
Fターム[4F202CD18]の内容
プラスチック等の成形用の型 (108,678) | 型の製造 (4,718) | 型の製造の主要手段 (2,034) | 切断、研削による(放電加工による) (261)
Fターム[4F202CD18]に分類される特許
81 - 100 / 261
光学シート、ロール金型、及びこのロール金型の製造方法
【課題】欠陥隠蔽性を保ちながら、離型が容易であり、歩留まりを向上させることができる光学シート、ロール金型、及びロール金型の製造方法を提供する。
【解決手段】プリズムシート1は、シート入射面3に入射された光を内部で伝搬させ、シート出射面5から出射するプリズムシート1であって、シート入射面3に形成された複数の凸状部41からなるプリズムパターンと、凸状部51よりも凹凸が小さい凹状部63であって、プリズムパターン19を形成する各々の凸状部51の高さ方向中央よりも下側にのみ設けられた複数の凹状部63とを備える。
(もっと読む)
タイヤ加硫モールドのためのスキンを含む内張り組立体
本発明は、内張り組立体(14)に関し、内張り組立体は、互いに反対側の第1の表面(20)及び第2の表面(22)を備えたスキン(18)を有し、第1の表面(20)は、タイヤモールドの支持ブロック(12)に接触するようになっており、内張り組立体(14)は、スキン(18)の第2の表面(22)から突き出た複数個の内張り要素(24)を更に有し、内張り要素は、トレッドパターンをタイヤの半径方向外面の一部分上に形成するようになっている。 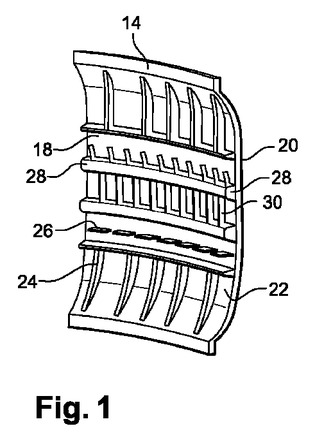 (もっと読む)
(もっと読む)
光学素子の製造方法

【課題】 光走査装置に用いられるプラスチックより成る光学素子を成形用金型を用いて射出成形して製造するとき、像面湾曲が低減でき、更にfθ特性を十分に満足した光学性能を有する光学素子を容易に製造することができる光学素子の製造方法を得ること。
【解決手段】 光走査装置で使用される光学素子を成形用金型を用いて射出成形にて製造するとき、成形条件を設定するイニシャル成形工程と、光学機能面の曲面モデルを決定する形状近似工程と、鏡面駒の形状を補正加工する第1の補正工程と、焦点ずれ量測定工程と、焦点ずれ量の敏感度を算出する敏感度算出工程と、非球面係数を再設計する再設計工程と、鏡面駒の形状を補正加工する第2の補正工程と、第2の補正工程で得られた鏡面駒で射出成形を行う本成形工程とを有すること。
(もっと読む)
スタンパの製造方法及び記憶媒体の製造方法
【課題】微粒子径のばらつきに起因したスタンパ凸部の高さのばらつきを抑制すると共に、スタンパ凸部の径のばらつきを低減し、成型加工品の品質を向上する。
【解決手段】凹凸パターンを備えたスタンパの製造方法であって、基板上に微粒子を配列する微粒子配列工程と、基板上に配列された微粒子を覆うように、樹脂層を基板上に形成する樹脂層形成工程と、樹脂層を、微粒子と共に基板から剥離する剥離工程と、基板から剥離された樹脂層の当該基板からの剥離面に対して、エッチング処理を施すことによって、樹脂層の剥離面側から微粒子の一部を、凹凸パターンの凸部として露出させる微粒子露出工程とを含む。
(もっと読む)
パターン形成体の製造方法およびナノインプリント用モールドの製造方法
【課題】本発明は、凹凸パターン部へのチッピング等の付着や腐食の少ないパターン形成体の製造方法を提供することを主目的とするものである。
【解決手段】本発明は、表面に凹凸パターン部を有する被加工体を用意し、少なくとも上記凹凸パターン部上に、窒化クロムを含むクロム系材料を主成分とする保護層を形成する保護層形成工程と、上記保護層により保護された凹凸パターン部以外の、上記被加工体の部分を加工する加工工程と、を有することを特徴とするパターン形成体の製造方法を提供することにより、上記課題を解決する。
(もっと読む)
積層金型及び積層金型の製造方法
【課題】特殊な装置又は特殊な治具を使用することなく製造可能であり、金型として必要な強度を有する積層金型及びその製造方法を提供する。
【解決手段】金属体の一部又は全部にフェライトマルテンサイト複相鋼からなる鋼材を使用し、該金属体に熱媒体流路を加工した後、加工した金属体を含め積層する金属体の接合面を研磨し、これらを積層し、圧力2MPa以下、温度1250℃以下の条件で、積層された金属体に対し、加圧装置により積層された金属体の積層方向にのみ加圧すると共に、加圧方向と直交する方向への金属体の変形量を拘束しながら拡散接合しその後に形状加工し積層金型を得る。
(もっと読む)
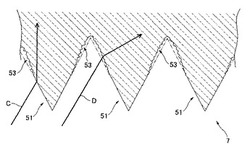
ロール金型の製造方法、製造装置、ロール金型、及びシート状の光学素子の製造方法
【課題】光学性能に優れたシート状の光学素子を形成すし、かつ、ロール金型の製造を容易化する。
【解決手段】シート状の光学素子に周面の形状を転写するためのロール金型の製造装置1は、円筒状の金型母材6の周面に角錐状または角錐台状の複数の凹凸を切削加工して金型中間体7を形成する切削手段2と、研磨剤を分散させた研磨液Kを貯留するとともに金型中間体7を内部に収容可能な筒状の浴槽30と、角錐状の凸部501が周面に形成された金型中間体7を浴槽30内に浸漬させた状態で、当該浴槽30と金型中間体7とを相対回転させることで凸部501を研磨する回転装置31とを有する。
(もっと読む)
レンズ用モールドの製造方法およびレンズの製造方法
【課題】レンズを成形する際に成形されたレンズの形状が設計形状から変形してしまう場合であっても、所望形状のレンズを成形することができるモールドを簡便な方法で製造するための手段を提供すること。
【解決手段】成形面形状をレンズ材料に転写することによりレンズ曲面を成形するレンズ用モールドの製造方法。レンズ設計値に基づく面形状に形成された成形面を有するテストモールドを用いて成形を行いテストレンズを作製すること、テストレンズ曲面の基準線上において上記設計値からの誤差量を特定すること、上記基準線に基づき決定される方向においてテストレンズ曲面を複数の仮想領域に分割し、分割された仮想領域毎に上記特定された誤差量に基づき補正情報を算出すること、算出された補正情報により上記テストモールドの成形面形状を補正し、成形面形状を決定すること、および、決定された成形面形状を有するモールドを作製すること、を含む。
(もっと読む)
パルプモールド用透水性型形成性組成物
【課題】 軽量で生産性に優れ、切削加工により種々の形状の型面の賦与が容易で、しかもドリル等による透水目的の開孔が不要な、透水性に優れるパルプモールド用透水性型を与えるパルプモールド用透水性型形成性組成物、並びに該透水性型内に抄紙液を充填し、水を型外に透過させて成形してなるパルプモールドを提供する。
【解決手段】 平均粒径1.4〜32.0mmの合成樹脂含有粒子(A)およびバインダー(B)を含有してなる、パルプモールド用透水性型形成性組成物。
(もっと読む)
ラインヘッド、ラインヘッド用レンズアレイおよびその型の製造方法
【課題】切削等の機械加工で型を製造した場合、加工に時間を要し、工具も消耗して均一な加工が難しい。また、途中で工具を交換することも可能であるが、交換前後で工具の位置がずれるためレンズ面位置が変化し、レンズの位置精度の確保が難しい。
【解決手段】レンズを形成する凹型の面が第1の方向XXに複数配置されたレンズアレイの型の製造方法であって、第1の方向XXに凹型の面に対応する凹型の面が複数形成された第1の原盤310を機械加工により形成する工程と、第1の原盤310から射出成型により凸型の面が複数形成された第2の原盤320a,320b,320cを形成する工程と、第2の原盤320a,320b,320cを第1の方向XXに複数並べて第3の原盤330を形成する工程と、第3の原盤330から電鋳により型を形成する工程と、を含むレンズアレイの型の製造方法。
(もっと読む)
樹脂成形用金型部材
【課題】樹脂、特にフッ素樹脂やポリフェニレンサルファイド樹脂を成形するための消耗の少ない耐食性に優れた金型部材を提供する。
【解決手段】Cr:10〜25%、Mo:20超〜25%、Ti:0.8超〜4%、N:0.001〜0.04%、Mn:0.05〜0.5%、Mg:0.001〜0.05%、Fe:0.1超〜1.0%、Si:0.01〜2.0%未満、Al:0.01〜1.5%未満、V:0.01〜0.3%、B:0.0005〜0.002%を含有し、さらに必要に応じて、(a)Cu:0.5〜4%、(b)Nb:0.5〜3%およびTa:0.5〜3%の内の1種または2種、(c)W:0.1〜1%の内の1種または2種、上記(a)〜(c)の内の1種または2種以上を含有し、残部がNiおよび不可避不純物からなり、不可避不純物として含まれるC量を0.05%以下に調整した成分組成を有する。
(もっと読む)
モールドの製造方法
【課題】バリの発生が少ないモールドを効率的に作製することが出来るモールドの製造方法を提供する。
【解決手段】電鋳法によって作製した、表面に微細な凹凸パターンを有する原盤をインプリント装置で使用可能な寸法に加工する際、打抜き加工機によって原盤に塑性変形を生じさせて薄肉部を形成し、表面に保護膜を形成した後、エッチング液によって薄肉部を溶解してナノインプリントモールドを原盤から分離することを特徴とするモールドの製造方法。
(もっと読む)
真空成形に使用する木質型の製造方法
【課題】繰り返し使用でき、しかも精密機械加工が可能で、製造原価が安価な真空成形に使用する木質型の製造方法を提供する。
【解決手段】木質繊維材10の型材本体部11に、表面側からNC加工を行って、表側周縁に平面を維持した状態で、仕上げ寸法より0.2〜0.6mmの仕上げ代を残した窪み凹部19の粗彫りを行う第1工程と、粗彫りの上に第1の熱硬化性樹脂を塗布して樹脂硬化させる第2工程と、樹脂硬化させた粗彫りの表面を更にNC加工して、窪み凹部19の仕上げ加工彫りを行う第3工程と、仕上げ加工彫りの表面に第2の熱硬化性樹脂を塗布して表面を硬化させる第4工程と、底板部12の底部周囲に、周縁部21、22を形成してその内側に真空室23を形成すると共に、窪み凹部19と真空室23を貫通する直径が0.1〜1mmの複数の真空孔20を形成する第5工程と、窪み凹部19に離型促進樹脂をコーティングする第6工程を有する。
(もっと読む)
射出成形用金型及びその製造方法
【課題】簡単で安価な構造でそのキャビティ内に充填された溶融樹脂を効率的に均一冷却できる射出成形の生産性とコスト性に優れた射出成形用金型を提供する。
【解決手段】可動金型11と固定金型12とを結合して構成されるキャビティ内へ溶融樹脂を射出し、キャビティ内の溶融樹脂を冷却硬化させて成形品を得る射出成形用金型10において、可動金型11及び固定金型12にそれぞれ放熱を均一化させる円形外周面11c、12dを形成して、略矩形状の金型支持部材11a、12aにより支持されるように構成した。
(もっと読む)
光学素子用成形型
【課題】多数個取りのプレス成形において、多数個取りの個数を容易に変更可能であり、かつ多数個取りの個数が多くとも成形型内の気体を外部に導く通気路を確実に確保可能な光学素子用成形型を提供する。
【解決手段】複数組の上型110および下型120と、各組の上型および下型が摺動可能な状態で挿入される貫通孔132を有し、互いに密接して配される複数の胴型130と、各胴型の貫通孔に挿入された各組の上型および下型により各胴型の貫通孔内に形成される成形空間150を、互いに密接して配された複数の胴型の外部に連通するように各胴型に設けられた連通路136、138と、を備える。成形型において、複数の胴型は、任意の数の胴型として設定可能であり、任意の形状を構成するように互いに密接して配置可能である。
(もっと読む)
金型、インプリント成形品および面光源
【課題】本発明の金型を用いて、輝度ムラを解消して高輝度特性を達成した光学フィルムのインプリント成形品を提供する。
【解決手段】表面に直線状の複数本の溝が平行に接して並んだ金型であって、各溝の長手方向に垂直な任意の切断面における断面凹形状が線対称な曲線の一部分で、線対称軸から離れるに従い曲線上の点における接線と線対称軸に平行な線とのなす鋭角の角度が漸減する曲線であり、前記各断面凹形状の線対称軸が平行であり、隣り合う溝の断面凹形状の交点部において、一方の断面凹形状の該交点部における接線と線対称軸に平行な直線とのなす鋭角の角度をθ1、他方の断面凹形状の交点部における接線と線対称軸に平行な直線とのなす鋭角の角度をθ2とすると、全ての交点部の少なくとも一方の角度が25°以下で、かつ各々が異なっており、前記任意の隣り合う溝において、切断面が該溝の長手方向に沿って移動するにつれて交点部の角度が変動する。
(もっと読む)
金型部材の製造方法及び金型部材
【課題】大型で且つ微細な凹凸構造を有する金型部材を容易に製造できる製造方法並びにそのような金型部材を提供する。
【解決手段】母材に無電解Ni−Pメッキ処理を行いメッキ被膜を設ける工程(イ);及び前記メッキ被膜を切削して凹凸構造を有するメッキ層を形成する工程(ロ)を含む金型部材の製造方法であって、前記無電界Ni−Pメッキ処理において、メッキ液中の(リン元素重量%)/(ニッケル元素重量%)の値を4〜7の範囲内に制御することを特徴とする製造方法;並びに前記製造方法により得てなる金型部材。
(もっと読む)
プラスチック樹脂成形金型用Ni基合金及びこれを用いたプラスチック樹脂成形金型
【課題】プラスチック樹脂成形金型の要求特性(高硬度・非磁性・高耐食性・優れた清浄度)を満たすことが可能なプラスチック樹脂成形金型用Ni基合金及びこれを用いたプラスチック樹脂成形金型を提供すること。
【解決手段】
質量%で、C≦0.05%、Si≦0.8%、Mn≦0.8%、P≦0.03%、S≦0.01%、30≦Cr≦45%、及び、1.5≦Al≦5.0%を含有し、残部がNi及び不可避的不純物からなる金型用Ni基合金であって、
その組織の90%以上にαCr相及びγ+γ’相からなるラメラ構造が形成されていることを特徴とするプラスチック樹脂成形金型用Ni基合金。
(もっと読む)
樹脂成形用金型部材
【課題】樹脂、特にフッ素樹脂やポリフェニレンサルファイド樹脂を成形するための消耗の少ない耐食性に優れた金型部材を提供する。
【解決手段】Cr:40超〜50%、Ti:0.8超〜4%、Cu:0.5〜4%、N:0.001〜0.04%、Mn:0.05〜0.5%、Mg:0.001〜0.05%、Fe:0.1超〜1.0%、Si:0.01〜2.0%未満、Al:0.01〜1.5%未満を含有し、さらに、(a)Nb:0.5〜3%およびTa:0.5〜3%の内の1種または2種、(b)Mo:0.1〜1%、W:0.1〜1%の内の1種または2種、上記(a)〜(b)の内の1種または2種以上を含有し、残部がNiおよび不可避不純物からなり、不可避不純物として含まれるC量を0.05%以下に調整した成分組成を有する。
(もっと読む)
射出成形金型・鏡面駒および射出成形方法。
【課題】面倒な調芯操作を行う必要がなく、鏡面駒の製造効率のよい射出成形金型・射出成形方法の実現を課題とする。
【解決手段】鏡面駒30は、鏡面成形部を有し所定の小径を持つ小径部31と、小径部の中心軸と同軸で、小径部よりも大きい所定の大径を持つ大径部32とを、中心軸方向に段差をなして有する形状であって、型板14の材料よりも熱膨張率の大きい材料による単一構造体であり、加熱手段143による加熱が行われない状態において、鏡面駒30は、型板内に、大径部の周面が型面に対して第1のクリアランスCL1を有し、小径部の周面が型面に対して第2のクリアランスCL2を有してセットされ、加熱手段による加熱が行われるとき、鏡面駒30の熱膨張により、第1のクリアランスが消失し、第2のクリアランスが消失しないように、型板の型面形状および型板材料、各々の鏡面駒の小径部および大径部の形状が定められている。
(もっと読む)
81 - 100 / 261
[ Back to top ]