
Fターム[4F202CN05]の内容
プラスチック等の成形用の型 (108,678) | 加熱、冷却 (4,153) | 冷却 (675)
Fターム[4F202CN05]に分類される特許
101 - 120 / 675
ブロー成形用金型
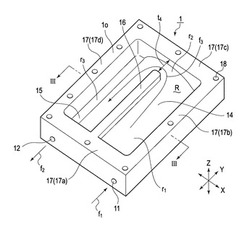
【課題】ブロー成形用金型について、(i)金型の構造を簡素化し(設計期間・作製期間の短縮)、(ii)メンテナンス性を向上し(特に冷却水路の詰まりに対する作業の軽減)、(iii)従来のものからの軽量化を実現し、(iv)成形品の品質を維持して、しかもできるだけ割り線を転写させない金型を提供する。
【手段】複数の金型部材1を組み合わせることで内部にできる空洞の形状に沿った成形体を得るブロー成形用金型10であって、前記金型部材1の外面は、凸形状の隆起部14と、該隆起部の最も高さのある部分もしくはその近傍に設けられた仕切り壁16と、前記隆起部を包囲するよう該金型部材外面の周縁に設けられた包囲壁17とを有し、前記包囲壁17の所定の面部分には該包囲壁を貫通する媒体流入口11と媒体流出口12とが前記仕切り壁16を隔てて左右両側に設けられているブロー成形用金型。
(もっと読む)
射出成形方法及び射出成形金型

【課題】キャビティ内の合成樹脂を型内で圧縮できるようにし、バリが生じないようして、外観品質が良好な合成樹脂成形品を製造でき、金型の製作難易度が高くなくとも足り、コストも抑えられと共に金型の耐久性の向上も図ること。
【解決手段】固定金型部6及び可動金型部26の入れ子駒6A、26Aの熱媒体通路31、34内に加熱用媒体を供給して加熱して合成樹脂の軟化点以上に昇温したら、溶融した合成樹脂をキャビティS内に注入充填して保圧し、この保圧の終了に前後して、固定金型部6及び可動金型部26の入れ子取付体6B、26Bの熱媒体通路32、35内に加熱用媒体を供給して加熱して熱膨張させ、この熱膨張が開始したら、前記入れ子駒6A、26Aの熱媒体通路31、34内に冷却用媒体を供給して冷却して、合成樹脂の射出圧力以上の圧力でこの合成樹脂を圧縮させながら硬化させる。
(もっと読む)
入れ子ピン及び金型
【課題】成形時に入れ子ピンに焼き付きや折損が生じるのを防止する。
【解決手段】入れ子ピン1は、外管2に内管3を嵌め合わせて互いを接合,溶接,又は接着等することで一体化されている。外管2は、円筒状を呈した管部21の天端開口部を天板部22で塞いだ有底筒状を呈している。内管3は、円柱状を呈した本体31の外周面に螺旋溝32を、中央部には給水路33を備えている。螺旋溝32は、半円形,V溝形,又はU溝形の断面形状を有し、本体31の天端から底端部にかけて本体31の軸心を中心とする螺旋状に延びている。内管3の天端面31aと天板部22の内面との間には間隙Kが設けられている。外管2の管部21と内管3の本体31とが内面と外面とを密着させることで、本体31の螺旋溝32と管部21の内面とで冷却水の通水路Tが形成されている。本体31の外周面を天端側の縁部まで延びた通水路Tは、間隙Kを介して給水路33と連通している。
(もっと読む)
樹脂成形方法及び射出成形装置
【課題】成形に用いる樹脂の物性や特性を変更せずに成形を行って薄肉の良質な樹脂製品を得る。
【解決手段】射出装置201の射出口202から射出された溶融樹脂LQは、固定金型301に形成された流路305を通過して、固定金型301と可動金型302との間のキャビティSPに流れ込む。固定金型301及び可動金型302のいずれか一方の金型の温度は、溶融樹脂LQの流動停止温度又はガラス転移点以下の温度(第1の温度)に設定される。固定金型301及び可動金型302のいずれか他方の金型の温度は、溶融樹脂LQが固化するのに充分に低く、第1の温度よりも低い樹脂冷却温度(第2の温度)に設定される。
(もっと読む)
射出成形用金型及び射出成形用金型に対するノズルタッチ構造
【課題】ノズルの先端開口部内に、それを一時的に閉塞する固化物を良好に形成することが出来、以て、成形不良のない安定した品質の射出成形品が有利に成形可能な射出成形用金型を提供する。
【解決手段】ノズルアダプタ40の介装部41に設けられた通孔56を通じて、ノズル74の先端開口部98と成形キャビティ24とを相互に連通させた状態で、ノズルアダプタ40を、ノズルタッチ部26に対して、介装部41においてノズル74とノズルタッチ部26との間に介装されるように組み付けると共に、かかる介装部41とノズルタッチ部26との間に、環状の空隙66を、介装部41の通孔56の周方向に延びるように形成して、構成した。
(もっと読む)
複合成形品の製造方法及び製造装置
【課題】内部に空洞を有するモール本体の外面にクッション部材を射出成形して一体化したピラーモールを製造する際に、モール本体の変形や破損を防止できるようにする。
【解決手段】ガスアシスト射出成形により内部に空洞14を有するモール本体12を成形した後、第2の射出成形型32内にモール本体12を載置し、モール本体12の空洞14内に空洞充填用の液体を注入して満たした状態で密封する。この後、射出成形型32内に加熱溶融した熱可塑性ポリマー材料を射出してモール本体12の外面にクッション部材を成形する。この際、モール本体12は、空洞14内に満たされた空洞充填用の液体によって周壁(空洞14の周囲を囲む壁)が内側から補強されて、周壁の全体に亘って外圧に対する剛性が高められているため、熱可塑性ポリマー材料の射出圧力がモール本体12の周壁に作用しても、モール本体12の周壁の全体に亘って変形や破損を防止できる。
(もっと読む)
射出成形方法
【課題】射出成形品が型開き方向と略平行な垂直壁を有するものであっても、固定金型と可動金型とを型開きする際に、この型開きを容易にすると共に前記成形品の垂直壁表面を傷付けないようにし、更には成形品の型内塗装が容易に行えるようにすること。
【解決手段】可動金型部26の熱膨張を見込んで固定金型部6と可動金型部26との間に予め形成された隙間36を前記可動金型部26を加熱することにより熱膨張させて前記隙間36を無くし、この隙間36を無くした状態で溶融した合成樹脂をキャビティS内に注入充填し、その後、前記可動金型部26を冷却して熱収縮させると共に合成樹脂も熱収縮させて、合成樹脂成形品Jの外表面と固定金型部6との間に空間Gを形成する。
(もっと読む)
成型機の温度調節システム
【課題】極めてエネルギー効率が良好な状態で運転を継続することが可能な成型機の温度調節システムを提供する。
【解決手段】成型機の温度調節システム1は、原料が蓄えられるホッパ2、及び当該原料が投入される金型3を有する成型機と、ホッパ2にエアを送るファンと、ホッパ2に設けられた、前記エアを受け入れる温風導入口40、及び前記エアを排出する排気口44と、金型3を冷却する冷却用熱交換器と、前記ファンと温風導入口40の間の前記エアを加熱して供給すると共に、前記冷却用熱交換器に冷水を冷却して供給するヒートポンプ4と、前記冷水を排気口44からの前記エアによって加熱する冷水加熱用熱交換器34とを備えている。
(もっと読む)
金属石鹸ブロックもしくは金属石鹸バーを製造する方法及びそのための装置
【課題】安価で生産性に優れ、クラックやボイドの発生を防止できる金属石鹸ブロックもしくは金属石鹸バーの製造方法を提供する。
【解決手段】ステアリン酸系材料を金型2、3内部のキャビティ4に充填し、複写機、印刷機器、ファックシミリまたはスキャナに用いられる部材として利用するための金属石鹸ブロックもしくは金属石鹸バー1を製造する方法であって、
空気ポンプによりキャビティ4を減圧することにより擬似真空状態とする工程と、キャビティ4に通じるエア抜き孔を閉じ、且つ金型2、3の温度を20℃以上80℃以下もしくは室温以上80℃以下に保った状態で前記材料をキャビティ4に圧入する工程と、材料を圧入する途中もしくは圧入後に、前記エア抜き孔を必要に応じて開放する工程と、充填された材料を自然冷却する工程とを備えることを特徴とする。
(もっと読む)
発泡樹脂製品の製造方法および発泡樹脂製品の成形機
【課題】
発泡性原料からなる表面硬化層を生成できる発泡樹脂製品の製造方法および成形機を提供する。
【解決手段】
発泡樹脂製品の製造方法は、複数の金型のうちの加熱用金型の表面を発泡性原料の融点以上に加熱するステップと、複数の金型を閉じることによって形成された成形空間に発泡性原料を供給するステップと、加熱用金型が有する面のうちで金型の閉鎖方向に対して垂直ではない面に対向する金型の少なくとも一部である移動金型を加熱用金型に近づける方向に移動することにより、加熱用金型の表面において発泡性原料を溶融して溶融硬化層を生成するステップと、移動金型を加熱用金型から遠ざける方向に移動するステップと、成形空間に予備発泡された発泡性原料を供給するステップと、成形空間に、発泡性原料を溶着させるために蒸気を供給するステップとを備える。
(もっと読む)
光学素子の成形方法および光学素子
【課題】 小型あるいは薄型で高精度な光学素子を低コストで成形できる光学素子の成形方法および光学素子を提供すること。
【解決手段】 樹脂の冷却方向を支配することにより複屈折が光線に影響しないように樹脂を配向させる。具体的には成形中において光学素子の非光学面に対応する側面駒の温度がTgとなったときに光学素子の光学面に対応する機能駒の温度が(Tg−30)℃以上(Tg−5)℃以下となるように金型温度を制御することにより光軸方向に樹脂を配向させる。
(もっと読む)
射出成形用金型の製造方法
【課題】ウェルドラインのない樹脂成形品の安定的な射出成形を可能とした射出成形用金型の有利な製造方法を提供する。
【解決手段】ウェルドライン発生キャビティ部分58の予測位置から決定した加熱手段54の埋設概略位置に、収容部60の形成可能領域が確保されているものの、収容部60が未だ形成されていない予備成形用金型を作製した後、この予備成形用金型を用いた予備成形を行って、予備成形品のウェルドライン発生位置からウェルドライン発生キャビティ部分58の正確な位置を見つけ出し、その後、収容部60の形成可能領域のうち、ウェルドライン発生キャビティ部分58の正確な位置に最も近い位置に収容部60を形成し、更に、この収容部60内に加熱手段54を収容するようにした。
(もっと読む)
金型及び熱可塑性樹脂系繊維強化複合材料成形品の製造方法
【課題】キャビティ面の加熱及び冷却を急速に行ってハイサイクルに成形材料を成形できる金型、並びに該金型を用いた熱可塑性樹脂系繊維強化複合材料成形品の製造方法の提供を目的とする。
【解決手段】20℃における固有抵抗値が4.0〜100μΩ・cmの磁性金属材料により形成されたキャビティ面14、24を有する上型10及び下型20を具備し、上型10及び下型20のそれぞれに、20℃における固有抵抗値が5.0μΩ・cm以下の非磁性金属材料により形成される冷却回路16、26と、キャビティ面14、24を高周波誘導加熱する誘導加熱コイル17、27が設けられている金型1。また、金型1を用いた熱可塑性樹脂系繊維強化複合材料成形品の製造方法。
(もっと読む)
高速かつ低圧縮の熱可塑性材料の回転式成形機
本発明の一実施形態による成形装置は、複数の深絞り加工用圧縮型を備える。各圧縮型は、型キャビティ及び同型キャビティに対応する型コアを有する。回転支持構造が、型キャビティ及び型コアを互いに対して動作可能に支持する。圧縮型は、回転支持構造により形成される閉路を移動する間に開閉する。型材吐出機構が、各圧縮型に所定量の型材を順次導入する。熱源が、圧縮型を加熱し、型閉鎖機構が、加熱された圧縮型を閉じ、型キャビティ及び型コアの間において型材を圧縮して深絞り部品を形成する。冷却源が迅速かつ活発に圧縮型を冷却し、型開放機構が冷却された圧縮型を開く。取出装置が深絞り部品を圧縮型から取り出す。深絞り部品の形成方法も開示されている。本発明によるシステム及び方法により、深絞り部品の圧縮成形が容易になる。 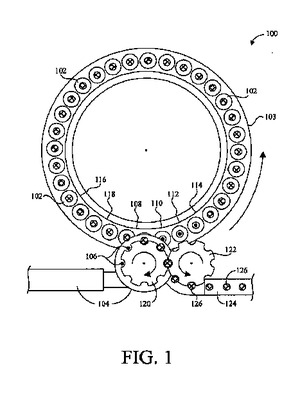 (もっと読む)
(もっと読む)
射出成型装置
【課題】射出成型装置において、安定した製品を長時間連続して得ることは困難であり、一定時間で作業を停止して金型の清掃を行うことは常識であった。そのため生産性を向上させることが困難であり、また製品の仕上がりを一定に保つことも極めて難しい状態であった。加えて、異種材料を合わせて成型することや一定の限度を超えた大型の製品を成型することも困難であった。
【解決手段】対面してキャビティー部を形成する従来の固定側入子と可動側入子に加熱手段を設置し、固定側入子に分離可能に当接する固定側冷却用入子と可動側入子に分離可能に当接する可動側冷却用入子に冷却手段を設置し、各入子と各冷却用入子の当接と分離によって最も望ましいキャビティー部周囲の温度を確保して、射出成型製品の仕上がり品質の向上と装置のメンテナンス時間の短縮を達成する。
(もっと読む)
樹脂封止装置及び樹脂封止方法
【課題】樹脂封止品質を保ちつつ樹脂封止装置における樹脂封止作業の高速化を可能とする。
【解決手段】粉粒体状樹脂102を用いて金型160で被成形品の樹脂封止をする樹脂封止装置100であって、粉粒体状樹脂102が搭載される離型フィルム116と、離型フィルム116を保持する吸着機構132と、吸着機構132を離型フィルムと一緒に搬送して金型160に離型フィルム116を配置させる搬送ハンド130と、搬送ハンド130に設けられると共に、搬送ハンド130の搬送経路において搬送中の離型フィルム116に搭載された粉粒体状樹脂102(予備的融着樹脂106)に対して熱を付与可能な赤外線ヒータ134と、を備える。
(もっと読む)
金型、金型を用いた成形品の製造方法、テープリール、及びテープカートリッジ
【課題】金型の強度を確保しながら、キャビティの保温性能を向上させて高精度な温度制御を可能にする。
【解決手段】接合面205aにキャビティ面206が形成された成形板201や、成形板201を支持する支持体202、成形板201の支持面205bと支持体202との間に積層するように設けられる断熱板203とを備える。成形板201の内部には、冷媒の流れる冷媒流路210が接合面205aに沿って形成されている。接合面205aと直交する方向から見て、断熱板203における少なくとも成形板203側の面に、冷媒流路210と重なって延びる溝212が形成されている。
(もっと読む)
金型冷却装置
【課題】
金型の熱応力による割れの発生を抑えながら、金型冷却性能を維持できる金型冷却装置を提供すること。
【解決手段】
金型100に形成された冷却孔120に冷媒を供給する冷却管251と、冷却孔120に挿入される冶具210と、冷却孔120の応力集中部121に押圧され圧接する断熱層220と、から金型冷却装置を構成する。
(もっと読む)
転写シート固定用クランパを接触冷却板で冷却する成形同時転写成形品の製造方法
【課題】クランパの加熱を阻止し、クランパの保持力を一定に保ち、キャビティ内の汚染を防止した成形同時転写成形品の製造方法を得る。
【解決手段】クランプ装置30を備え開閉される金型、転写シート送り装置40と型開き状態の射出成形金型の間に移動して成形品を取り出す取り出し装置50からなる射出成形装置1aを用いる。転写シート45を金型に配置し、クランプ装置のクランパ31で金型のパート面22に押し付けて固定し、型閉じして金型内に溶融樹脂を射出し成形と転写を行い冷却固化させた後、型開きし、取り出し装置を成形品に位置付けて成形品を取り出す成形同時転写成形品の製造方法にあって、取り出し装置50に接触冷却板61を取り付け、金型を型開きした状態で、クランパ31と接触冷却板61を接触させてクランパを冷却する。
(もっと読む)
金型装置
【課題】簡易な構成で耐久性を確保しつつ、金型を加熱することができる。
【解決手段】可動型1と固定型2との間に形成されるキャビティ3に金属溶湯を射出充填することで、所望の成型品を成形する金型装置10である。この金型装置10は、可動型1及び固定型2のうちの一方の金型2の内部に形成され、金型2の温度調整用の流体が充填される管路7と、固定型2と可動型1との型締めに連動して動作し、管路7の内部で流体を流動させる流体流動装置6と、を有する。
(もっと読む)
101 - 120 / 675
[ Back to top ]