
Fターム[4F202CN05]の内容
プラスチック等の成形用の型 (108,678) | 加熱、冷却 (4,153) | 冷却 (675)
Fターム[4F202CN05]に分類される特許
161 - 180 / 675
金型の加熱・冷却システム

【課題】温水循環回路と冷水循環回路を切り替えることによって金型の加熱と冷却を交互に行うことによって、ウェルドラインの発生を防ぎつつ、製品のサイクルタイムを短縮して製造効率の向上を低コストで図ることができる金型の加熱・冷却システムを提供すること。
【解決手段】溶融した原材料を金型1に充填して各種製品を製造する射出成形における前記金型1の加熱・冷却システムとして、前記金型1を通過する共通のラインc1,c2を含んで温水循環回路Aと冷水循環回路Bをそれぞれ形成し、切替手段(開閉弁V1〜V6)によって前記温水循環回路A又は前記冷水循環回路Bを切り替え、これらの一方から前記共通のラインc1,c2を経て前記金型1に温水又は冷水を選択的に流して該金型1を加熱及び冷却する。
(もっと読む)
媒体流路構造、金型装置、及び射出成形装置

【課題】金型を作製する際に金属基材を加工して媒体流路を形成しているため、長期間の使用により媒体流路内の壁面に腐食が生じ、熱交換効率が低下していた金型は交換せざるを得ず、このため、内部の腐食を防止することができる媒体流路構造、及び信頼性に優れた金型装置並びに射出成形装置を提供する。
【解決手段】媒体流路構造は、金属からなる媒体流路25の内壁面12cにシリコーンを主成分とする撥液膜20が形成されている。
(もっと読む)
プラスチックチューブ上にカフを成形するための型
【課題】プラスチックチューブ上にカフを成形するための型を実現する。
【解決手段】プラスチックチューブ上にカフを成形するための型(1)であって、成形用キャビティ(4)を間に画定する上部シェル(2)及び下部シェル(3)を含むことを特徴とし、シェル(2,3)のそれぞれは、外壁構造(6)と、前記成形用キャビティ(4)の半分を画定するため及び前記外壁構造(6)とともに中空スペース(8)を画定するための内壁(7)とを有する。成形用キャビティ(4)と中空スペース(8)とは、内壁(7)によって互いから隔てられる。型は、成形用キャビティ(4)及び中空スペース(8)にそれぞれ接続された開口(9,10)を含む。
(もっと読む)
物体を形成するための装置
プラスチックの装入体(D)からプレフォームを圧縮成形するための装置は、パンチ手段(12)と、キャビティが設けられたダイ手段(13)と、接触位置と分離位置との間で互いに移動自在の少なくとも二つのダイエレメント(22)とを備えている。パンチ手段(12)は、キャビティに挿入するのに適したパンチ(14)と、少なくとも二つのダイエレメント(22)を接触位置に維持するため、パンチ(14)の周囲に摺動自在に取り付けられた押圧スリーブ(31)とを含む。パンチ手段(12)は、更に、パンチ(14)及び押圧スリーブ(31)を受け入れるように構成されたジャケット手段(91)と、第1圧力の第1流体を収容し、押圧スリーブ(31)に作用する少なくとも第1チャンバ(42、57)とを含む。第1チャンバ(42、57)は、第1チャンバ(42、57)の加圧状態を維持しながらパンチをパンチ手段(12)から取り外すことができるように、押圧スリーブ(31)及びジャケット手段(91)によってその全体の境界が形成されている。 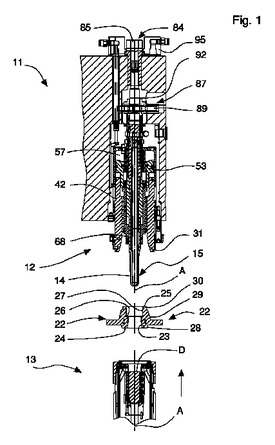 (もっと読む)
(もっと読む)
成形方法、成形装置、成形金型、光学素子アレイ板の製造方法、電子素子モジュールの製造方法、電子情報機器
【課題】樹脂成形品を破損することなく成形でき、直径が300mm以上のサイズを高い外形精度で形成する。
【解決手段】加熱手段10による樹脂材料の硬化後に、冷却手段11により上側成形型2の温度を所定温度だけ降温して上側成形型2と硬化した樹脂成形物を離型させ、その後、下側成形型4の外周鍔状の平坦面4bを押圧部12aで押圧して下側成形型4を上側成形型2に対して開けた後に、冷却手段11により下側成形型4を降温して下側成形型4と硬化した樹脂成形物を離型させるようにしたので、樹脂成形物の直径が200〜300mmの大きさで、金型の収縮によって樹脂成形物を破壊することなく、樹脂成形物の外形を高い形状精度で一度に多数個が容易に形成される。
(もっと読む)
金型及びテープカートリッジ
【課題】入れ子の位置精度を向上させる。
【解決手段】射出成形用金型1は、配設スペース41が型開閉方向Zに沿って形成された型板本体4と、配設スペース41に配設された固定側入れ子5とを備えている。固定側入れ子5は、型板本体4と異なる温度に制御される。射出成形用金型1は、固定側入れ子5の外周面と型板本体4の内周面との間において固定側入れ子5を囲むように設けられたくさび部材46をさらに備えている。くさび部材46と型板本体4との互いに対向する面は、対向する面のそれぞれが型開閉方向Zに対して傾斜する傾斜面となっている。固定側入れ子5が熱膨張する前は、くさび部材46と型板本体4との互いに対向する面の間には隙間が設けられており、固定側入れ子5が熱膨張することによって、くさび部材46と型板本体4とはそれぞれ当接する。
(もっと読む)
金型及びテープカートリッジ
【課題】金型を効率良く温度制御すると共に、温度制御の応答性を向上させる。
【解決手段】射出成形用金型1は、配設スペース41が型開閉方向Zに沿って形成された型板本体4と、キャビティCを形成する固定側入れ子5、流路形成プレート6、ゲート入れ子7及びランナプレート8とを備えている。固定側入れ子5、流路形成プレート6、ゲート入れ子7及びランナプレート8は、型開閉方向Zに積層された状態で配設スペース41に配設される。固定側入れ子5は、所定の温度に温度制御されている。固定側入れ子5に対して型開閉方向Zに隣接する流路形成プレート6には、流路形成プレート6を型開閉方向Zに貫通する複数の貫通孔63,63,…が形成されている。
(もっと読む)
金型の温度制御システム、テープカートリッジ及び成形品の成形方法
【課題】冷媒の切換時における、一方の冷媒回路から他方の冷媒回路への冷媒の流入を抑制する。
【解決手段】温度制御システム10は、低温冷媒が循環する低温冷媒回路8と、高温冷媒が循環する高温冷媒回路9と、金型1に対する低温及び高温冷媒回路8,9の接続状態を、低温接続状態と高温接続状態との間で切り換える切換機構11とを備える。切換機構11は、低温接続状態と高温接続状態との間で接続状態を切り換えるときに、次の接続状態で金型1に連通させる冷媒回路を金型1の流入側に連通させ且つ金型1の流出側を次の接続状態で金型1から遮断する冷媒回路に連通させることによって、次の接続状態で金型1に連通させる冷媒回路から金型1へ冷媒を流入させ且つ金型1からの冷媒を次の接続状態で金型1から遮断する冷媒回路へ流出させる遷移接続状態に所定の期間だけ設定した後に、低温及び高温接続状態を切り換える。
(もっと読む)
射出成形用金型,温調ユニットおよび射出成形方法
【課題】射出成形サイクル中の金型の加熱,冷却に要する時間を短縮,及び消費エネルギーの節約が可能な射出成形用金型,温調ユニット及び射出成形方法を提供すること。
【解決手段】
成形不良箇所に応じて設置される温調ユニット10を備え,温調ユニット10は,金型表面近傍に金型表面と平行に設置された電熱ヒーター11と,金型表面に対し,電熱ヒーター11よりも遠い位置に,金型表面および電熱ヒーター11と平行に設置された冷却回路12とを有し,電熱ヒーター11及び冷却回路12は,電熱ヒーター11の面と冷却回路12の面とが交互に金型表面に対向するように形成されている射出成形用金型。
(もっと読む)
射出成形用の熱制御金型及びその製造方法
【課題】形状に厚肉部や薄肉部といった凹凸のある成形部品の射出成形時に、金型温度を従来よりも下げつつ、かつ、溶融樹脂に対する冷却速度を容易に均一にすることによって、転写性及び成形サイクルのタクトを向上させることができる熱制御金型の構造を工夫することであり、また上記熱制御金型の製造方法を提供する。
【解決手段】第1金属層A1と第2金属層A2の間に、前記金属層よりも低熱伝導の熱制御層を挟んだ構造を有する射出成形用の熱制御金型A,Bであって、射出成形装置に装着される第1金属層上に熱制御金型A,Bの転写用凹形状又は凸形状に準じる凹形状部又は凸形状部を有し、上記熱制御金型A,Bの第1金属層上に、低熱伝導耐熱樹脂30のワニスを塗布して形成された熱制御層があり、上記熱制御層の表面に導電層40を介して第2金属層が積層されており、上記第2金属層の樹脂成形面が凹形状又は凸形状の転写面であること。
(もっと読む)
金型及びテープカートリッジ
【課題】金型の温度制御における応答性を向上させる。
【解決手段】射出成形用金型1は、型板本体4と固定側入れ子5と流路形成プレート6とゲート入れ子7とランナプレート8とを備えている。固定側入れ子5の温度を調節するための冷媒を流通させる高温冷媒流路24が、固定側入れ子5と固定側入れ子5に対して積層方向に隣接する流路形成プレート6との両方に形成されている。高温冷媒流路24の端部が、流路形成プレート6における積層方向と直交する方向を向く平面62bに開口している。型板本体4には、流路形成プレート6の平面62bを外部に露出させる開口部44が貫通形成されている。流路形成プレート6の平面62bのうち、型板本体4の開口部44から露出する部分に高温冷媒流路24に連通する高温冷媒配管11が接続される。
(もっと読む)
熱可塑性樹脂の成形方法及び成形品
【課題】耐熱性の優れたバイオマス系樹脂成形品を成形するにあたり、石油系樹脂と同等の成形性、生産性を有する熱可塑性樹脂の成形方法を提供する。
【解決手段】下記化学式(1)、及び化学式(2)で表される構成単位を含むポリヒドロキシアルカノエートからなる樹脂(A)と、ポリ乳酸樹脂(B)と、結晶核剤(C)を含有し、前記樹脂(A)10〜90重量部、ポリ乳酸樹脂(B)90〜10重量部を含む樹脂混合物100重量部に対し、結晶核剤(C)を0.1重量部から5重量部含む樹脂組成物を、金型温度40〜90℃、冷却時間10〜60秒で成形することを特徴とする熱可塑性樹脂の成形方法。−[−O−CH(CH3)−CH2−CO−]−・・・(1)、−[−O−CH(R)−CH2−CO−]−・・・(2)[但し、RはCnH2n+1(n=1〜14)である。]
(もっと読む)
同軸式冷却及び伝熱コイル構造、及びその同軸式冷却及び伝熱コイル構造を備える金型
【課題】同軸式冷却及び伝熱コイル構造、及びその同軸式冷却及び伝熱コイル構造を備える金型の提供。
【解決手段】同軸式冷却及び伝熱コイル構造30は本体31を備え、本体31には冷却水路32を設置し、冷却水路32は入口321と出口322を備え、入口321から冷却水は進入し、出口322から冷却水は流出し、冷却水路32内には伝熱コイル33を設置し、同軸式冷却及び伝熱コイル構造30は金型40を設置する。
(もっと読む)
射出成形方法および射出成形装置
【課題】射出成形機において、キャビティ内の環境を良好に制御するし、射出工程において、溶融樹脂の酸化を防ぐと共に、キャビティ内の温度が低下し、溶融樹脂の流動性が低下することを防ぎ、冷却工程において、キャビティ内の温度を速やかに低下させる。
【解決手段】溶融樹脂を金型のキャビティ内に射出し冷却して固化する射出成形方法であり、射出工程において、金型の近傍に設けた加熱装置で供給ガスを加熱した高温ガスをキャビティ内に注入して、キャビティ内をガス雰囲気とすると共に、キャビティ内の温度を高めた後、キャビティ内に溶融樹脂を射出する。溶融樹脂を射出した後の冷却工程において、キャビティ内に冷却用ガスを注入してキャビティ内の温度を低下させ、キャビティ内の溶融樹脂を冷却して固化させる。
(もっと読む)
金型温度制御装置
【課題】金型の温度制御装置において、金型の温度調整を行うための媒体を排出する際に、装置内で媒体が沸騰してしまうことを確実に防止できるようにすること。
【解決手段】金型温度制御装置4は、金型2の温度調整を行うための媒体を金型2に循環する循環路6と、循環路6内の媒体を加圧するポンプ17と、循環路6内の媒体を加熱するためのヒータ7と、循環路6に接続され、金型2の温度を下げるために媒体を循環路6から排出する排出路9と、排出路9に設けられた電磁弁10と、電磁弁10の開閉を制御する制御装置12と、を備えている。制御装置12は、電磁弁10を開いた後、循環路6内の媒体圧力Pが飽和蒸気圧P1より高い間に電磁弁10を閉じることにより、循環路6内の圧力低下を規制する。
(もっと読む)
ブロー成形用樹脂型
【課題】製作数が少ないブロー成形製品を安価にかつ短時間で、さらに良好な仕上がり状態で得ることができるブロー成形用型を提供する。
【解決手段】光硬化性液体樹脂を光照射によって硬化させる光造形によって製品成形部2と製品成形部2の外周側に連なる型本体10とを一体成形されている。
(もっと読む)
予備成形品の後処理および移送のためのシステム
本発明は、射出成形により製造される予備成形品(9)の後処理のためのシステムであって、予備成形品(9)を受容するための少なくとも一つの受容要素(5)と、開口した射出成形モールドの二つの分割ツールの間で前記取出要素(4)を移動させるためと、前記開口した射出成形モールドから前記取出要素(4)を移動させるための装置と、を有する取出要素(4)と、周囲圧または真空圧または減圧源に一端部が接続され、冷却剤のための出口(18)を他端部が有する、ピン形通路要素(7)を有する、少なくとも一つの後処理ピン(7)、を有する後処理要素(6)と、前記後処理ピン(7)が前記受容要素(5)の中に位置している第1位置と、前記後処理ピン(7)が前記受容要素(5)の中に位置していない第2位置との間で前記取出要素(4)を前記後処理要素(6)に対して往復させるための運動装置と、を包含し、冷却剤が前記予備成形品(9)の内壁と前記ピン形通路要素(7)の外壁との間を前記冷却剤出口(18)まで流れて前記通路要素(7)を介して排出されるように、前記第1位置において前記冷却剤が前記受容要素(5)に保持された予備成形品(9)へ前記冷却剤入口を介して導入される設計を前記取出要素(4)と前記後処理要素(6)とが持つ、システムに関する。 (もっと読む)
樹脂成形装置
【課題】スライド型等の採用といった金型構造の大幅な変更を要することなく、ヒケの発生を防止して樹脂成形品の品質を適正に保つ。
【解決手段】ボス部42を有する樹脂成形品40を成形するための金型10が、該ボス部の成形に供されるコアピン30を備え、このコアピンが、外側のスリーブピン32と、その先端から突出してボス部42の内部を成形する内側のセンターピン34とによって構成されている樹脂成形装置であって、センターピン34が、その内部にエア通路を有する中空状に構成されている。そして、このエア通路によって樹脂成形品40におけるボス部42の内部に冷却エアを供給するように設定されている。
(もっと読む)
成形装置
【課題】設置環境の熱的な影響を受けることなく、成形型の正確かつ多様な温度制御を迅速に実現して、成形品質および生産性を向上させる。
【解決手段】多軸の成形装置において、個々の成形軸において成形型を挟持する一対の成形プレート5は、複数のヒーター12と、個々のヒーター12の回りに交互に形成された複数の流路11を備え、流路11は、チューブ9aからチューブ9eを介して直列に連結されて温度調整機14に接続され、温度調整機14から所定の温度の冷却媒体15が成形プレート5内の流路11に流通する構成とし、ヒーター12による加熱作用と、冷却媒体15による冷却作用とを組み合わせることで、広い温度範囲で、成形プレート5による成形型の迅速な温度設定および制御を可能にした。
(もっと読む)
離型検査装置及びそれに用いられる離型検査方法
【課題】離型検査装置において、樹脂成形品の表面を損傷させることなく、離型不良を検知する。
【解決手段】金型を用いて成形された樹脂成形品100の非製品部分102をプレス治具2,3によって挟み込んで固定し、エアー噴出口22から製品部分101に対してエアーを噴出する。離型が正常であれば、エアーは製品部分101によって堰き止められ、圧力センサ4によって検知されない。圧力センサ4がエアーを検知すると、制御部5は、離型が異常であると判定する。
(もっと読む)
161 - 180 / 675
[ Back to top ]