データを検出し、かつ良品成形可能な変化データから複数のモニタ項目M1…に対応する基準データDs…を設定するとともに、生産時に、金型2への樹脂充填開始to以降における時間tに対する隙間量Lmの変化データから基準データDs…に対応する
検出データDd…を検出し、かつ各モニタ項目M1…に対応する基準データDs…と検出データDd…間の偏差データDe…を求め、この偏差データDe…を所定のデータ処理に用いて成形を行う。
(もっと読む)
プラスチック成形品、プラスチック成形品の成形方法、および該プラスチック成形品を有する光走査装置
【課題】プラスチック成形品における転写面の形状精度の向上を図る。
【解決手段】金型のキャビティ内の樹脂に樹脂圧力を発生させ、被転写面を転写することにより形成した転写面11を有するプラスチック成形品10において、転写面11以外の少なくとも1つの面に突起形状40を有し、該突起形状40を有する面と同一面に金型のキャビティ形状を不完全転写することにより形成した凹形状の不完全転写部22を有し、かつ、転写面以外の少なくとも1つの面に凸形状の不完全転写部21を有する。
(もっと読む)
液圧シリンダ装置
【課題】皿バネなどの弾性体の復元力により、金型などの負荷に作用させる引き側の開始時の力を増強するようにした液圧シリンダ装置に関する技術である。
【解決手段】皿バネ21などの弾性体2をピストンロッド12を軸芯としてロッドカバー15側のシリンダチューブ13に設け、ヘッド側液圧室16aに液体圧力を作用させて負荷4に押し側の力を作用させるピストン11の往ストロークの終端側で弾性体2を収縮させる押圧部23をピストンロッド12に設けて、ロッド側液圧室16bに液体圧力を作用させて負荷4に引き側の力を作用させるピストン11の復ストロークの始端側で弾性体2の復元力を発生させることにより、負荷4に作用させる引き側の開始時の力を増強することにより、金型などの負荷4を駆動する液圧シリンダ装置1の容量を小さくすることができるようにしたのである。
(もっと読む)
真空吸着装置及び真空吸着装置を備える成形品取出機
【課題】真空手段の作動及び停止を行なうための圧力設定を成形品毎に行なうことなく、簡単な制御で真空手段によるエネルギー消費量を軽減するとともに、成形品の落下を防止する真空吸着装置を提供する。
【解決手段】吸着部材に真空圧を作用させる真空手段と、真空手段と吸着部材との連通又は連通の遮断を行なう圧力保持弁と、配管を介して吸着部材内の圧力を検出する圧力検出器と、真空手段及び圧力保持弁の作動を制御する制御手段とを備える。制御手段は、圧力保持弁を開き、真空手段を作動させて、吸着部材によりワークを吸着しているときに、圧力検出器で検出した圧力が所定時間一定となった場合には、圧力保持弁を閉じ、真空手段の作動を停止させ、その後、圧力検出器で検出した圧力が一定幅低下した場合には、圧力保持弁を開き、真空手段を作動させる制御を行なう。
(もっと読む)
金型内可視化装置
【課題】プリズムを長寿命化することができる金型内可視化装置を提供する。
【解決手段】金型内可視化装置1は、超臨界流体を含浸させた溶融樹脂が射出される1対の金型12,13にキャビティ14に露出して設けられた第1,2のプリズム31,61と、プリズム31を介してキャビティ14内の溶融樹脂に光を照射する光源41と、プリズム31を介して該溶融樹脂を撮像する撮像手段71と、各プリズム31,61を支持する第1,2の支持手段51,81とを備える。第1のプリズム31は、入射面32と、入射面32に対して0°<α<90°の角度を存して交差し、入射された光を反射する第1の反射面33と、反射された光を反射する第2の反射面34と、反射された光をキャビティ14に出射する出射面35とを備える。第1の支持手段51は、第1のプリズム31の第2の反射面34に密着して設けられ、プリズム31をキャビティ14内の圧力に抗して支持する。
(もっと読む)
金型精度の診断方法
【課題】 事故を事前に予防する観点から診断可能にして金型に対する十分な診断能力を確保するとともに、部品コスト面及び製造コスト面の双方の有利化を図る。
【解決手段】 型締装置Mcに取付ける金型Cの精度を診断するに際し、型締装置Mcに備える可動盤2mを、予め設定した所定の移動条件により移動させて初期状態における所定の物理量を順次検出して基準データを得るとともに、この後、診断対象となる金型Cを取付けた可動盤2mを、所定の移動条件により移動させて非初期状態における所定の物理量を順次検出して診断データを得、得られた基準データDsと診断データDdの偏差Et,Efに基づいて金型Cの精度を診断する。
(もっと読む)
設定確認画面、射出成形機及び設定確認画面の表示方法
【課題】オプション機能を備えた射出成形機において、金型装置が破損するのを防止することができるようにする。
【解決手段】操作者による操作部32の操作に基づいて表示部31に形成される設定確認画面において、金型装置の内部構造に関して設定されたオプション機能について、オプション機能の名称、オプション機能の設定状態、オプション機能を設定するための設定画面の名称、及びオプション機能を設定するための操作部32の操作要素が一覧で表示される。オプション機能の名称、設定状態、設定画面の名称、及び操作部32の操作要素が設定確認画面に一覧で表示されるので、前回の成形時に選択されたオプション機能の設定が残っているかどうかの設定状態を確認することができる。
(もっと読む)
樹脂封止装置
【課題】減圧動作を含む樹脂封止工程において、容易に設定値の意味が理解でき、歩留りを悪化させるボイドの発生や半導体チップと基板とを繋ぐワイヤの変形等を低減するための動作タイミングを設定可能とする。
【解決手段】基板102と半導体チップ104とを、金型126A、126B内に配置させて、減圧動作を経て樹脂封止する樹脂封止装置100において、前記金型126A、126Bは、上型128と上型128に対して進退可能な下型130とを備え、前記樹脂封止の際に行われる下型130の動作線図156A、156Bと、該下型130の進退動作と前記減圧動作とからなる前記減圧圧縮工程(減圧進退工程)を規定する設定値に基づいて下型130が動作した際に得られる減圧動作に係る実績値と、を同一画面に表示する操作画面154を備える。
(もっと読む)
樹脂封止方法及びその装置
【課題】使用する真空ポンプを兼用させることで生じるコンパクト化や低コスト化という効果を減殺することなく、複数の金型を用いた効率的な樹脂封止を実現可能とする。
【解決手段】金型118、金型120を備えて、各金型118、120の減圧を行い、樹脂封止する樹脂封止方法において、金型118、金型120のうち先に樹脂封止動作がなされる先行金型である金型118の樹脂封止動作完了前に、金型118の次に樹脂封止動作がなされる後行金型である金型120の樹脂封止動作を開始し、且つ、金型118の減圧期間と金型120の減圧期間とが重ならないようにする。
(もっと読む)
金型、成形品評価方法、及び成形条件決定方法
【課題】金型内での樹脂成形品の収縮量等の変動を経時的に測定することができる金型、その金型を用いた成形品の評価方法、その金型を用いた成形条件の決定方法を提供する。
【解決手段】金型内における樹脂成形品の収縮量の経時的な変動を測定する収縮量測定部及び/又は金型内における樹脂成形品の収縮力の経時的な変動を測定する収縮力測定部を備えた金型を用いる。収縮力測定部が、収縮力を伝達する伝達部を備え、伝達部を介して収縮力を測定し、収縮量測定部が、樹脂の収縮により変位する可動部を備え、可動部の変位量を収縮量として測定する金型が好ましい。
(もっと読む)
成形機
【課題】金型の加熱冷却タイミングを最適化でき、高品質の成形品を高能率に成形可能な成形機を提供する。
【解決手段】制御装置9は、金型温度検出センサ4の出力信号s1,s2,s3及びスクリュー位置検出センサ5の出力信号s4を取り込み、出力信号s1,s2,s3が所定の設定値に達したと判定し、かつ出力信号s4が所定の設定値に達したと判定したとき、バルブコントロールユニット8に加熱停止指令信号s9を出力して、加熱媒体供給装置6から金型1への加熱媒体の供給を停止する。
(もっと読む)
クラス「A」の発泡コア物体を製造する方法
表面と、スキンと、コアとを有する物体を製造する方法は、圧縮性シール上に第1の金型部分を閉じるステップを含む。このシールは、第1の金型部分と第2の金型部分との間に位置する。金型部分は、間隔をあけて配置された注入ポートとベントとを有する加圧可能な金型キャビティを規定する。金型キャビティは、大気圧よりも大きい第1の圧力で加圧される。溶融プラスチックおよび発泡剤は、混合物内にガスセルを形成するように注入される。ガスセルは、第1の圧力よりも高い内圧を有している。第1の時間を待機した後、加圧ガスは、金型キャビティの壁と隣接するスキンを形成するガスセルを破壊するのに十分な速度で、第2の時間をかけて排出される。スキンは、凝固した発泡混合物で充填されるコアキャビティを規定する。金型部分は、物体を取り外すように分離される。 (もっと読む)
射出成形システム、射出成形方法
【課題】加熱時における金型温度のオーバーシュートを確実に防ぐことのできる射出成形システム、射出成形方法を提供することを目的とする。
【解決手段】予め金型を加熱したときの金型昇温曲線L1から平均係数a’、加熱遅れτ’を求め、これら平均係数a’、加熱遅れτ’を金型ごとに特有の設定値とし、射出成形を行うときには平均係数a’、加熱遅れτ’から昇温予想曲線L2を生成し、これに基づいて金型の加熱時に加熱媒体の供給を停止するようにした。また、射出成形中にも金型の昇温状況をモニタリングし、平均係数a’、加熱遅れτ’を求めるようにし、直前のサイクルで記憶した平均係数a’、加熱遅れτ’から、加熱媒体の供給を停止すべき温度TH’を順次更新していくようにした。
(もっと読む)
成形装置
【課題】金型の加熱、冷却に要する時間の短縮化を図る上で有利な成形装置を提供する。
【解決手段】成形装置10は、製品キャビティを有する金型12と、加熱冷却用流路14と、ボイラー16と、冷却水供給部18と、第1乃至第3の開閉弁20A、20B、20Cと、媒体排出用開閉弁20Dと、制御部22と、供給用外側流路14と、排出用外側流路15と、流体ポンプ26などを含んで構成されている。加熱冷却用流路14は金型12に設けられた加熱兼冷却用の金型内流路28と、金型12の外側に設けられた外側流路30とを含んで構成され、金型内流路28は入口2802と出口2804とを有している。排出用外側流路15は金型内流路28の出口2804に接続され、排出用外側流路15の下流端は排水溝2に接続されている。流体ポンプ26は排出用外側流路15に設けられ、金型内流路28の出口2804に負圧を作用させる。
(もっと読む)
射出成形装置及び射出成形品の冷却方法
【課題】型開き状態においてプラスチック成形品の形状に応じてプラスチック成形品をバランス良く冷却して成形サイクルの短縮と成形品質の向上を図る。
【解決手段】本発明の射出成形装置1は、可動型3または固定型4の一方に、他方の型の分割面側に向かって冷媒Bを送出可能な冷媒導入流路9を備え、冷媒導入流路9は、可動型3と固定型4が型開き状態にあるとき、前記他方の型に保持される射出成形品の冷却速度が遅い部位26の少なくとも一部に対して直接、冷媒が作用するように構成されていることを特徴とする。
(もっと読む)
ハーフナットを有する型締装置の制御方法
【課題】ハーフナットと型締ラム(タイバ)の係合溝との間隙に起因する強力型開き開始時のむだ時間を解消する制御方法を提供することを目的とする。
【解決手段】可動盤5に固着した型締ラム13の係合溝26に係合するハーフナット15を介して型締ピストン12の型締力を、固定盤2に取付けた固定型3と前記可動盤5に取付けた可動型4とに付与する型締装置1の制御方法であって、前記固定型3と前記可動型4内で成形された成形品が冷却されて型開き開始するとき、前記ハーフナット15と前記係合溝26との係合部における型開き方向の間隙G2が消滅するまでの距離の間、強力型開きの移動速度より速い速度で型締ラム13を移動させる。
(もっと読む)
成形品取出機の制御装置
【課題】 チャック部の各ステージにおける位置の微調整が容易で、かつ正確に行うことのでき、更にはチャック部の稼動状態に関するデータの設定変更やモニタリングなどが容易な成形品取出機の制御装置を提供する。
【解決手段】 成形機に搭載された成形品取出機の取出し動作などを制御する成形品取出機の制御装置に、成形品取出機のチャック部の各ステージにおける位置を設定する信号、およびチャック部の運転条件の設定信号や運転状況の確認信号などの信号のうち、使用頻度が比較的高く、かつ操作者が制御装置本体から離れて制御しても危険性がない前記信号を制御装置本体との間で無線で交信可能なハンディータイプの操作ペンダントを付加する。
(もっと読む)
1 - 20 / 55
[ Back to top ]