
Fターム[4F202CD18]の内容
プラスチック等の成形用の型 (108,678) | 型の製造 (4,718) | 型の製造の主要手段 (2,034) | 切断、研削による(放電加工による) (261)
Fターム[4F202CD18]に分類される特許
121 - 140 / 261
光学フィルム
モアレ防止及びウェットアウト防止機能を有する光学フィルムが、その作製のためのシステム及び方法と共に記述される。光学フィルムを作製するのに使用されるマスターは、マスター表面の面外の軌道に沿って切削する単軸アクチュエータを使用して形成される。軌道に沿った切削工具の動きにより、可変深さ及び可変ピッチを有する溝が表面に刻まれる。このマスターから形成されるプリズムは可変深さ、可変高さを有し、これによりウェットアウト防止及びモアレ防止機能が提供される。  (もっと読む)
(もっと読む)
微小針の製造方法
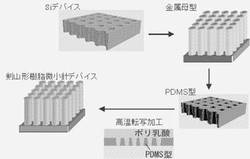
【課題】生体分解性樹脂を用いて、微小針の先端部に欠損のない、品質の安定したマイクロアレイを大量に製造すること。更には、そのための金属母型を精度良く作製すること。
【解決手段】所望の微小針に対応する貫通孔を有するPDMS製の鋳型を品質良く大量に作成し、生体分解性樹脂の遷移点から融点までの高温で転写加工を行い、遷移点近傍で樹脂を離型させ、それによって樹脂製の微小針を製造する方法を提供する。更に、良質なPDMS製の鋳型を大量に作製するための金属製母型の製造方法を提供する。これらにより、製品規格的に信頼性の高い微小針が効率的に製造できることとなった。
(もっと読む)
コンタクトレンズおよびその製造方法

【課題】大型化と深底化を何れも抑えつつ、より優れた視認性を得ることの出来るマークを備えた、新規な構造のコンタクトレンズを提供すること。
【解決手段】円形の内外周縁を有する凹形円環部分38と該凹形円環部分38の中央に位置する中央突部36とからマーク34を構成し、該凹形円環部分38の外径寸法を0.1〜0.5mmとすると共に、該凹形円環部分38の半径方向断面において幅方向中央部分を幅方向両側部分よりも深さ変化が小さくて曲率半径の大きい平坦状部分42とし、且つ該マーク34における少なくとも該平坦状部分42を粗面とした。
(もっと読む)
ウレタン成形型
【課題】ウレタン成形型の製造期間を短縮すると共に、ウレタン成形型の製造コストを削減することができるウレタン成形型を提供する。
【解決手段】ウレタン成形型100は、主型1と副型2とを備えており、主型1と副型2とは、ウレタン樹脂複合材にて構成されている。そのウレタン樹脂複合材は、アルミ素材に比べて柔らかいので切削加工性が良く、NC加工機にて容易に加工することができる。そのため、NC加工機の加工速度を速めることができるので、ウレタン成形型100の加工時間を短縮することができる。また、主型1と副型2のキャビティCを形成する面に硬化性ウレタン樹脂を盛ることで凸設部位の追加を容易におこなうことができる。そのため、ウレタン成形型100のキャビティC形状の変更を容易におこなうことができる。
(もっと読む)
立体形状物の創成方法
【課題】本発明は、金型の修復、特に、アルミニウム、ステンレス等の特殊鋼からなる金型の修復、製品形状が複雑化した射出成形用金型における微細形状の充填等に適した立体形状物及び3次元回路積層基板の創成方法を提供することを目的とする。
【解決手段】本発明の立体形状物の創成方法は、薄板をワークの形状創成箇所又は破損箇所へ配置し、該薄板に外部から液体又は気体によるチャンバ内圧力を付加することにより薄板をワークの形状創成箇所又は破損箇所へ順次裁置することを特徴とする。
(もっと読む)
眼鏡レンズ及び眼鏡レンズの製造方法
【課題】周縁部分の厚みが外周に沿って変化がなく外観が良好な眼鏡レンズを提供する。
【解決手段】乱視軸Xと、乱視軸Xと直交する交差軸Yとでピッチが異なる回折構造4を眼鏡レンズ1に設けた。この回折構造4を同心上に形成された複数の楕円形から構成した。眼鏡レンズ1の乱視合成面における乱視軸Xの方向と乱視軸Xに直交する交差軸Yの方向との曲率半径の差異を、回折構造4により付与された非点収差分小さくすることができる。そのため、乱視補正のために、眼鏡レンズ1に大きな非点収差を付与する場合でも眼鏡レンズ1の周縁部の厚みの差を減少させることができる。
(もっと読む)
マイクロレンズアレイの製造方法
【課題】高価な加工装置を必要とすることなく、簡単な方法で精度の高いマイクロレンズアレイを製造することが可能なマイクロレンズアレイの製造方法を提供すること。
【解決手段】基材11に複数の貫通孔12を形成する第1の工程と、複数の貫通孔12の一方の端部を蓋材13で塞ぐ第2の工程と、貫通孔12の一方の端部を蓋材13で塞いだ状態で、貫通孔12の他方の端部から貫通孔内に樹脂15を注入する第3の工程と、樹脂15を硬化させることにより、樹脂15に蓋材13の表面形状を転写した成形面17を形成する第4の工程と、樹脂15から蓋材13を除去することで、複数の貫通孔12の各々に形成された成形面17を有する基材11をマイクロレンズアレイの成形型18として作製する第5の工程と、成形型18を用いてマイクロレンズアレイを製造する第6の工程を含む。
(もっと読む)
フライアイレンズ成形型、フライアイレンズ成形型加工装置、フライアイレンズ成形型加工方法
【課題】フライアイレンズの成形に用いられるフライアイレンズ成形型の寿命を向上させる。
【解決手段】フライアイレンズを成形するためのフライアイレンズ成形型の素材であるフライアイワーク8に、フライアイレンズの複数のレンズ要素の各々に対応したレンズ成形凹部1を刻設するとき、複数のレンズ成形凹部1の境界部に生じる鋭利なエッジ状の稜線部2に、互いに異なるかまたは等しい曲率半径R1、曲率半径R2、曲率半径R3の丸みを持たせるように形成する。こうして得られたフライアイレンズ成形型では、フライアイレンズ成形型のコーティングを剥がれ難くなり、寿命が向上する。
(もっと読む)
タイヤ成形用金型及びタイヤ成形用金型の製造方法
【課題】ウェアインジケータの形成部分に鋳継ぎ線を設けることにより、ベントホールを設けることなく加硫中の空気溜まりの発生を有効に防止でき、タイヤのライト故障等を防止することが出来るタイヤ成形用金型及びタイヤ成形用金型の製造方法を提供する。
【解決手段】タイヤ成形用金型4の各ピースはダイカスト鋳造により金属材料を複数回のショットに分けて積層して成る複数層のピースブロック4aにより構成し、該ピースブロック4aの鋳継ぎ部8には、前記金属材料の凝固収縮による微細な隙間(例えば、0.005 〜0.08mm、好ましくは、0.02mm) を形成したものである。ピースブロック4aの溝断面空間9内には、鋳継ぎ部8を介してウェアインジケータ形成用の突出部10を金型表面に露出するように形成し、前記鋳継ぎ部8の線上には、前記ピースブロック4aの側面から所定の大きさのエアー抜き用の排気孔11を少なくとも一箇所以上に形成してある。
(もっと読む)
金型、成形装置、中間成形体及び光学素子
【課題】例えば粘度の低い樹脂を用いて光学素子を容易に成形することができる金型、成形装置、中間成形体及び光学素子を提供する。
【解決手段】コア部材10,20は、熱硬化性樹脂の接触する面が一体となっているため、粘度が低い熱硬化性の樹脂が漏れ出る隙間がなく、従って高精度な光学素子の成形を行うことができる。又、嵌合隙間内で硬化した樹脂と成形樹脂が一体化して離型不良が発生するという問題が無く,更に嵌合隙間内でに固着した樹脂を取り除くといったメンテナンスも不要となる。これにより、極めて効率の良い成形が実現でき,低コスト高品位高性能の成形品を得ることが可能となる。
(もっと読む)
光学素子成形用金型及び光学素子成形用金型作成方法
【課題】溶射による断熱層への中間金属層の形成時に、応力による中間金属層の剥離が生じない光学素子成形用金型作成方法を提供する。
【解決手段】光学素子を成形するための金型を作成する光学素子成形用金型作成方法であって、母材11の表面であって光学素子を成形する側の面に断熱層13を積層する段階と、断熱層13の表面に中間金属層14を溶射によって積層する段階と、中間金属層14の表面に、光学素子の表面形状を転写する面が形成された表面加工層15を積層する段階とを有し、中間金属層14は、断熱層13の一部が略均一に露出するように積層される。
(もっと読む)
金型部品の製造方法および金型部品
【課題】光学性能に優れた平板成形品を成形するための金型部品を効率よく成形できる金型部品の製造方法およびその金型部品を提供すること。
【解決手段】切削工具を用いて被加工材を切削加工することにより、複数の凹凸構造体が形成されたキャビティ面を有する金型部品を製造する金型部品の製造方法であって、前記複数の凹凸構造体は、表面粗さRaの異なる複数種類の凹凸構造体を備え、各凹凸構造体の表面粗さに対応する表面粗さを有する切削工具を用いて、表面粗さRaの大きい凹凸構造体から表面粗さRaの小さい凹凸構造体の順に切削加工する仕上工程を含むことを特徴とする金型部品の製造方法。
(もっと読む)
成型方法及びマイクロレンズの製造方法
【課題】離型性に優れ、また所定の表面形状を得ることができる成型方法を提供する。
【解決手段】所定形状の成形面16を有する成形型1に成形材料Mを密着させて成形物を形成する成形工程と、成形物を成形型1から離型させる離型工程とを有する。成形工程前に、成形型1の成形面16に剥離膜18を成膜する成膜工程と、離型工程前に、成形型1に設けられ成形面16に通じる導入路を介してエッチング液Eを導入し剥離膜18を除去する除去工程とを有する。
(もっと読む)
プラスチックボトル及びその製造方法
【課題】ブロー成形型を短時間で且つ安価に作製することができて、試作用のプラスチックボトルを迅速に製造することができると共に試作の費用を低減することができ、また軽量で且つ熱伝導性の低いブロー成形型を用いることにより、作業性良好に試作用のプラスチックボトルを容易に製造することができるプラスチックボトルの製造方法を提供する。
【解決手段】プラスチックボトルのモデル型1の外形寸法のデータに基づいて、発泡性樹脂のブロック2を切削して、モデル型1の外形と雄・雌が逆の成形面3を発泡性樹脂のブロック2に加工することによって、ブロー成形型4を作製する。このブロー成形型4に軟化した熱可塑性樹脂のパリソン5を挿入すると共にパリソン5に空気を吹き込むことによって、ブロー成形型4の成形面3で成形して試作用のプラスチックボトル6を製造する。
(もっと読む)
樹脂製ハスバ歯車の成形装置及び製造方法
【課題】樹脂製ハスバ歯車の成形装置及び製造方法として、成形金型における逆ハスバ形状部について、放電加工用電極マスターモデルからの歯形転写を必要とせずに金型母材に直接に加工形成でき、CNC歯車研削盤やC軸制御仕様のNC放電加工機のような高価な加工機を用いることなく、マシニングセンタやNCフライス等の安価な汎用機によるミーリング加工のみで形成可能にする手段を提供する。
【解決手段】樹脂製ハスバ歯車Gの射出成形金型におけるキャビティCの歯形形成周面部が周方向多数個に分割された歯形部用入れ子1…より構成され、各歯形部用入れ子1が少なくとも歯形1ピッチ分の逆ハスバ形状部11を備える。
(もっと読む)
基板の加工方法、インプリントモールド及びその製造方法
【課題】チッピングによるクラックの寸法を低減し、基板表面への異物の付着を抑制することが可能な加工方法を提供する。
【解決手段】基板10上に保護膜50を選択的に形成し、加工領域18として基板10の表面の一部を露出する工程と、加工領域18の基板10の上部を400nm以上、かつ1000nm以下の深さで除去して、算術平均粗さRaが30nm以上、かつ500nm以下の範囲となるように粗化加工する工程と、加工領域18において切削工具52を用いて粗化加工された表面の一部を切削する工程とを含む加工方法である。
(もっと読む)
回折光学素子成形金型の加工法
【課題】位置合わせ用マークと回折パターンとの相対位置関係の精度が高く、これらの加工手間を低減できる回折光学素子成形金型の加工方法を提供する。
【解決手段】光軸を含みかつ光軸に平行な断面の断面形状が複数の直線形状からなる回折パターンを、旋削もしくは引き切り方式によって切削する成形金型11の加工方法であって、回折パターンを切削加工する工具12と上記成形金型を相対移動させながら一断面の切削を行い、特定の位置において、回折面を加工する際の相対移動を行うと同時に、切削面の法線方向の成分からなる相対移動を行って切削を行うことにより、位置合わせ用マーク3を、回折光学素子の光学面もしくは、回折光学素子の光学面の有効領域の外側周辺に形成すること。
(もっと読む)
レンズ用成形金型及びその製造方法
【課題】基準面の面精度を劣化させることなく、かつフランジ成形部の加工と、マーク成形部の加工とを同一工程で行なう。
【解決手段】プラスチックレンズのフランジ部等を成形する本体型13のフランジ成形部23に、基準面成形面23aから突出される段差部25を形成し、この段差部25の上面の刻印面26に、金型識別用のマークを成形するマーク成形部27を形成する。マーク成形部27の加工は、フランジ成形部23と同一の切削工程中に実施され、文字等のマーク部分のみを彫り込む加工を行なえばよいので、従来に比べ短時間で完了する。この成形金型で成形されるプラスチックレンズは、基準面から引っ込んだ位置にマークが成形されるので、基準面の面精度に影響がない。
(もっと読む)
レンズ成形用金型の製造方法、及びレンズの製造方法
【課題】フランジ部が粗面化されたレンズを成形する金型を低コストに製造し、その金型を用いてレンズを製造する。
【解決手段】レンズ成形用金型11は、上金型12と下金型13とから構成される。上金型12は、コア15との嵌合穴を有する金型本体14と、それに嵌合するコア15とから構成される。金型本体14の下面中央には、円柱形状に凹となる凹部16が形成され、凹部16奥面16aは粗面化している。コア15の下面は、曲面形状に凸状のレンズ部成形面15aとなり、金型本体14の凹部16奥面16aと連続している。下金型13は、コア18との嵌合穴を有する金型本体17と、それに嵌合するコア18とから構成される。金型本体17の上面中央には、円柱形状に凹となる凹部19が形成され、凹部19奥面19aは粗面化している。コア18の上面は、曲面形状に凹状のレンズ部成形面18aとなり、金型本体17の凹部19奥面19aと連続している。
(もっと読む)
微細パターン加工装置及び光学部品の製造方法
【課題】本発明は金型内に配設されると共に微細パターンを有した入れ子の形成に用いて好適な微細パターン加工装置及びこれを用いた光学部品の製造方法に関し、微細パターンを有した入れ子を高精度にかつ効率よく形成することを課題とする。
【解決手段】入れ子20を形成する際に用いられる切削マスタ10に対しバイト40を用いて微細パターンを形成する微細パターン加工装置において、前記切削マスタ10の加工位置を撮像するよう構成されたCCDカメラ80と、バイト40の画像をCCDカメラ80の撮像領域に重畳させるプリズム82と、バイト40の位置をプリズム82に対し移動調整しうるバイト移動装置92とを設ける。
(もっと読む)
121 - 140 / 261
[ Back to top ]