
Fターム[4F202CN05]の内容
プラスチック等の成形用の型 (108,678) | 加熱、冷却 (4,153) | 冷却 (675)
Fターム[4F202CN05]に分類される特許
21 - 40 / 675
成型装置および同成型装置による成型方法
【課題】金型における成型部の耐久性を確保しつつ簡単な構成で成型部を加熱することができる成型装置および同成型装置による成型方法を提供する。
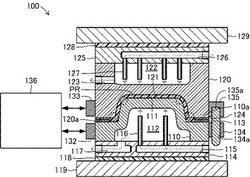
【解決手段】成型装置100は、成型対象とるなる製品PRを成型加工する第1金型110と第2金型120とを備えている。第1金型110および第2金型120は、互いに対向する面の中央部に第1成型部111および第2成型部121が形成されている。第1成型部111および第2成型部121は、製品PRの表面形状に対応する3次元形状がそれぞれ形成されている。第1金型110および第2金型120における第1成型部111および第2成型部121の各周囲には、断熱絶縁体113,124が設けられている。また、第1金型110および第2金型120は、入出力電極132,133を介して給電装置136が接続されているとともに、連結電極134,135によって電気的に接続または切断可能に連結されている。
(もっと読む)
モールド金型及びこれを備えた樹脂モールド装置

【課題】金型表面温度の調整をきめ細かくかつ所定の温度範囲内に調整可能なモールド金型を提供する。
【解決手段】上型チェイス5及び下型チェイス10と上型インサート7及び下型インサート11の少なくともいずれか一方にキャビティ凹部11bに近い側から冷却装置14と第二の加熱装置15がこの順に設けられ、キャビティ凹部11bの近傍に第二の温度センサ11cが設けられている。
(もっと読む)
圧力均一化装置及びそれを用いたプレス製品の製造方法
【課題】プレス成型用の熱盤から成形型に加わる圧力を均一化させる。
【解決手段】圧力均一化装置100は、プレス成型用の熱盤と成形型との間に設けられる。圧力均一化装置100は、熱盤側に配置される押側部材110と成形型側に配置される熱盤側に開口した凹部121が形成された受側部材120とを備える。押側部材110は、受側部材120の凹部121に、凹部121に収容された流体16を封じると共に流体16を介して熱盤からの圧力を受側部材120に伝えるように嵌め入れられている。
(もっと読む)
ワーク成形金型
【課題】金型の成形面の温度を成形する樹脂の脱型温度以上まで、迅速かつ均一に昇温させるとともに、加熱した金型の冷却時間を早めることで、ワーク成形のサイクルタイムを早めることができるワーク成形金型を提供すること。
【解決手段】ワーク成形金型10は、加熱及び冷却によりワークを成形する一対の成形型(第1成形型11及び第2成形型12)と、冷却手段(冷却パイプ131及び冷却パイプ141)を有し、一対の成形型の各成形面の裏面側にそれぞれ配置された一対の冷却型(第1冷却型13及び第2冷却型14)と、を備え、一対の成形型の加熱時には、一対の成形型と一対の冷却型とが離間した状態で、一対の成形型が誘導加熱によって加熱され、一対の成形型の冷却時には、一対の成形型と一対の冷却型とが当接することで一対の成形型の冷却及び型締めがなされる。
(もっと読む)
金型冷却装置
【課題】金型10の冷却路11への冷媒循環路中で、冷媒の流れに関して、冷却路の下流側で、且つ冷媒循環ポンプ30及び熱交換器40より上流側に冷媒タンク20を設け、該冷媒タンクではガスと冷媒とが分離され、その冷媒タンクのガス層には、減圧・脱気を行う吸引ポンプが接続された金型冷却装置において、吸引ポンプへの水分の吸引による吸引ポンプの故障を防止し、ポンプの故障に伴う金型冷却装置全体のトラブルを回避する。
【解決手段】吸引ポンプはエゼクタ61によって構成されている。エゼクタは、その構造上、吸引するガス中に含まれる水分を同時に吸引しても全く問題を生じない。従って、ポンプが水分を吸引することがあってもポンプが故障に至ることはなく、信頼性の高い金型冷却装置を実現することができる。
(もっと読む)
射出成形方法、射出成形品及び射出成形金型
【課題】高い面精度が要求される高品質要求面と、高品質要求面よりも要求される面精度が低い面とを有する射出成形品において、高品質要求面に発生するヒケを要求される面精度が低い面よりも抑制すること。
【解決手段】可動入れ子6を含む固定側金型2と可動側金型4との間に形成されている成形空間へ射出された溶融樹脂Rの表面を可動入れ子6と接触した状態で冷却して固化させ、可動入れ子6と接触した状態で表面が固化した溶融樹脂Rが内部の固化を完了する前に可動入れ子6を移動させて、溶融樹脂Rと可動入れ子6とを離間させた状態で、溶融樹脂Rを冷却して内部の固化を完了させる。
(もっと読む)
発泡成形体及びその製造方法並びに製造装置
【課題】表皮層の厚さを異ならせる。
【解決手段】本発明の発泡成形体の製造方法では、キャビティ型26の成形面26Aをコア型28の成形面28Aよりも高い温度にする。従って、キャビティ型26の成形面26Aと接する第一表皮層62の方がコア型28の成形面28Aと接する第二表皮層64よりも硬化が遅くなる。これにより、第一表皮層62を第二表皮層64よりも薄く形成することができる。つまり、表皮層(第一表皮層62と第二表皮層64)の厚さを異ならせることができる。
(もっと読む)
芳香族ポリカーボネート樹脂組成物及びそれからなる成形品
【課題】ガラス強化材の配合で機械的物性を改善した芳香族ポリカーボネート樹脂組成物であって、透明性に優れ、かつ表面硬度も良好な芳香族ポリカーボネート樹脂組成物を提供する。
【解決手段】質量平均分子量が15,000〜40,000の芳香族ポリカーボネート樹脂(A)60〜85質量%と、芳香族(メタ)アクリレート単位(b1)とメチルメタクリレート単位(b2)の質量比(b1/b2)が5〜50/50〜95で、質量平均分子量が5,000〜30,000である(メタ)アクリレート共重合体(B)15〜40質量%とからなる樹脂成分100質量部に対し、Eガラス強化材(C)1〜100質量部を含有する芳香族ポリカーボネート樹脂組成物。
(もっと読む)
射出成形方法および射出成形装置
【課題】成形品が深絞り形状の場合であっても、転写フィルムの破れやしわの発生を防止することができる射出成形方法を提供する。
【解決手段】第1金型の一例である可動金型10と第2金型の一例である固定金型11の型締め時に、成形空間(キャビティ)のコーナー部における転写フィルム12の温度を、成形空間の隣接するコーナー部間における転写フィルム12の成形空間の外側での温度よりも低くする。
(もっと読む)
射出金型装置
【課題】金型の表面を均一に冷却できる金型装置を提供する。
【解決手段】本発明による金型装置は、前面110aにキャビティ120が形成されて内部に加熱手段111が備えられたキャビティ金型板110、及びキャビティ金型板110の背面110bに接離して内部に冷却手段131が備えられた冷却板130を含むキャビティ金型100と、キャビティ金型板110と共にキャビティ120を定めるコア金型200とを含み、冷却板130は少なくとも2つ備えられる。
(もっと読む)
光学素子の成形方法
【課題】 光学性能に優れる光学素子を連続成形しても形状バラツキが小さくすることが可能な成形方法を提供する。
【解決手段】 光学面を成形するための金型部材と側面を成形するための金型部材に温度差をつけて成形することにより、樹脂の配向方向を変え複屈折の影響が小さくなるように成形する。また金型が開いた状態で加熱を開始することにより、側面を成形するための金型部材は光学面を成形するための金型部材から離れた状態で加熱を開始できるので、光学面を成形するための金型部材の温度は安定した状態で成形を開始することができ、形状バラツキの小さい生産性のよい光学素子が得られる。
(もっと読む)
筒状成形品の射出成形金型
【課題】アンダーカットを有する成形品を変形なく取り出せる射出成形金型を提供することを目的とする。
【解決手段】内側面の始端に形成されるアンダーカット形状部(4)よりも奥端のキャビティ壁(1a)を構成する第1スライドコア(1)と、アンダーカット形状部(4)を形成する凹部(2b)を有し内側面の始端のキャビティ壁(2a)を構成する第2スライドコア(2)とを設け、第1スライドコアと(1)第2スライドコア(2)が成形品から離型する際に時間をずらせて動作することにより、離型抵抗の分散と離型時の保持を行う。
(もっと読む)
樹脂封止成形品の製造方法
【課題】複雑な工程を要さず、1回の成形工程で所定の外形形状と電子部品の品質を確保できる樹脂封止成形品の製造方法を提供することを目的とする。
【解決手段】電子部品11に当接しない距離で成形品外形面Aよりも天面が金型キャビティの中心側に突き出しているスリーブピン12と冷媒により冷却されているセンターピン13a〜13dを備え、下側保持材14a,14bと上側保持材15a,15bをインサートすることにより冷却され寸法収縮する。寸法収縮しているため、樹脂封止後の熱膨張により保持材14a,14b,15a,15bと封止樹脂40との境界面は締まりばめとなり、境界面の密着力が高くなる。
(もっと読む)
射出成形装置
【課題】加熱手段の埋設又は加熱媒体を供給するための加熱媒体通路の形成と、冷却媒体を供給するための冷却媒体通路の形成とが、構造が簡単で安価にできる射出成形装置を提供すること。
【解決手段】上金型本体6の上面には断面が縦長のU字形状を呈し、成形部30に沿って蛇行して折り返すように収納溝34が形成される。この収納溝34内にはこの収納溝34に沿ってこの収納溝34の半円形状の底面に当接するように、この収納溝34の最深部に電熱ヒーター42が圧入されて埋設された状態で、この収納溝34を形成する内壁に固定される。更に、この電熱ヒーター42を封止剤43により水封止して、上金型基体5との間で形成されるこの収納溝34内における上面が水平面とされた封止剤43の上方の空間は冷却水が流れる冷却媒体通路44となる。
(もっと読む)
電気・電子機器外装部品の製造方法
【課題】バイオマス資源を原料として使用されたポリカーボネート樹脂を溶融押出し、その後射出成形し、耐熱性、機械特性、耐環境特性に優れた電気・電子機器外装部品の製造方法を提供する。
【解決手段】下記式(1)で表されるカーボネート構成単位を含み、250℃におけるキャピラリーレオメータで測定した溶融粘度が、シェアレート600secー1の条件下で0.2×103〜4.0×103Pa・sの範囲にあるポリカーボネート樹脂(A成分)と添加剤とを、溶融混練機に供給し、シリンダー温度220〜270℃の範囲で溶融押出しペレット化し、得られたペレットをシリンダー温度220〜270℃の範囲、金型温度40〜140℃の範囲で射出成形することを特徴とする電気・電子機器外装部品の製造方法。
【化1】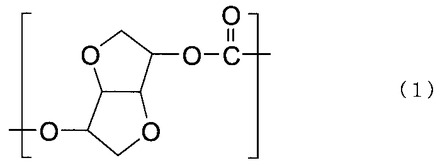 (もっと読む)
(もっと読む)
中空成形方法及び装置
【課題】本発明は、クロスヘッドから垂下した被成形体の内側に内側冷却用金型を挿入して被成形体を冷却し、成形サイクル時間を短縮することを目的とする。
【解決手段】本発明による中空成形方法及び装置は、クロスヘッド(1)から垂下した被成形体(5)の内側に内側冷却用金型(11)を挿入して被成形体(5)を冷却して成形することにより、成形サイクル時間を短縮するようにした方法と構成である。
(もっと読む)
成形品の製造方法及び製造装置並びにそれらに用いられる金型
【課題】大掛かりな搬送設備が不要な成形品の製造方法及び製造装置並びにそれらに用いる金型を得る。
【解決手段】第1金型2及び第2金型3、第2金型3に着脱可能に固定される金型部品1とによりキャビティ5が形成されるようにし、第1金型2と第2金型3を所定温度以上にしておき、第2金型3に加熱工程で所定温度以上にした金型部品1を固定して成形材料をキャビティ5に注入する成形工程、第1金型2と第2金型3とを離隔し、第2金型3から成形品51を金型部品1に抱かせた状態で取り出す取り出し工程、取り出された成形品51を冷却する冷却工程、冷却された成形品51を金型部品1から離型する離型工程、離型された金型部品1を所定温度以上にする加熱工程を備え、金型部品1を各工程に巡回させて各工程における処理を行う。
(もっと読む)
樹脂成形用電磁誘導加熱式金型装置
【課題】キャビティ面に均一に加熱することができる電磁誘導加熱式金型を提供する。
【解決手段】樹脂成形用金型を有する装置であり、この金型を構成する2つの型は、互いに向かい合う面に、それぞれ、キャビティ面12a、12bが形成され、2つの型は、それぞれ、キャビティ面を有する部位に磁性金属部14aが配され、その磁性金属部の外面に、誘導コイル保持部15及び非磁性金属部14bが順に配され、絶縁樹脂製の誘導コイル保持部及び非磁性金属部が順に配され、誘導コイル保持部には、複数の誘導コイル15aが、当該型のキャビティ面からの距離の最大と最小の差が5mm以内に配されると共に、キャビティの対角中心を基準としたとき、最も外側に配される誘導コイルが、キャビティ外周縁から30mmの範囲内に配された樹脂成形用電磁誘導加熱式金型装置を用いる。
(もっと読む)
射出成形用金型
【課題】略U字状に延在する貫通孔を有する成形品を一度の射出成形工程で成形することで、樹脂界面や溶着跡が無い高品質の成形品を製作すると共に工程数を削減して生産性の向上を図ることを目的とする。
【解決手段】略U字状に延在する貫通孔を有する成形品を成形する射出成形用金型1であって、成形品の外面を成形するキャビティ20が形成されたキャビティ型2と、貫通孔を成形する略U字状のコア型3と、が備えられ、コア型3が、折り返し部分3aの中央で、キャビティ型2の外部からキャビティ20内にそれぞれ挿設された一対のスライドコア30,30に分割され、一対のスライドコア30,30が、U字状のコア型3の外側部分に位置する外型31と、U字状のコア型3の内側部分に位置する内型32と、にそれぞれ分割され、外型31と内型32とが、スライドコア30のスライド方向に沿って相対的にスライド可能となっている。
(もっと読む)
金型温調回路封止方法
【課題】Oリングを設置できなくても、入れ子を用いた温調回路の封止を行う。
【解決手段】中間流路24が形成され金型に装入される入れ子13と、温調機に連通する入口流路21及び出口流路22が形成されたスライド後部11との双方を、夫々の流路同士が連通するように連結して温調回路10を形成する場合、入れ子13とスライド後部11との接触面の少なくとも一方に、接着剤を塗布してから双方を連結することで、温調回路10を封止する。また、入れ子13の後端面23と、スライド後部11の前端面の少なくとも一方には、予め粗面化処理を行っておく。例えばローレット加工のように、多数の溝を形成することによって、粗面化処理を行う。
(もっと読む)
21 - 40 / 675
[ Back to top ]