
Fターム[4F202CD25]の内容
プラスチック等の成形用の型 (108,678) | 型の製造 (4,718) | 型の製造の補助操作 (1,698) | 表面処理 (1,471) | 研磨又は艶消し (109)
Fターム[4F202CD25]に分類される特許
1 - 20 / 109
成形金型の製造方法およびその成形品
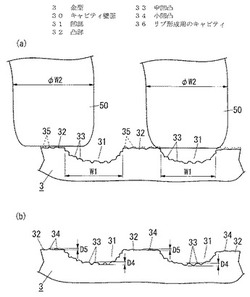
【課題】合成樹脂製の成形品のリブの裏側の意匠面にテカリが目立たない成形金型の製造方法およびその成形品を提供する。
【解決手段】一方の面にシボが形成されて意匠面となり、その裏面にリブが形成される合成樹脂製の成形品の成形金型3の製造方法である。キャビティ壁面30にシボに対応する凹部31と凸部32がエッチング加工により形成され、次に、凹部31と凸部32の表面に中凹凸33がサンドブラスト加工により形成され、次に、凸部32の表面に小凹凸34がブラッシング加工により形成される。また、この成形金型3により製造され、山部および谷部と、山部の表面に形成される中凹凸と、谷部の表面に形成される小凹凸と、で形成されるシボを有する成形品である。
(もっと読む)
低反射構造を成型するための原版の製造方法および原版

【課題】低反射特性に優れた表面微細構造を成型する。
【解決手段】原版の基板材料として、ニオブ酸リチウム単結晶基板41を用い、この基板41の表面上に、ドライエッチング用のマスクとしてCrなどの金属薄膜42を成膜してこの上に樹脂微細パターン44を生成し、これをマスクとしてエッチングを行って、金属微細パターン45を得る。この金属微細パターン45をマスクとして金属微細パターン45を収縮しながら、ニオブ酸リチウム単結晶基板41をエッチングすることで、微細構造中に平坦な面の殆ど存在しない構造を生成する。
(もっと読む)
プレフィルドシリンジ用ガスケットの成型金型
【課題】優れた気密性、液密性を有するプレフィルドシリンジ用ガスケット、及び該ガスケットを製造できる成型金型を提供する。
【解決手段】不活性フィルムで積層されたプレフィルドシリンジ用ガスケットの成型金型であって、少なくとも、ガスケットの環状突起のシール摺動面を成型する金型表面は、算術平均粗さRaが0.03μm以下の鏡面仕上げがされているプレフィルドシリンジ用ガスケットの成型金型に関する。
(もっと読む)
光沢面を有するキャビネット及び表示装置
【課題】凸形状の刻印を付したムラのない光沢面を有するキャビネットを提供する。
【解決手段】光沢面を有するキャビネット10は、前記光沢面に凸形状の刻印30を付して構成される。前記キャビネット10は、金型40に逆柄の刻印41を凹設した金型を用いて成形することができる。
(もっと読む)
金型用基板及び金型用基板の検査方法
【解決手段】表面に凹凸パターンが形成される直径が125〜300mmである円形状の金型用基板であって、該基板の直径125mm以下の円内の厚さばらつきが2μm以下である金型用基板。
【効果】表面に凹凸によるパターンが形成される円形状の金型用基板であって、上記基板の中心の直径125mm以下の円内の厚さばらつきが2μm以下である金型用基板を使用することによって、金型用基板上にパターンを作成するときと転写するときとでパターン位置が不整合になったり、パターン誤差が生じたりすることを防ぐことができ、高精細で複雑なパターンの転写が可能になる。
(もっと読む)
熱可塑性樹脂成形品,その射出成形用金型及び射出成形方法
【課題】低光沢性ないし光拡散性を有する熱可塑性樹脂成形品と、その射出成形用金型,射出成形方法を提供する。
【解決手段】射出成形用の金型10において、可動型14側のキャビティ面30に、粗い凹凸を有する第1のシボ加工部32を設け、該第1のシボ加工部32上の全面に第1のシボ加工部32よりも凹凸が細かい第2のシボ加工部34を設け、更に、キャビティ16内の温度を調節する温度調節装置26を設ける。そして、キャビティ16を加熱した状態で、溶融状態の熱可塑性樹脂を充填し、充填完了後にキャビティ16を冷却し、冷却完了後に熱可塑性樹脂成形品40を取り出す。熱可塑性樹脂成形品40のシボ表面42は、下地側の粗い凹凸44と上層側の鋭角形状の細かい凹凸46からなり、該シボ表面42の3次元表面粗さパラメータを所定範囲内に設定することで、低光沢性あるいは光拡散性が得られる。
(もっと読む)
成形金型及び保持治具の製造方法
【課題】補強部材を変形させることなく容易に離型できる成形金型、及び、補強部材を変形させることなく成形金型から離型して補強部材の平坦性を維持した保持治具を製造できる保持治具の製造方法を提供すること。
【解決手段】鍔部を有する補強部材と弾性部材とを備えた保持治具を成形する成形金型であって、補強部材が配置される配置空間36を形成する第1金型22及び第2金型23と、第1金型22及び第2金型23に立設された第1成形ピン34及び第2成形ピン35と、第2金型23に前進可能に配置された押進部材24とを備え、押進部材24が配置空間36内の鍔部に対向する第1押進部46と第1成形ピン34に対向する第2押進部46とを有する成形金型21、並びに、成形金型21内で成形された一体成形体の鍔部と弾性部材とを押進部材24で押進して一体成形体を離型する保持治具の製造方法。
(もっと読む)
防眩フィルムの製造方法および防眩フィルム作製のための金型の製造方法
【課題】高い防眩効果を示しながら、白ちゃけを防止し、画像表示装置に配置してギラツキが発生せず、コントラストの低下がない防眩フィルムの凹凸形状を有する金型を製造し、その金型を用いて、優れた防眩フィルムを製造する。
【解決手段】金型用基材1の表面を研磨する研磨工程と、研磨された面に平坦部と凹部3からなる第1凹凸面4を形成する第1凹凸面形成工程と、第1凹凸面をエッチング処理によって鈍らせて第2凹凸面11を形成する第2凹凸面形成工程と、形成された第2凹凸面にクロムめっきを施すめっき工程とを含み、第1凹凸面における平坦部の占める面積をA(%)とし、凹部の平均深さをB(μm)とし、凹部の中心間直線距離の平均値をC(μm)とし、第2凹凸面形成工程におけるエッチング深さをD(μm)としたときに、特定の条件を満たすことを特徴とする防眩フィルム製造用金型の製造方法ならびに当該金型を用いた防眩フィルムの製造方法。
(もっと読む)
モールド再生方法及びプラスチックレンズの製造方法
【課題】再生ガラスモールドの表面にそのモールドに関する情報を容易に付与する。
【解決手段】本発明のモールド再生方法は、形状評価工程と、形状補正加工工程と、再マーク処理工程とを有する。形状評価工程では、使用後の成形型から回収されたガラスモールドの形状を評価する。形状補正加工工程では、形状評価工程で形状の補正が必要と判断されたガラスモールドを研磨して再生ガラスモールドを生成する。再マーク処理工程は、貫通孔形成工程と、貼付工程と、ブラスト処理工程と、剥離工程とを含む。貫通孔形成工程では、保護シートに再生ガラスモールドに関する情報を示すマークの形状の貫通孔を形成し、貼付工程では、貫通孔が形成された保護シートを再生ガラスモールドの表面に貼り付ける。ブラスト処理工程では、再生ガラスモールドの保護シートが貼り付けられた面にブラスト処理を施し、剥離工程では、再生ガラスモールドから保護シートを剥離する。
(もっと読む)
金型の表面処理方法及び前記方法で表面処理された金型
【課題】離型性が良く,金型表面の一部分に対する荷重集中を回避して金型の摩耗を防止し得る金型の表面処理方法を提供する。
【解決手段】金型の表面に第1のブラスト処理を行って前記表面に生じた硬化層の除去及び/又は面粗度の調整を行った後,第2のブラスト処理を行って前記表面に微小な凹凸を形成する。その後,弾性体に砥粒を担持させた弾性研磨材,又は,厚みに対して1.5〜100倍最長部分を有する平面形状に形成された板状研磨材を,金型の表面に対して傾斜した噴射角度で噴射することにより,研磨材を前記金型表面上で滑動させることによって,金型表面に形成された凹凸の山頂部を平坦化する。
(もっと読む)
プラスチック成形金型用鋼
【課題】 従来のプラスチック成形用の金型用鋼より粒界炭化物が少ない靭性に優れたプラスチック成形用の金型用鋼を提供することである。
【解決手段】 プラスチック成型用に使用するための金型用鋼で、質量% で、C:0.05〜0.2%、Si:0.3〜2.0%、Mn:0.5〜2.5%、Cu:0.5〜2.0%、Ni:2.0〜4.0%、Cr:0.5〜3.0%、Mo:0.01〜2.0%、Al:0.5〜2.0%、S:0.030%以下、N:0.015%以下、O:0.01%以下を含有し、かつ、F(C、Si、Mn、Ni、Cr、Mo、Cu)=0.5C+0.7Si+5.1Mn+0.4Ni+2.2Cr+3Mo+0.4Cuの値がF≧12を満たし、残部Fe及び不可避不純物からなり、時効硬化熱処理したプラスチック成型用に使用する金型用鋼。
(もっと読む)
金型装置の製造方法
【課題】第一型と第二型の閉じ合せ部分を効率良く研磨することにある。
【解決手段】第一型10と第二型20を形成する第一工程と、第一型10と第二型20の少なくとも一方から、一方の型(10)の型閉じ面(13)及び空間部一部(11b)を構成する第三型30を分割する第二工程と、一方とは異なる他方の型(20)と第三型30を閉じ合せた状態で、両型の閉じ合せ部分Xをキャビティ40側から共磨きする第三工程とを有する。
(もっと読む)
防眩層形成用金型の製造方法、防眩性フィルムの製造方法及び防眩性板の製造方法
【課題】高い防眩機能を示す防眩性フィルムの製作に有用な、防眩層形成用金型を提供し、さらに、その金型を用いて、優れた防眩機能を示しながら、白ちゃけによる視認性の低下が十分に防止され、高精細の画像表示装置の表面に配置したときにぎらつきの発生しない防眩性フィルム、及び防眩性板を製造する方法を提供する。
【解決手段】金型を構成する金属部材の一面にブラスト処理することにより微細凹凸構造(A)を有する面を形成し、その面上に電解ニッケルめっき層を設けることにより微細凹凸構造(B)を有する面を形成する防眩層形成用金型の製造方法であって、微細凹凸構造(A)の平均長さSm1、算術平均傾斜角R△a1、及び算術平均高さRa1、並びに微細凹凸構造(B)の平均長さSm2、算術平均傾斜角R△a2、及び算術平均高さRa2が特定の範囲にある防眩層形成用金型の製造方法。
(もっと読む)
樹脂基板成形用金型、磁気記録媒体用樹脂基板の製造方法及び磁気記録媒体用樹脂基板
【課題】本発明は、磁気記録媒体用樹脂基板の離型性の良好な樹脂基板成形用金型及び磁気記録媒体用樹脂基板の製造方法並びに磁気記録媒体用樹脂基板の提供を目的とする。
【解決手段】本発明の樹脂基板成形用金型は、固定側型部と、可動側型部とを備えている。又、固定側型部は、固定側キャビティ形成面24aを有するスタンパー24を備えている。又、スタンパー24の固定側キャビティ形成面24aは、第1領域24bと、その第1領域24bの径内側に配設され表面粗さが径内方向に漸次粗くなるように形成された第2領域24cとを備えている。
(もっと読む)
防眩フィルム製造用金型の製造方法及び防眩フィルムの製造方法
【課題】優れた防眩性を示しながら、良好なコントラストを発現し、「白ちゃけ」や「ギラツキ」の発生による視認性の低下を防止しうる防眩フィルムを製造するための金型を製造する。
【解決手段】防眩フィルム製造用金型の製造方法であって、第1めっき工程と、研磨工程と、感光性樹脂膜形成工程と、露光工程と、現像工程と、第1エッチング工程と、感光性樹脂膜剥離工程と、第2めっき工程とを含み、前記感光性樹脂膜形成工程において、感光性樹脂膜の膜厚の変動係数が10%未満になるように感光性樹脂を塗布して感光性樹脂膜が形成されることを特徴とする。
(もっと読む)
樹脂成形部品および樹脂成形用金型
【課題】 薄肉部の裏面にリブ状突起を設けた樹脂成形部品の表面に発生する色ムラ、艶ムラ、曇り等を防止する事を課題とする。
【解決手段】 ゲートから樹脂を注入して成形される、薄肉部を有する樹脂成形部品において、前記薄肉部の裏面にリブ状突起を有し、少なくとも前記ゲートの周辺部に形成される前記リブ状突起は、複数の板状突起がそれぞれ離間して配されたものであって、前記複数の板状突起のそれぞれが、前記それぞれの板状突起の底面の長辺上の点とゲートを結ぶ線と、前記底面の長辺とのなす角度が、一定範囲内になるように配置されている事を特徴とする。
(もっと読む)
車輌用部品の射出成形用金型、車輌用部品及び車輌用部品の成形方法
【課題】 車輌用部品の表面粗さの不均一性を改善する。
【解決手段】 シボ加工するための複数の加工用凹部3、3、・・・が形成されたシボ加工面2を有し、シボ加工面が粘性又は粘弾性を有する核体51に複数の砥粒52、52、・・・が付着又は含有された研磨材50によって研磨された。これによりシボ加工面の表面粗さが改善され、転写ムラが生じた状態で車輌用部品100が成形された場合でも、シボ101の転写部101aと非転写部101bの表面粗さの不均一性が小さく、車輌用部品100の良好な美観が確保され、品質の向上が図られる。
(もっと読む)
研磨材混合流体研磨装置及び研磨方法
【課題】金型等の金属部材の内部に連通して形式された中空部の内面研磨に効果的な安価で研磨性に優れた研磨材混合流体研磨装置及びそれを用いた研磨方法の提供を目的とする。
【解決手段】金属部材内部に連通して形成された中空部の内面研磨装置であって、連通した中空部の一方の開口部と他方の開口部にそれぞれ連結する一対の、研磨材混合流体の貯留タンクと、当該一対の貯留タンクの内圧を交互に増圧する増圧手段とを有し、研磨材混合流体が前記中空部内部を、往復流入出することで中空部内面が研磨されることを特徴とする。
(もっと読む)
光線反射防止用シボの形成方法および該方法によってシボが形成されたレンズ鏡筒
【課題】様々な光線の入射角度に対して光線の反射が少なく、フレア等の光学的問題の発生しにくい、光線反射防止用シボの形成方法を提供する。
【解決手段】成形に用いられる金型の表面に光線反射防止用のシボを形成する方法を提供する。シボの形成方法は、前記金型の表面に第1のシボを形成する第1の工程と、前記第1のシボが形成された前記金型の表面に、前記第1のシボよりも細かい第2のシボをさらに形成する第2の工程とを包含する。
(もっと読む)
光の反射防止効果を有する成型品
【課題】優れた光の反射防止効果を有する成型品を効率良く簡便に提供することにある。更に、優れた光の反射防止効果や優れた光の透過性能を有する光の反射防止効果を有する成型品に要求される表面形状と物性を見出し、かかる特定の表面形状と物性を有する光の反射防止効果を有する成型品を提供すること。
【解決手段】表面に微細形状を有する型を用い、該型が表面に有する微細形状を熱可塑性樹脂に熱転写し成型してなる成型品であって、その表面に平均高さ100nm以上1000nm以下の凸部又は平均深さ100nm以上1000nm以下の凹部を有し、その凸部又は凹部が、少なくともある一の方向に対し平均周期50nm以上400nm以下で存在していることを特徴とする成型品。
(もっと読む)
1 - 20 / 109
[ Back to top ]