
Fターム[4F202CN05]の内容
プラスチック等の成形用の型 (108,678) | 加熱、冷却 (4,153) | 冷却 (675)
Fターム[4F202CN05]に分類される特許
61 - 80 / 675
雄型締結具
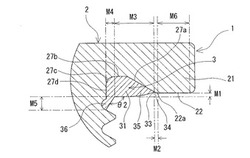
【課題】大型化することなく、締結部に十分な液密シール性を付与することができる雄型締結具を提供する。
【解決手段】雄型締結具1は、本体部20とフランジ部21の座面22間に形成された環状凹部27を有する雄型締結具本体2と、環状凹部27に配置された樹脂製リング状部材3とからなる。環状凹部は、フランジ部の座面に向かって浅くなる環状凹部周縁部29を備え、樹脂製リング状部材は、下面が座面より突出する環状突出部31と、外縁33が環状凹部周縁部29の外縁もしくは外縁より若干本体部側に位置する環状外周部35とを備える。雄型締結具1は、座面の内縁と樹脂製リング状部材の外縁間に環状凹部34を備え、雄型締結具1の取付対象部位への取付時に変形し、座面の雄型締結具の取付対象部位への圧接を阻害せず、取付対象部位に対して環状液密シール部を形成する。
(もっと読む)
射出成形装置

【課題】成形品の品質向上を図ることができる射出成形装置の提供。
【解決手段】第一の型21をそのパーティング面21aの方向を除いて覆う第一の部材30および第二の型23をそのパーティング面23aの方向を除いて覆う第二の部材31を有し型締め状態でこれら第一の部材30および第二の部材31の突合面30a,31a同士を突き合わせるベース13と、第一の型21のパーティング面21aの方向を除く他の全外面方向の第一の部材30との間に袋小路にならないように一つの連続する空間部38を形成しつつ第一の部材30に第一の型21を固定する座部35と、第二の型23のパーティング面23aの方向を除く他の全外面方向の第二の部材31との間に袋小路にならないように一つの連続する空間部39を形成しつつ第二の部材31に第二の型23を固定する座部36とが設けられている。
(もっと読む)
圧縮成形機械
【課題】密閉シェル又は密閉シェル内の密封ライナのようなプラスチック物品を成形するための機械を提供する。
【解決手段】金型コア(220)は、中空内部と端壁(224)とを有する形成ピン(222)を含む。通路は、好ましくは、中空チューブ(66)の形態であり、形成ピンの中空内部の中に延び、形成ピンの端壁から離間した位置に密封固定された端部を有する。ポペット弁(254)が、形成ピンの端壁上に配置されている。ポペット弁は、通路内の空気圧に応答して開き、形成ピンの端壁を通る空気の流れを可能にして金型コアからの成形物品の型抜きを助ける。ポペット弁は、形成ピンの端面における外端と通路の端部に隣接する内端とを有する弁要素(256)を含む。バネ(260)が、好ましくは、弁要素を閉鎖位置に付勢する。バネは、好ましくは、弁要素と形成ピンの間に圧縮して捕捉されたコイルバネを含む。
(もっと読む)
インプリント装置及び物品の製造方法
【課題】 インプリント処理がなされる空間内の気体がインプリント装置外に流出することの防止とインプリント装置外のパーティクルが前記空間内に流入することの防止との両立。
【解決手段】 インプリント装置は、モールド11を保持するヘッド12と、基板13を保持するステージ14と、樹脂を前記基板に塗布する塗布機構20と、インプリント処理がなされる第1空間Aとその外側の第2空間Bとの境界を定める第1隔壁41と、前記第2空間とその外側の第3空間Cとの境界を定める第2隔壁40と、を備え、前記第2空間を経由した前記第1空間と前記第3空間との間の気体の流通を阻害するように前記第2空間の圧力を調節する。
(もっと読む)
樹脂封止済基板の冷却装置、冷却方法及び搬送装置、並びに樹脂封止装置
【課題】電子部品等が装着された基板を樹脂封止成形した後、電子部品等に悪影響を与えることなく樹脂封止済基板を冷却し、かつ反りを防止する。
【解決手段】本発明は樹脂封止成形した後の樹脂封止済基板21Aの冷却を行う基板冷却装置である。本発明に係る基板冷却装置を適用した樹脂封止済基板の搬送装置は、樹脂封止済基板21Aを保持する保持体40と、保持体40に設けられて樹脂封止済基板21Aを吸引する吸引手段と、吸引手段が樹脂封止済基板21Aを吸引する方向に設けられて樹脂封止済基板21Aが密着する密着面を有する冷却板31を有する。吸引手段は、樹脂封止済基板21Aと密着面との間に閉空間を形成する弾性支持部32と、閉空間に位置するように冷却板31に設けられて冷却板31の厚さ方向に貫通する貫通孔33aと、貫通孔33aと吸気経路33bを通じて閉空間内の空気を吸気する吸気手段33cとを有する。
(もっと読む)
2面コーナーリフレクタアレイ光学素子およびその製造方法並びに2面コーナーリフレクタアレイ光学素子を用いた表示装置
【課題】基盤表面から突出した筒状体を有しかつ成型後にスタンパから容易に取り出すことが可能であるとともに、鮮明な像を結像できる2面コーナーリフレクタアレイ光学素子の製造方法を提供する。
【解決手段】透明材料で成型された基盤60とその表面内の接合平面から突出した複数の筒状体51とからなり、筒状体51の各々は、2面コーナーリフレクタ61として2つの直交する側面61a、61bと2面コーナーリフレクタ以外の側面62a、62bがテーパー平面である切頭角錐台形状を有し、筒状体の各々の先端側面積が基盤側面積より小となるようにした金型を用意して型締する工程と、金型の温度を所定温度以上に保持しつつ溶融樹脂を金型内に充填する工程と、樹脂充填後に金型の温度を所定温度以下に冷却する工程と、樹脂冷却後に得られた2面コーナーリフレクタアレイ光学素子を離型する工程とを含む射出成型方法。
(もっと読む)
金型異常の検知システム
【課題】金型内部に形成した冷却又は加熱制御のための熱媒体流路からこの熱媒体がキャビティあるいは外部に漏れる前に金型の異常を検出できる金型異常の検知システムの提供を目的とする。
【解決手段】金型内部に熱媒体を循環させるための熱媒体流路と、金型異常を検知するための検知流体を注入する検知流路とを有し、前記検知流路に注入した検知流体の圧力が前記熱媒体の循環圧力よりも高く又は低くなるように設定する検知流体圧力設定手段と、検知流体の圧力変化又は/及び流量変化を検知する検知流体の変動検出手段とを有することを特徴とする。
(もっと読む)
成形用金型
【課題】高い表面品質を必要とする意匠面を有した表側の表面部と、さほど表面品質の良否が問題とならない裏側の表面部とを有する薄物の成形品を成形する成形用金型であって、熱効率が高く、急速加熱、急速冷却を可能とし、前記意匠面に対して高い表面品質を確保することができる成形用金型を提供する。
【解決手段】対向して配設される上型2と下型3を備え、上型2と下型3は、相対的に近接離間方向に移動可能であり、上型2のプレス面21には成形品100の意匠面100aを形成する形成面21aが設けられるとともに、形成面21aの表面部は磁性体材料によって形成され、下型3のプレス面31には成形品100の裏側の表面部100bを形成する形成面31aが設けられるとともに、下型3は絶縁体材料によって形成され、下型3にの形成面31aの近傍には高周波加熱コイル33が、形成面21aに沿って埋設される。
(もっと読む)
樹脂封止装置
【課題】成形品を十分に冷却した上でゲートブレーク工程に入ることを可能とすることで樹脂封止装置のサイクルタイムを短縮しつつ、正確なゲートブレークが可能な樹脂封止装置を提供する。
【解決手段】半導体チップ等の被成形品を樹脂にて封止するための封止手段300と、封止手段300により樹脂封止された成形品の不要樹脂を取り除くゲートブレーク手段400と、を備え、且つ、成形品がゲートブレークされる前に当該成形品を冷却するための冷却手段100と、冷却後の成形品を、冷却手段100からゲートブレーク手段400へと搬送する搬送手段600と、を備えて樹脂封止装置を構成する。
(もっと読む)
導電性構造体およびその製造方法ならびに燃料電池用セパレータ
【課題】優れた導電性を有する導電性構造体の製造方法を提供する。また、寸法精度が高く導電性に優れた燃料電池用セパレータの製造方法を提供する。
【解決手段】本発明の導電性構造体の製造方法は、結晶性熱可塑性樹脂と導電性充填材を少なくとも含有する結晶性熱可塑性樹脂複合材料からなる導電性構造体のモールド成形において、溶融した該複合材料が金型内で賦形された後、該複合材料の結晶化温度をTCと規定したときに、(TC±20)℃の温度範囲において、30℃/分以下の冷却速度で該複合材料を冷却することを特徴とする。
(もっと読む)
スプルーブッシュとその製造方法
【課題】スプルー内に充填された溶融樹脂を効率的に冷却することにより成形サイクルの短縮化が可能となり、しかも耐久性に優れたスプルーブッシュを提供する。
【解決手段】中心に位置するスプルー4の周囲に冷却水路9,10を備えたスプルーブッシュ本体1と、このスプルーブッシュ本体1の背面側に位置するフランジ板2とを備え、これらの部材が摩擦圧接により接合一体化されたことを特徴とする。硬質金属を使用することができ、また水漏れのおそれがない。
(もっと読む)
偏芯ボトルの製造方法
【課題】 成形ロスが無く、耐衝撃強度にも優れ、均一肉厚とすることでバリア性にも優れた偏芯ボトルの新規な製造方法を提供する。
【解決手段】 コアピン5と雌型6からなる射出成形金型3において周方向一側のみを厚肉とした有底筒状の偏肉プリフォーム2をコアピン5外周に射出成形し、その直後に軟化状態のプリフォーム2をコアピン5で保持したままブロー成形型4の偏芯キャビティ内へ移送して、該プリフォーム2をブローすることにより周方向一側が径方向外方へ比較的大きく膨らんだ偏芯ボトルをブロー成形する。
(もっと読む)
パネルの成形方法
【課題】パネル本体の後面に枠状部を一体に設けた合成樹脂製パネルであって、前面側に向って凸となるように湾曲したパネルにおいて、凸の湾曲の程度が許容範囲内である、形状精度の良好なパネルを提供する。
【解決手段】固定型2と、該固定型に型閉めされる第1の可動型11とを用いて前記パネル本体を射出成形するパネル本体21の成形工程と、該第1の可動型11を型開きし、枠状部成形用キャビティ13を有した第2の可動型12を該固定型に対し型閉めし、枠状部22を射出成形する枠状部成形工程とを有するパネルの成形方法。第1の可動型11を型開きしたときに、パネル本体21の前記一方の面の周縁部が該固定型2のキャビティ面3aから離反する。
(もっと読む)
成形型
【課題】内部に冷却用の流路やヒートパイプのような中空構造を設けると型の肉厚が薄くなり成形に伴う加工圧に対する強度が不足する恐れがある小型の雄型の成形型において、冷却性が良く強度低下のない成形型を提供すること。
【解決手段】成形型1の外周部を構成する外周部材2と成形型1の内部を構成する内部部材3を別部材とし、外周部材2の熱伝導率と線膨張率が、内部部材3の熱伝導率と線膨張率より小さな部材の組み合せとし、工作物成形時の温度において、外周部材2の内径寸法を内部部材の外径寸法より小さくした構造とする。
(もっと読む)
ポリエステル系熱成形品およびその製造法
【課題】延伸されたポリエステル系樹脂シートの熱成形の賦形から離型までの過程において、高速で効率良く連続的に行う方法を提供する。
【解決手段】延伸されたポリエステル系樹脂シートを熱成形するにあたり、熱成型用表面層2及びこれに隣接する背後層を有する熱成形型1であって、該表面層2は熱浸透率(kJ/m2s1/2K)が0.01〜25の材料により形成されると共に下式:Fα1/2×103>t>G・・・・・・(1)式中、t;表面層の厚み(mm)、α;温度伝達率(m2/s)、F;30、;0.04)で表される厚みを有し、かつ前記背後層の熱浸透率は前記表面層2より大きい材料により形成されている成形型を用い、賦形から離型までの過程において少なくとも一時的にその成形型表面層2の表面温度又は賦形体との界面温度を当該成形材料樹脂のTg+50℃以上の温度にして成形を行うことを特徴とする熱成形品の製造方法。
(もっと読む)
射出成形用金型とその成形品
【課題】低歪領域を有し、かつウエルドラインのない孔を有した成形品を提供する。
【解決手段】成形品の形状に孔形状がある場合、樹脂は孔を形成させるための金型形状にぶつかり流路が分岐する。分岐が終わって再度合流する際に、樹脂表面が固化し、完全に接合されず成形品にウエルドラインが生じる。成形品接触面4と近い部分に高温度冷却回路2を配置し、樹脂を射出するより前に高温度冷却回路2に樹脂のガラス転移点以上である温度のスチームを流す。樹脂を射出した直後にスチームを切り、高温度冷却回路2には何も流さず樹脂の充填を完了させる。樹脂は低温度冷却回路1の温度により固化され、固化終了後に金型を開き、成形品を取り出す。樹脂の流動時にウエルドライン消失領域6の金型入子3の表面温度を上昇させることで、流路分岐後に再度合流する樹脂表面の固化を遅らせて、樹脂を完全に接合できウエルドラインを消失させることができる。
(もっと読む)
樹脂成形体の製造方法および製造システム、樹脂成形体、圧力容器
【課題】高いガスバリア性を有する樹脂成形体を簡便に製造する。
【解決手段】凹型と凸型とを有する金型に形成されたキャビティ内に成形材料を射出する射出工程S102と、金型を冷却し、成形材料が固化した成形中間体を形成する金型冷却工程S104と、金型を型開きし、成形中間体と密着する凸型を凹型から脱離させる型開工程S106と、凸型と成形中間体との間の気密性を維持しつつ、成形中間体の少なくとも一部を凸型から離型させる離型工程S108と、離型させた成形中間体と凸型との間に、凸型の温度よりも高い温度を有する温風を送気して、成形中間体を加熱する温風送気工程S110と、加熱された成形中間体を凸型とともに徐冷する徐冷工程S112と、を含む。
(もっと読む)
植物系樹脂ペレット及びその製造方法並びに植物系樹脂材料による射出成形装置
【課題】溶融粘度が低く、成形性に優れるとともに、天然木材等に近い良好な外観を付与することが可能で、しかも成形時の変色(焼けこげ)が抑制され、物性に優れる成形品を得ることができる木質樹脂ペレット、植物系樹脂ペレット及びその製造方法を提供する。
【解決手段】この発明にかかる木質樹脂ペレットは、木粉70〜91重量部と、融点を40〜100℃の間に持つワックス材料1〜15重量部とからなり、また、この発明にかかる植物系樹脂ペレットは、植物系粉末70〜91重量部融点と、40〜100℃の間に持つワックス材料1〜15重量部とからなる。
(もっと読む)
圧縮成形装置及び圧縮成形方法
【課題】プリフォームのブロー成形時において、加熱装置による温度調整を軽減又は省略すること。
【解決手段】プリフォームの圧縮成形金型33におけるキャビティ金型34の測定熱移動量Qb’とスライドインサート金型36の測定熱移動量Qn’を計測し、これらの測定熱移動量比Qn’/Qb’を監視する。測定熱移動量比Qn’/Qb’が一定の範囲内になるように、監視することによって、ブロー成形時に加熱手段を必要としない。
(もっと読む)
射出成形用金型装置
【課題】射出成形金型において、キャビティからのガス排気をさらに促進して、欠陥のない高精度、高品質の射出成形品を提供する。
【解決手段】固定側金型Aのキャビティプレート5に嵌入した入れ子13のキャビティCの外端部に直接連通した環状ガスベント溝20を刻設し、その周囲に連通したより深い環状ガス抜き溝21を形成し、さらに環状ガス抜き溝に対して鉛直かつ固定側取付け板3方向に総流路横断面積が大きい複数のガスベント孔16を、入れ子及びキャビティプレートを貫通するように形成する。そして、複数のガスベント孔の開口端を固定側取付け板3にパーティング面に平行に穿って形成した複数のガス逃げ孔17に連通させ、その開口端にガスタップ19を形成する。これによって、キャビティから環状ガスベント溝、環状ガス抜き溝、ガスベント孔及びガス逃げ孔とを介してキャビティ内の溶融樹脂から発生したガスを排気する。
(もっと読む)
61 - 80 / 675
[ Back to top ]