
Fターム[4F202AR12]の内容
プラスチック等の成形用の型 (108,678) | 調整制御量(制御の対象) (5,072) | 寸法(←長さ、大きさ、厚み等) (1,120)
Fターム[4F202AR12]に分類される特許
1,101 - 1,120 / 1,120
インモールド成形における窓部の製造方法及び射出成形金型の構造

【課題】合成樹脂シートを射出成形金型の中に装着した後、該金型を閉じて溶融樹脂を射出成形するインモールド成形において、このインモールド成形と同時に、成形品に窓部を形成することを可能としたインモールド成形における窓部の製造方法及び射出成形金型の構造を提供する。
【解決手段】インモールド成形において、合成樹脂シート2の窓部6の周縁9に該合成樹脂シート2の厚みが0.02〜0.15mmとなる凹部10を設け、しかる後に金型3を開いて成形品5を取り出してから窓部6の合成樹脂シート2を除去することを特徴とし、合成樹脂シート2の窓部6の周縁9に該合成樹脂シート2の厚みが0.02〜0.15mmとなる凹部10を設けるための射出成形金型3の部分が先端に平坦面11を有する刃型12を用いたものである。
(もっと読む)
光記録媒体、ディスク基板及びその製造方法並びに成形金型装置

【課題】 保護層が設けられた側からレーザ光を照射することにより、情報信号の記録および/または再生が行われる光記録媒体において、カートリッジに収納せずに使用した場合にも、情報読み取り面に傷が付いたり埃が付着したりすることを防止できるようにする。
【解決手段】 光記録媒体は、中央部に開口1aを有する基板1上に、情報信号を記録可能および/または再生可能に構成された情報信号部2と、情報信号2の記録および/または再生に用いられる光を透過可能に構成された光透過層3とが順次積層されて構成される。ディスク基板1は、光透過層3側に突起を有し、その突起4が、開口1aと光透過層3との間に位置する。これにより、光記録媒体をカートリッジに収納せずに用いた場合に、読み取り面側をテーブルなどに載置したときにも、読み取り面とテーブルなどとの間に空間を形成することができる。
(もっと読む)
導光体の射出成形型および製造装置
【課題】 光シートバスへの光ファイバの接続を効率よく行う。
【解決手段】
光シートバス10の形状を形取ったキャビティCと、このキャビティCに通じる挿入穴51A,51B,52A,52Bとを有して形成された射出成形型である。挿入穴51A,51B,52A,52Bのうち少なくともキャビティCに開口する所定長さ部分である挿入穴51B,52Bの断面形状は、光ファイバ20の断面形状と相似形であり、かつ光ファイバ20との隙間が30μm以下になるように形成されている。
(もっと読む)
ブロー容器およびその成形用金型。
【課題】 容器容器胴部に、容器の外延形状より陥没する陥没面を輪郭部で囲んで形成し、その陥没面に、メーカー名、ロゴマークなどの立体表記部を容器の外延形状からはみ出さないように形成する最適な技術を提供する。
【解決手段】
ブロー成形容器1の容器胴部2には、容器の外延形状より陥没する陥没面3を輪郭部4で囲んで形成する。陥没面3には、立体表記部5を容器の外延形状からはみ出さないように形成してある。ブロー成形容器1をブロー成形する金型は、一対の分割金型からなる。その一方の金型のキャビティには、陥没面および立体表記部を形成する入れ駒を備えている。入れ駒の材質は、一方の金型より熱伝導率の高いものである。入れ駒と一方の金型のキャビティとの間に、0.1〜0.15mmのクリアランスを全周にわたって設けてある。
(もっと読む)
レンズ成形金型の加工方法
【課題】成形金型の成形面を精度良く且つより簡単な制御にて加工し得るレンズ成形金型の加工方法を提供する。
【解決手段】砥石部24を有する研削工具13によりレンズ成形金型11に円筒状の成形面11aを加工する加工方法であって、砥石部24が所定高さtの円柱状に形成された研削工具13を、回転させた状態で且つその回転軸心方向aで一方向に繰返し移動させるとともに、当該研削工具13とレンズ成形金型11との相対距離を変化させながら研削する際に、研削工具13をその回転軸心方向aと直交する金型11の幅方向で所定間隔おきに移動させて円筒状の成形面11aを形成する方法である。
(もっと読む)
型内被覆成形品、金型内被覆成形方法、及び同金型内被覆成形用金型
【課題】樹脂成形品の塗膜の予め定めた部分において、色彩、又は、透明性等を変化させ、より意匠性を向上させた製品の提供。また、このような意匠特性に優れた製品の金型内被覆成形方法、及び同方法に利用可能な金型内被覆成形用金型の提供。
【解決手段】樹脂から形成された基体部と、同基体部上に形成された樹脂製塗膜とからなる型内被覆成形品において、該塗膜の厚さを、予め定めた部分において、他の部分とは異ならせることにより、該予め定めた部分において、色彩、又は、透明性を他の部分とは変化させたものである型内被覆成形品により達成。
(もっと読む)
空気入りタイヤ及びタイヤ成形用金型
【課題】ブロックに閉口カーフを設けた空気入りタイヤにおいて、氷上性能を維持しながら、閉口カーフの雪詰まりを抑制し、雪上性能を改善することが可能な空気入りタイヤ及びタイヤ成形用金型を提供する。
【解決手段】トレッド面1に溝2,3により区画されたブロック4を形成し、その接地表面5に両端が溝2,3から離間した閉口カーフ6bを設けた空気入りタイヤであり、閉口カーフ6bの壁面7の表面粗さを3μm以下にしている。
(もっと読む)
成形品の製造装置とその構造ユニット
【解決手段】
射出成形、ダイカストあるいはプレス成形によって成形する成形品製造装置であって、コア部品(31)と、このコア部品(31)に割り当てられた突出し機構(41)と、前記コア部品(31)と突出し機構(41)を保持するコアキャリヤー(11)と、ダイ(51)とを備え、コア部品(31)とダイ(51)が互いに固定することにより該成形品に対応するキャビティを形成している。前記コアキャリヤーが通路(13)を備えたコアキャリヤーフレーム(11)として構成され、前記コア部品(31)と突出し機構(41)が、片側で前記コアキャリヤーフレーム(11)内に挿入できる構造ユニットを形成し、前記突出し機構(41)が、挿入状態にある時、前記通路(13)を介して伸長していることを特徴としている。
(もっと読む)
活性材料素子を使用して射出成形機からの排出を支援する方法及び装置
第1の面及び第2の面を有する射出成形機内の金型からの成形パーツの排出を支援する方法及び装置は、第1の面と第2の面との間に配置されるように構成される活性材料アクチュエータを備える。活性材料アクチュエータは、作動信号に応答して拡張力を第1の面と第2の面との間に提供し、面同士を押し離すように構成される。配線構造が活性材料アクチュエータに結合され、作動信号を伝達するように構成される。成形パーツは、作動信号が始まったとき、又は作動信号がなくなるときに排出することができる。  (もっと読む)
(もっと読む)
活性材料素子を使用してベント部の間隙を制御する方法及び装置
射出成形機の金型のベント部の間隙を制御する方法及び装置が提供され、この方法及び装置は、ベント部の間隙の開口度を調整するように構成される活性材料インサートを備える。活性材料インサートは、コントローラからの信号に応答して作動して、成形プロセス中にベント部の間隙の開口を選択的に塞ぐように構成される。配線構造が活性材料インサートに結合され、作動信号を伝達するように構成される。また、溶融物フローセンサを設けてベント部の間隙の調整を支援することができ、溶融物フローセンサをコントローラに接続してベント部の間隙の動作に対してリアルタイム閉ループ制御を提供することができる。好ましくは、本方法及び本装置は、金型キャビティ内の溶融物の流れを制御するシステムの一部として使用される。  (もっと読む)
(もっと読む)
2つ又はそれ以上の材料で作成されるプリフォーム及びこれを得る方法
2つの異なる材料で作成されるプリフォームの作成方法、ここで第一の材料(4)及び第二の材料(22)が同軸でない中心軸を有するノズルで射出される。好ましくは、プリフォームは、第一の材料の側壁の中に第二の材料の包摂を含む。その新規プリフォームは、好ましくは底領域(1c)及び側壁領域(1b)を含み、底領域は、もっぱら第一の材料で作成され、かつ側壁領域は、第二の材料(22)により満たされる少なくとも1つの容積(14)を除いて、全般的に第一の材料(4)で作成される。  (もっと読む)
(もっと読む)
射出圧縮成形
物品を射出圧縮成形するための金型であり、開放位置と閉鎖位置との間における相対的な接近及び離反移動のために使用時に射出成形機のプラテンに装着するための雌金型部品(10)及びコア(16)から構成される。雌金型部品(10)とコア(16)との間に封止状態を発生させるために、封止リング(20)がコア(16)を取り囲んでいる。コア(16)が閉鎖位置に接近する時、コア(16)、雌金型部品(10)及び封止リング(20)が協働して閉鎖金型キャビティを画定する。本発明では、封止リング(20)は、コア(16)が閉鎖位置に到達した後にのみコア(16)上の先細り表面に対して封止する先細り表面(24)を有し、コア(16)が閉鎖位置に接近している時には、封止リング(20)の先細り表面(24)とコア(16)との間に通気用クリアランスが生じるようにしている。  (もっと読む)
(もっと読む)
熱可塑性材料の光導管の製造方法
本発明は、熱可塑性材料の光導管(14)を製造する方法に関する。
この導管は、第1の軸と呼ばれる縦の軸(A−A´)に沿って光を伝えるための長方形型材によって構成され、両端の一方に前記第1の軸に対して傾斜した壁部(28)と、レンズの回転軸(B−B´)が縦の対称面に含まれるレンズ(32)とを備えた光リレー(26)を含み、前記導管(14)はレンズの厚さを超える所定の最大高さHmax及び縦の軸(A−A´)に沿った所定の平均の長さLmoyを有する。本発明によれば、光導管を、熱可塑性材料を導管と同一形状のキャビティを有する金型(1)内に射出成形することにより単体として作る。その射出を前記軸(A−A´,B−B´)によって規定される面に実質的に平行な面全体を覆うように前記キャビティの一側に設けられた注入オリフィスを通して行う。注入オリフィスは0.2HmaxとHmaxの範囲内の高さhと、0.2Lmoyと0.8Lmoyの範囲内の長さλを有する。そして、熱可塑性材料を400mm3/sから1500mm3/sの範囲内の速度で射出する。
(もっと読む)
光沢レベルの調整
溶融材料(1)と接触する金型表面(4)と、金型表面(4)上の少なくとも1層のコーティング(6)と、金型表面(4)のための温度制御手段とを有する金型(3)内で溶融材料、特にプラスチックを射出成形する方法において、金型表面(4)を温度制御手段により冷却しており、それにより溶融材料がコーティングとの界面で凝固し、射出成形品を型から取出すことができる。この過程の間、溶融材料を金型表面(4)上のコーティング(6)と接触させており、射出成形品について指定した60°光沢レベルおよび/または色値Lが得られるようにコーティング材料の熱浸透率と整合させて、前記コーティング(6)の厚さを選択する。 (もっと読む)
透明な熱可塑性外壁を有する化粧品容器の製造法
本発明は、プラスチック材料の透明な外層を有する容器の押出ブロー成形法である。本発明の容器は、平滑でガラスのような外観を有し、より安価なガラス瓶代替物として使用することができる。 (もっと読む)
深い“C”形部品とその成形方法
実質的に“C”形断面形状の長い部品と、それを製造する方法とを提供する。当該部品は、射出成形することができ、表側の部品部分を塗膜で覆うことができる。この方法は、傾斜底壁を備える底端キャビティ部分(182)を有する金型キャビティを備え、雌型要素(106)を、定置雄型要素(104)から離れるように、幅方向すなわちY方向に対して約1〜20゜の角度をなすように動かすこと(358)を含む。この部品は、プラスチック基板と随意の塗膜とを有し、当該塗膜は、前記部品の表側主要面(406)の後方で底端壁(400)に沿って終わる一つのへり(204)を有する。 (もっと読む)
ステップ板を備えたランニングボードを形成する方法
車両に搭載するための成形ランニングボード組立品を製造する方法は、ランニングボードの本体をブロー成形し、ステップ板や装飾片などの追加の部材を1つ以上組み込む各工程を有してなる。この方法は、サブキャビティ内のブロー成形キャビティ中にインサートを配置し、減圧によりインサートを保持し、次いで、パリソンを押し出し、ブロー成形すると同時に、ランニングボードを成形し、インサートを組み込む各工程を含む。  (もっと読む)
(もっと読む)
可とう性成形型、その製造方法及び微細構造体の製造方法
本発明は、成形技術に関する。さらに詳しく述べると、本発明は、可とう性成形型と、その製造方法と、微細構造体の製造方法とに関する。本発明は、例えばプラズマディスプレイパネルの背面板のバリアリブのような種々の微細構造体の製造に利用することができる。  (もっと読む)
(もっと読む)
プラスチック表皮の形成方法
本発明は、プラスチック製品を製造するための方法および装置に関するものであって、本発明による方法においては、型輪郭を有した金属型を、型輪郭に適合する輪郭のものとして形成された赤外エネルギー加熱部材からの赤外エネルギーを使用することによって、キャスト温度にまで、予熱し;予熱された金属型上へと、プラスチック材料をキャストし;赤外エネルギーを使用してプラスチック材料を溶融させ;相変化または状態変化を起こし得る材料を金属型に対して接触させることにより、金属型を冷却し;キャストされたプラスチック製品を金属型から取り外す。 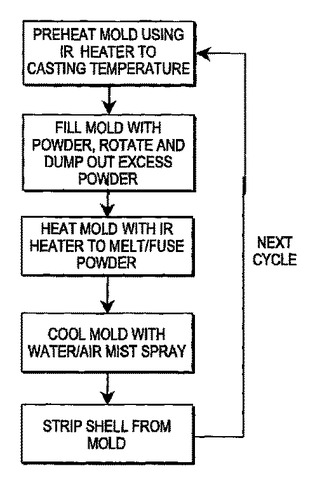 (もっと読む)
(もっと読む)
コントロールされた多孔性を有する金属製ツールの製造方法
【課題】コントロールされた多孔性を有するツールを製造する方法を提供する。
【解決手段】本方法は、ガス噴霧法によって金属粉末を調製する工程を含んでいる。その金属粉末を金属コンテナに充填する。金属粉末が充填された金属コンテナを金属容器内に置いて、ガラスフリットで取り囲む。次に、その金属容器をガラスフリットが溶解するのに十分な温度まで加熱する。次に、所望量の多孔度を保持させるように粉末金属を部分的に圧密させるのに十分な圧力下で金属容器を圧縮させる。
(もっと読む)
1,101 - 1,120 / 1,120
[ Back to top ]