
Fターム[4F202AP14]の内容
プラスチック等の成形用の型 (108,678) | 検出量又は監視量 (1,388) | 重量・密度・比重 (9)
Fターム[4F202AP14]に分類される特許
1 - 9 / 9
射出成形機のパージ廃材排出装置
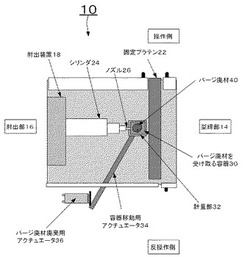
【課題】パージ廃材を受け取る容器が満杯になる前に、パージ廃材を容器から廃棄することが可能な射出成形機のパージ廃材排出装置を提供する
【解決手段】射出成形機10は、パージ作業を行った際に射出装置18のシリンダ24のノズル26の先端から射出されるパージ廃材40を受け取る容器30、容器30に受け取られたシリンダ24のノズルから射出されたパージ廃材の質量または体積を計量する計量部32、容器30をシリンダ24のノズル26から射出されたパージ廃材40を受け取る位置と射出成形機10の外に位置するパージ廃材40が廃棄される位置との間を往復移動させる容器移動用アクチュエータ34、容器30に収容されたパージ廃材40を廃棄するために、パージ廃材を受け取る容器30からパージ廃材40を押し出すパージ廃材廃棄用アクチュエータ36を備え、射出成形機10の制御装置をパージ廃材排出装置の制御装置として用いる
(もっと読む)
中空樹脂成形品の製造装置及び製造方法

【課題】外部に開口する筒部を有し、且つかかる筒部の内径切削が不要とされた中空樹脂成形品を低コストで製造可能な技術を提供する。
【解決手段】押出機22の先端に取り付けられた押出ダイと当接せしめられた状態下で、パリソンが筒部形成キャビティ62内に充填されることにより、目的とする中空樹脂成形品の筒部を形成する充填型42と、該充填型42と該押出ダイとの当接状態を解除可能にロックするロック機構54と、該充填型42を該押出ダイとの当接状態から下側基準位置にまで下降させる移動機構52と、ブロー成形用型26の成形キャビティ内に収容されたパリソンの内部に圧力気体を吹き込んで、前記中空樹脂成形品の筒部を除く部分をブロー成形する気体吹込手段60とを含んで構成した。
(もっと読む)
樹脂計量供給装置
【課題】迅速な樹脂の計量供給と、精密な樹脂の計量供給とを高い次元で両立する。
【解決手段】樹脂封止に使用するために所定量の粉状又は粒状の樹脂を計量・供給する樹脂計量供給装置100であって、樹脂を計量・分離可能な計量部140が、所定量に満たない範囲で所定量の概量を計量・分離可能な粗計量部140Aと、粗計量部140Aの計量値と所定量との差分を粗計量部140Aよりも精密に計量・分離可能な微計量部140Bと、を備えて構成する。
(もっと読む)
紙成形品の成形方法及び成形用金型
【課題】本発明は、上部金型のインロー部を下部金型のキャビティに挿入し、各通気部材から脱水・脱気することにより、強度と耐水性に優れた紙成形品を得ることを目的とする。
【解決手段】本発明による紙成形品の成形方法及び成形用金型は、上部用通気部材(10)、上部用脱気孔(7)及びインロー部(4A)を有する上部金型(4)と、キャビティ(5)、下部用通気部材(12)及び下部用脱気孔(7A)を有する下部金型(3)とを備え、前記インロー部(4A)を前記キャビティ(5)内に挿入し、前記各通気部材(10、12)及び各脱気孔(7、7A)を用いて脱気・脱水し紙成形品(20A)を成形する方法と構成である。
(もっと読む)
樹脂成形体及びその製造方法
【課題】種々の用途への展開が期待できる新しい構造の樹脂成形体及を提供する。
【解決手段】樹脂成形体10は、成形型のキャビティ内に射出充填した発泡層形成物質入り熱可塑性樹脂材料が固化する過程でキャビティ容積を拡大させて熱可塑性樹脂材料を発泡させることにより、両側表面のそれぞれに空隙を有しないスキン層11が形成されると共に、両側表面のスキン層11間に発泡層12が形成されたものである。発泡層12は、キャビティ容積拡大方向中間部に形成されスキン層11よりも樹脂密度の小さい中間層12aと、中間層12aのキャビティ容積拡大方向両側それぞれのスキン層11との間に形成されほとんど樹脂を有しない空洞層12bと、で構成されている。
(もっと読む)
成形品取出機と成形機との協働による成形品の重量設定装置。
【課題】 重量計測により成形品が不良品であると判別されても、成形作業者による煩雑なデータ入力作業を不要にして、良品の成形に必要な成形条件を自動的に設定することができる成形品取出機と成形機との協働による成形品の重量設定装置を提供する。
【解決手段】
重量計測手段33で計測した成形品の重量が基準値の許容範囲を超えると判別した第1演算手段34の演算結果に基づいて、成形品取出機3側の第1制御手段23から成形機M側の第2制御手段28に成形条件補正信号を送信して、成形機Mの成形条件を重量計測手段33で計測される成形品の重量が基準値または基準値の許容範囲内に収斂されるように設定する。
(もっと読む)
発泡成形体及び発泡成形体の製造方法
【課題】発泡倍率が高く軽量であり、かつ、表面のざらつきが無い優れた外観を有する発泡成形体、及び、射出成形に熱膨張性マイクロカプセルを用いる場合であっても、熱膨張性マイクロカプセルの発泡が均一に行われることにより、発泡倍率が高く、優れた外観を有する発泡成形体を得ることが可能な発泡成形体の製造方法を提供することを目的とする。
【解決手段】独立気泡を均一に有する発泡成形体であって、セル径が60〜120μm、比重が0.6g/ml以下、及び、表面粗度が4μm以下であることを特徴とする発泡成形体。
(もっと読む)
重力鋳造法に於ける給湯炉からの出湯制御方法及びその装置、出湯制御方法により製造するタイヤ加硫用金型の製造方法
【課題】給湯炉からの出湯制御を精度良く行うことで、鋳造不良や給湯の無駄を防止することを可能とした重力鋳造法に於ける給湯炉からの出湯制御方法及びその装置、出湯制御方法により製造するタイヤ加硫用金型の製造方法を提供する。
【解決手段】給湯炉1からの出湯時に、傾倒制御装置8により給湯炉1を順次傾倒させてアルミ等の溶湯Wを出湯し、この時に前記樋2内の溶湯重量A及び供給ホッパ3内の溶湯重量Bを樋2の重量計9及び供給ホッパ3の重量計10または溶湯量の検出センサー11により測定する。そして、供給ホッパ内3の溶湯が所定重量Gに達する前に、予め求めた給湯計算値と前記重量計9,10で求めた重量(溶湯重量A+溶湯重量B)とを制御装置12により比較演算(減算)し、この計算値に基づき前記給湯炉1を傾倒制御装置8を介して所定の傾斜角度に傾倒作動させ、給湯炉1からの出湯を停止するように制御する。
(もっと読む)
射出成形シミュレーション装置及び射出成形シミュレーション方法
【課題】 加熱された金型に射出された樹脂から射出成形により成形される成形品の性状をシミュレーションすること。
【解決手段】 キャビティ18が形成される金型10の金型形状と金型10が加熱される加熱条件と金型10が冷却される冷却条件とを収集する金型条件収集部と、金型形状と加熱条件と冷却条件とに基づいて、キャビティ18のキャビティ表面のキャビティ表面温度を算出する金型シミュレーション部3と、樹脂31の性質を収集する樹脂条件収集部と、性質とキャビティ表面温度とに基づいて、樹脂31がキャビティ18に射出されたときの樹脂31の挙動を算出し、樹脂31の挙動に基づいてキャビティ18に射出された樹脂31から成形される成形品の性状を算出する樹脂シミュレーション部5とを備えている。このような射出成形シミュレーション装置及び射出成形シミュレーション方法により、加熱された金型10に射出された樹脂31が冷却して得られる成形品の性状を正確にシミュレーションすることができる。
(もっと読む)
1 - 9 / 9
[ Back to top ]