
Fターム[4F202CN05]の内容
プラスチック等の成形用の型 (108,678) | 加熱、冷却 (4,153) | 冷却 (675)
Fターム[4F202CN05]に分類される特許
201 - 220 / 675
レンズ製造方法
【課題】レンズ上の段差構造を全域に亘って均一に高転写させることができるとともに、レンズの巨視的な表面形状を高精度にできるレンズ製造方法を提供すること。
【解決手段】キャビティCVの充填時の樹脂の射出率を1.2cm3/sec以上とするので、キャビティCVの全体にわたって輪帯状の段差構造に対応する微細構造SSに樹脂が十分入りきらない状態で固化することを防止できる。これにより、回折パターンFPの全体的な転写率低下とレンズ透過光量の低下とを抑えることができる。また、射出率を30cm3/sec以下とすることで、キャビティCV内を緩やかに充填して回折パターンFPの転写率が不均一に低下することを防止しつつ、レンズOLを巨視的に見た場合の表面形状精度を向上させることができる。
(もっと読む)
高速射出成形システム

【課題】加熱部材の高温が後続の冷却過程に影響せず、加熱部材の加熱仕事率を大幅に向上できて、射出成形の速度を加速することができる高速射出成形システムの提供すること。
【解決手段】移動可能な加熱部材で金型を加熱し、原料液を金型のキャビティに注入する前に、加熱部材が移動されて金型に接触し、金型を作業温度まで加熱し、金型の温度が作業温度に達すると、加熱部材が移動されて金型を離脱する。
(もっと読む)
液状樹脂材料供給用のゲートノズル
【課題】小型の圧縮樹脂封止成形装置を用いて半導体素子等の電子部品を樹脂封止成形する際に、成形装置における下型キャビティ内に液状樹脂材料Rを効率良く供給することができるゲートノズル15を提供する。
【解決手段】上型6側に設けられた嵌合着脱部57に対して着脱自在に装設されるゲートノズル本体151と、該ゲートノズル本体の内部に嵌装した冷却水路部材155と、該冷却水路部材に対して着脱自在の状態で嵌装した液状樹脂材料吐出用のノズルチップ156と、該ノズルチップを冷却水路部材155に止着する保持部材157とから構成する。
ゲートノズル15は冷却されているため、該ゲートノズルの内部を流通する熱硬化性樹脂材料Rに対する熱硬化反応を効率良く抑制できると共に、上型6側に対して着脱自在に装設され且つ簡易に分解できるため部品交換等に迅速に対応することができる。
(もっと読む)
圧縮樹脂封止成形に用いられる離型フイルム装着方法及び装置
【課題】離型フイルムを用いて半導体素子等の電子部品を圧縮樹脂封止成形する際にこの離型フイルムを下型キャビティ面に効率良く装着する。
【解決手段】樹脂封止成形用の上型6と下型10とを離反させた状態で下型のキャビティ面106に成形品離型用のフイルム16を供給し、次に、下型のキャビティ面106に張設された離型フイルム16における下型キャビティ部の外方周縁部に対応する周縁部位を吸引支持し、この状態で、離型フイルム16に圧縮エアA1を供給して膨らませながら離型フイルム16を下型キャビティ面106にフイット211bさせる。また、このとき、下型キャビティ面106側から離型フイルム16を吸引22する減圧作用を併用して離型フイルム16の装着を補助する。
(もっと読む)
電子部品の圧縮樹脂封止成形方法及び装置
【課題】半導体素子等の電子部品を液状熱硬化性樹脂材料Rにて封止成形するための圧縮樹脂封止成形装置の全体的な装置構造を小型化及び軽量化する。
【解決手段】上型6と下型10に冷却手段(64、104) を備えると共に、上型6内に冷却手段(154a)を備えたゲートノズル15を配設し、下型10に単数枚の基板装填用キャビティ(106) を配設する。更に、ゲートノズル15を通して所定量の液状熱硬化性樹脂材料Rを下方の下型キャビティ(106) 内に供給すると共に、基板を上下両型(6、10) 間に供給してこの上下両型を型締めすることにより基板上の電子部品を下型キャビティ(106) 内の該樹脂材料中に浸漬させる。その後、該樹脂材料に所定の型締圧力を加えて圧縮樹脂成形する。
また、この成形時にゲートノズル15及び上下両型の冷却手段(154a、64、104)による温度管理を行う。この型構造とゲートノズル15の配設により装置の小型軽量化が図れる。
(もっと読む)
複合式高速成形システム
【課題】高温流体と誘導加熱コイルが共同で成形金型を加熱し、成形金型の加熱周期を短縮して射出成形の生産効率を向上できる、複合式高速成形システムを提供すること。
【解決手段】誘導加熱コイルで成形金型を加熱し、成形金型中にはさらに流体通路が設けられ、高温流体が各通路を通過して成形金型を加熱する。成形金型を同時に高温流体と誘導加熱コイルによって加熱する。
(もっと読む)
内蔵型チルベント、成形金型及び成形製品
【課題】環状の成形製品を製造する場合に溶融成形材料中に含まれるガスをキャビティの内側から排出することが可能で、かつ、小型化することが可能な内蔵型チルベントを提供する。
【解決手段】オス型ブロック100と、メス型ブロック200とを備え、オス型ブロック100とメス型ブロック200との対向面にはキャビティからのガスGを通過させるとともに溶融成形材料を冷却固化するためのガス通過路30が形成され、さらにはガス導入路20とガス排出路40とが形成され、キャビティの内側に取り付けて用いる内蔵型チルベント10。オス型ブロック100は、オス型ブロック本体部110及び凸部120を有し、メス型ブロック200は、メス型ブロック本体部210及び凸部120との間にガス通過路30が形成されるような形状を有する凹部220を有し、メス型ブロック200には、凹部220を取り囲むように冷媒流路212が形成されている。
(もっと読む)
射出成形機における型開き制御方法
【課題】成形品の冷却工程中のノズルと金型間の熱移動を低減することにより、ランナーの固化を向上し、ランナー排出不良などの問題を防止してより安定した成形動作を実現する。
【解決手段】樹脂材料を金型に射出するノズルを有する射出機構部と、ノズルが接触する固定側プラテンと、成形品を形成するための空間を有する可動側型板と、ランナーの形成流路を有する固定側型板とを含む金型が取付けられ、金型の開閉を行う型締め機構部と、を備えた射出成形機における型開き制御方法であって、射出機構部による金型への射出終了後の成形品の冷却工程中に、固定側型板を型開き方向に移動させる。
(もっと読む)
樹脂封止成形用型の加熱冷却方法及び装置
【課題】成形装置における上下両型の加熱冷却工程を効率良く且つ迅速に行う、小型の圧縮樹脂封止成形装置を用いて半導体素子等の電子部品を樹脂封止成形することができる加熱冷却方法とその装置を提供する。
【解決手段】上型6と下型10に冷却手段64、104を備えると共に、上型6内に冷却手段を備えたゲートノズル15を配設する。更に、成形時には上型6と上型加熱用のヒータ52及び下型10と下型加熱用のヒータ94との間に空気断熱用の間隙Sを設定した状態で上下両型6、10を冷却する冷却工程を行い、また、この間隙Sを無くした状態で上下両型6、10を加熱する冷却工程を行う。減圧作用と弾性部材63、103を用いた簡易手段によって間隙Sの設定・解除と上下両型6、10の加熱・冷却の切り替えを迅速に行う。
(もっと読む)
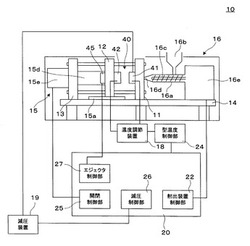
電子部品の圧縮樹脂封止成形方法
【課題】半導体素子等の電子部品を小型・軽量化した圧縮樹脂封止成形装置を用いて樹脂封止成形する。
【解決手段】上型6と下型10に冷却手段(64、104) を備えると共に、上型6内に冷却手段(154a)を備えたゲートノズル15を配設し、下型10に単数枚の基板装填用キャビティ(106) を配設する。更に、成形時には上型6と上型加熱用ヒータ(52)及び下型10と下型加熱用ヒータ(94)との間に空気断熱用の間隙Sを設定した状態で上下両型(6、10) を冷却し、また、この間隙Sを無くした状態で上下両型(6、10) を加熱する温度管理を行う。
また、この型構造とゲートノズル15の配設により装置の小型軽量化が図れると共に、樹脂材料の性状に適応した温度管理を行うことができる。
(もっと読む)
加工装置
【課題】 微細加工及び経済性に優れた光硬化型のナノインプリント加工装置を提供することを目的とする。
【解決手段】 本発明は、凹凸パターンが形成されたモールドにレジストを塗布し、基板と前記レジストとを接触させ、前記レジストを硬化することによって前記パターンの転写されたレジストを基板に転写する加工装置であって、前記レジストを前記基板に接触させる前に、前記凹凸パターンにレジストを侵入させる手段を有することを特徴とする。
(もっと読む)
射出成形装置用金型
【課題】 コアピンの冷却効率向上させ、射出成形サイクルを短縮する。
【解決手段】 射出成形用金型100のコアピン130を固定コアピン130Fと可動コアピン130Mとで構成し、コアピン冷却流体流路を前記可動コアピン130M側に設けた射出成形用金型100において、前記固定コアピン130Fに伝熱孔130FDを設け、前記可動コアピン130Mを、前記固定コアピン130Fの伝熱孔130FDに挿入密着して、固定コアピン130Fを冷却する様にした。この結果、可動コアピン130Mと固定コアピン130Fと間の熱伝導面積が拡がり、従来、冷却効率が低かった固定コアピン130Fが効率良く冷却されるようになり、その結果、射出成形サイクルの短縮による、射出成形品101の生産コストの削減が可能になった。
(もっと読む)
金型冷却回路回復方法
【課題】有機ホスホン酸又はその塩を用いたスケール除去剤において、除錆効果を高め、腐蝕の度合いを小さくし、除錆後の被洗浄金属の表面仕上げを向上させ、更には、スケール除去剤使用時の臭気の発生を抑制する。
【解決手段】有機ホスホン酸及びその塩と、カルボン酸及びその塩と、腐蝕抑制剤として配合されるメルカプトカルボン酸及びその塩とを含有し、pH5〜8の範囲内に調整されているスケール除去剤。
(もっと読む)
熱板及び熱転写プレス装置
【課題】 簡単かつ安価な構成でありながら、スタンパの処理面延いては被処理対象物を均一かつ急速に加熱及び冷却することができると共に、精度良く温度を制御可能な熱板を提供する。
【解決手段】 このため、本発明に係る熱板は、被処理対象物に対して熱の授受を行うための熱板30であって、被処理対象物に対する熱の授受面に対して略平行に並んで配設される複数の流体通路31と、当該複数の流体通路31より前記熱の授受面から遠い位置において前記複数の流体通路31と略平行に並んで配設され内部に電熱ヒータが挿入される複数のヒータ穴32と、を備え、前記熱の授受面に略直交する方向から見たときに、ヒータ穴32の長軸方向中心軸が流体通路31の長軸方向中心軸と略一致すると共に、隣接するヒータ穴32の間に少なくとも1つの流体通路31が配設されることを特徴とする。
(もっと読む)
遠心式多翼ファンの成形金型および遠心式多翼ファンの製造方法
【課題】成形金型のランナ8とファン成形部7との間に設けられた冷却用流体の流路9内で発生する冷却用流体の滞留を低減することにより、バランスの良い遠心式多翼ファンを製造する。
【解決手段】成形金型に設けられた流路9の横断面形状が遠心多翼ファンのブレードの立設方向に細長い形状であって、多数のブレードの並び方向に沿って、冷却用流体の入口9aから出口9bに向かって環状に配置され、流路9における冷却用流体の入口9aが、流路9の上流側端部31のブレードの立設方向の一端側に設けられている流路9では、流路9上流側端部31のブレードの立設方向の他端側の部位32に冷却用流体の滞留が発生してしまう。そこで、流路9内の入口側に入口側ガイド部61を設けることによって、上流側端部31のブレードの立設方向での他端側の部位32に、入口9aから流入した冷却用流体が導かれるようにする。
(もっと読む)
熱板装置及び熱転写プレス装置
【課題】 簡単かつ安価な構成でありながら、加熱や冷却の際における熱板の変形を抑制することができ、以って成形される製品の品質を高く維持することができる熱板装置を提供する。
【解決手段】 本発明に係る熱板装置は、被処理対象物に対して熱の授受を行うための熱板30であって被処理対象物に対する熱の授受面に対して略平行に並んで配設され熱媒体としての流体が流通される複数の流体通路31を備えた熱板30と、複数の流体通路31の端部付近において複数の流体通路31の並び方向に延在され前記複数の流体通路31と外部とを接続して流体を流通させる流体接続部50と、を備え、前記流体接続部50が複数の流体通路31の並び方向において少なくとも2つに分割されていると共に分割された流体接続部50の間には所定間隙が設けられていることを特徴とする。
(もっと読む)
熱板装置及び熱転写プレス装置
【課題】 簡単かつ安価な構成でありながら、均一な温度分布をもって急速に加熱及び冷却することができ、以って製品品質を高く維持しながらサイクルタイムの短縮化を図ることができる熱板装置を提供する。
【解決手段】 本発明に係る熱板装置は、被処理対象物に対して熱の授受を行うための板状の熱板30であって被処理対象物に対する熱の授受面に対して略平行に並んで開口される複数の流体通路31を備えた熱板30と、複数の流体通路31の各端部付近にそれぞれ配設され複数の流体通路31と外部とを連通させ流体を流通させる流体接続部(流体マニホールド)50と、を備え、前記流体接続部50が複数の流体通路31の一部と外部とを連通させる室(メインホール)53Aと、残りの複数の流体通路と外部とを連通させる室(メインホール)53Bと、を備えて構成されたことを特徴とする。
(もっと読む)
表皮材の成形装置
【課題】表皮材成形装置において、成形型の冷却性能を改善する。
【解決手段】本発明は、表皮材の成形を行う表皮材成形装置を提供する。この表皮材成形装置は、表皮材を所定の形状に形成するための型形状を有し、表皮材を吸引するための通気孔が形成された型面と通気性を有する基体とからなる成形型と、通気孔を通じて前記型面に表皮材を吸引するための負圧を成形型の内部に印加する負圧印加部と、成形型に冷却流体を供給して成形型の温度を調整する温度調整部と、を備える。温度調整部は、成形型の内部において、冷却流体を排出する冷却流体排出部と、成形型の内部において、冷却流体排出部よりも型面に近い位置で冷却流体を供給する冷却流体供給部と、を有する。
(もっと読む)
成形装置
【課題】設備が大掛かりでなく、また、成形枠内で樹脂を成形するため余剰樹脂やバリを抑えることが出来、原料コストの削減、成形にかかる時間を短縮することが可能で、更に、成形されるまでの樹脂の経時変化の問題を解決することが出来る成形装置を提供する。
【解決手段】樹脂を加熱して溶融し、その溶融された樹脂をプレスすることで樹脂を成形する成形装置であって、樹脂を成形するための周壁を有する成形枠と、前記成形枠の周壁の内壁に沿って前記成形枠と独立して移動する上金型と、下金型とを有し、前記成形枠と下金型が相対的に垂直方向に上下動するよう設置され、且つ、前記下金型上に置載された樹脂を溶融させるための加熱手段と、樹脂を加熱成形後に凝固させるための冷却手段とを備えたことを特徴とする成形装置。
(もっと読む)
針状体製造方法、針状体製造装置および針状体
【課題】脆性破壊および形状変形が抑制される針状体を製造できる針状体製造方法を提供することを目的とする。
【解決手段】本発明の針状体製造方法は、成形材料を結晶性ポリマーとし、加熱処理の際に、針状体形状の先鋭部に充填された成形材料を針状体形状の根元部に充填された成形材料よりも高温に維持することにより、針状体形状の先鋭部が針状体形状の根元部よりも結晶化度が高い針状体を製造できる。先鋭部の結晶化度を根元部と比べ相対的に大きくすることにより、先端部の剛性が高いために穿刺性能が高くかつ根元部に柔性が備わるため脆性破壊が抑制される針状体を提供することが出来る。
(もっと読む)
201 - 220 / 675
[ Back to top ]