
Fターム[4F202CN05]の内容
プラスチック等の成形用の型 (108,678) | 加熱、冷却 (4,153) | 冷却 (675)
Fターム[4F202CN05]に分類される特許
41 - 60 / 675
射出成形品の製造方法及び射出成形品
【課題】バリの発生量を抑制しつつ、高結晶化度の成形品を得ることが可能であり、生産性に優れる射出成形品の製造方法を提供する。
【解決手段】金型内表面に、多孔質ジルコニアから構成される断熱層が形成された金型を用い、100℃以下の金型温度で、ポリアリーレンサルファイド系樹脂組成物を射出成形する。断熱層は、溶射法で形成されたものであることが好ましい。また、断熱層の好ましい熱伝導率は、2W/m・K以下である。また、断熱層の好ましい厚みは200μm以上である。
(もっと読む)
光輝材を有する熱可塑性樹脂の射出成形体の製造方法、及び射出成形体

【課題】光輝材を有する熱可塑性樹脂を成形する場合において、リブやボスを有するような、比較的複雑な形状であっても光輝材の配向乱れが抑制された射出成形体を得ること。
【解決手段】リブ12やボス13を有する部位14の厚みを、有しない部位15の厚みよりも0.1mmから3.0mm厚く設計した金型を用い、平均粒径が120μm未満の光輝材を有する熱可塑性樹脂を成形する射出成形体の製造方法において、前記金型の温度をキャビティ内の前記熱可塑性樹脂温度が荷重たわみ温度以上を保てるような温度に上げる工程と、前記金型のキャビティ内に溶融した前記熱可塑性樹脂を射出して流し込む工程と、前記金型の温度を下げて前記熱可塑性樹脂を硬化させる工程とを含む。
(もっと読む)
熱リレー、熱スイッチ、加熱冷却装置、ヒートサイクル射出成形装置及びヒートサイクル射出成形方法
【課題】加熱と冷却の態様を簡単に切り換えることが可能な熱リレーを提供する。
【解決手段】この発明の熱リレーは、第1の端部と第2の端部とを有する第1のウィックレスヒートパイプと第2のウィックレスヒートパイプを備え、第1と第2のウィックレスヒートパイプの両方の第1の端部が共に同一の伝熱対象に接続する接続端部を構成し、第1のウィックレスヒートパイプの第1の端部と第2の端部との重力方向に係る相対的な位置と、第2にウィックレスヒートパイプの第1の端部と第2の端部との重力方向に係る相対的な位置とを同時に反転させることで伝熱の態様を切り換える。
(もっと読む)
冷却処理装置
【課題】処理面を均等に温度調整する。
【解決手段】被処理物を冷却処理する処理面2aを有する処理体2内に冷却部3を設け、冷却部3によって冷却されて生じる処理面1aにおける高温部分と低温部分との内の、低温部分の近くの処理体2内に加熱部4Aを配置する。
(もっと読む)
成形品の製造方法
【課題】凹凸パターンの転写精度を高めることの容易な成形品の製造方法を提供する。
【解決手段】賦形型材11と熱可塑性樹脂基材21とを重ね合わせてなる成形用基材31は、ベルト54,55の間で搬送される。搬送方向に延在する加熱部72は、熱可塑性樹脂基材21に賦形型材11の有する凹凸パターンが転写され得る温度まで熱可塑性樹脂基材21を加熱する。加熱部72よりも下流側で搬送方向に延在する冷却部73は、熱可塑性樹脂基材21を冷却する。成形用基材31は、加熱部72及び冷却部73により加圧され、加熱部72より搬出されてから冷却部73に搬入されるまでに要する時間が5秒以下となるように、加熱部72から冷却部73へ搬送される。好ましくは、加熱部72及び冷却部73により、搬送方向に沿って連続した加圧領域を形成し、加熱部72に搬入されてから冷却部から73搬出されるまで、成形用基材31の加圧を継続させる。
(もっと読む)
射出成形システム
【課題】加熱・冷却を繰り返しても、配管のフランジ部と管状部との継ぎ目の部分に亀裂が生じるのを防ぎ、信頼性を高めることのできる射出成形システムを提供することを目的とする。
【解決手段】配管部材110、120のフランジ部112、122どうしを連結する環状プレート170、170が環状とされることで、管状体111、121とは接触せず、管状体111、121との間に空気による断熱層Aが存在するようにした。これにより配管部材110、120と、これらを互いに連結する環状プレート170、170との熱伝達が行われにくく、環状プレート170、170による熱影響を抑える。さらに、フランジ部112、122が熱膨張・収縮するときには、フランジ部112、122と環状プレート170との間で滑りが生じるようにした。
(もっと読む)
樹脂シートの製造方法
【課題】転写率の向上を図ることが可能な樹脂シート製造方法を提供する。
【解決手段】形状ロールから剥離された連続樹脂シートの、形状が転写された側のシート表面を冷却する冷却工程を備え、シート表面の表面温度が、樹脂のガラス転移温度Tgに対して、(Tg+5)℃〜(Tg+50)℃の範囲であるときに、シート表面を冷却する。これにより、転写型から剥離された後の連続樹脂シートの表面形状を硬化させ、転写された表面形状を好適に維持する。
(もっと読む)
金型冷却モデル作成装置、金型冷却モデル作成方法および金型冷却モデル作成用プログラム
【課題】冷却媒体の流路の設定における流路の交差点の抽出を効率よく行うことができる技術を提供する。
【解決手段】冷却水が流れる温度調整配管である水穴が配置された金型のCADデータから、水孔を抽出する水穴抽出部102と、抽出された水穴の交差点を抽出する流路変更点抽出部103を備える。水穴抽出部102は、水孔を構成する加工孔の両端の座標を水孔の始点および終点として抽出し、この始点と終点を結んだ線分を水穴の中心線として取得する。交差点抽出部102は、異なる方向に延在する上記中心線同士を比較し、中心線同士が交差する部分を、水穴に流れる冷却水の流路を変更する位置として抽出する。
(もっと読む)
樹脂成形品の製造方法
【課題】製造される樹脂成形品の寸法や強度を安定させることのできる樹脂成形品の製造方法を提供すること。
【解決手段】帯状の樹脂発泡シートを熱成形機に間欠送りして該熱成形機の加熱ゾーンにおいて前記樹脂発泡シートを加熱し、該加熱ゾーンに続けて設けられている成形ゾーンにおいて前記加熱ゾーンで加熱された樹脂発泡シートを成形型に沿わせて変形させるとともに冷却させて該樹脂発泡シートに製品形状を形成させる樹脂成形品の製造方法であって、前記成形ゾーンに導入させた樹脂発泡シートに温度差が生じることを抑制すべく、前記加熱ゾーンでは、前記間欠送りによって次に成形ゾーンに送られる樹脂発泡シートの先端側の温度を末端側の温度よりも高温にさせることを特徴とする樹脂成形品の製造方法を提供する。
(もっと読む)
成形用金型の冷却方法及び成形用金型
【課題】圧縮気体の金型冷却用通路に流す気体温度度をクーラーなどを利用しないで下げて、冷却能力を向上する点である
【解決手段】スライドコア14の内部に圧縮空気の金型冷却用通路20を配設し、圧縮空気の金型冷却用通路20の一次側21側にノズル33を設ける。そして一次側21側の通路断面積より二次側23側の通路断面積が広い圧縮空気の膨張室34を設ける。ノズル33から噴出する圧縮空気を膨張室34で膨張させることで、その二次側23側空気温度を、一次側21側空気温度よりも低くして金型冷却用通路20に通してスライドコア14を冷却させる。クーラーなどの機器を利用しなくともスライドコア14の冷却効率を上げることができる。
(もっと読む)
温度制御装置
【課題】温度制御装置の処理面の温度ムラを低減することを目的とする。
【解決手段】冷却管3a,3bによって冷却されて生じる処理面1aにおける高温部分1a2と低温部分1a1の内、前記低温部分1a1の近くの冷却板1内に、ヒータ4を配置し、ヒータ4による加熱を制御して高温部分1a2と低温部分1a1との温度差を抑制するようにしている。
(もっと読む)
金型冷却装置及びこれを備えた金型冷却システム
【課題】種々の金型に簡便に適用し得るとともに、冷却タイミングの制御を容易に行い得る金型冷却装置及びこれを備えた金型冷却システムを提供する。
【解決手段】金型冷却装置1は、金型3の局部に埋め込まれるようにして配設される冷却ブロック35,36,37の中空部35a,36a,37aに接続されるとともに、前記金型からの吸熱により気化した媒体を排出する排出ライン13と、この排出ラインを経た気化した媒体を凝縮させる凝縮部16と、この凝縮部において凝縮された媒体を貯留する貯留部17と、この貯留部の媒体を前記冷却ブロックの中空部に供給する媒体供給部11を配した供給ライン10と、これら各部及び各ラインが減圧下において、前記媒体供給部を作動制御し、所定の金型冷却開始信号に基づいて前記冷却ブロックの中空部に前記媒体を供給する制御部40とを備えている。
(もっと読む)
真空成型方法
【課題】減圧条件下で加飾フィルムを密着して成型する真空成型方法において、成型後の加飾フィルムないし成型装置の冷却時間を短縮して効率的に真空成型を行う。
【解決手段】加圧冷却工程において、上部の成形空間S内へ所定封入体積量の冷却ガスCを封入すると共に、上部の成形空間内から、冷却ガスCの封入体積量と同体積量または同体積量未満の成形空間内空気を排出することで、上部の成形空間内の圧力を維持したまま冷却することを特徴とする。
(もっと読む)
金型用冷却パイプ
【課題】冷却水を加圧する加圧装置(加圧ポンプ)を不要とすることができ、設備費の低減を図ることができる金型用冷却パイプを提供すること。
【解決手段】コアピン1や鋳抜きピンの内部に形成された、一定の内径と底部1dを有する冷却穴1cに装着されて前記コアピン1や前記鋳抜きピンを冷却する金型用冷却パイプ10であって、インナーパイプ12の一端部には、基端部の側から、一定の内径および外径を有する大径部21と、先端部の側にいくにしたがいその内径および外径が一定の割合で漸次縮径される先細り形状とされた大径テーパ部24と、前記大径部21よりも小さい一定の内径および外径を有する中径部22と、先端部の側にいくにしたがいその内径および外径が一定の割合で漸次縮径される先細り形状とされた小径テーパ部25と、前記中径部22よりも小さい一定の内径および外径を有する小径部23とが設けられている。
(もっと読む)
金型要素を製造するための方法
【課題】簡単に実施可能な、冷却液を流すための管手段を備えた金型要素を製造するための方法を提供する。
【解決手段】冷却液を流すことが出来る管手段(4)を備える金型要素(2)を製造する方法は、開いた流路手段(83、84、85;90、91、92)から構成される、前記管手段(4)の前駆手段を備える、前記金型要素(2)の第1の部品(74)と第2の部品(73)を設けるステップと、前記第2の部品(73)の表面が、前記開いた流路手段(83、84、85;90、91、92)に対向することによって、前記管手段(4)が形成されるよう、前記第1の部品(74)と前記第2の部品(73)を連結するステップと、から構成され、前記連結するステップは、補助金型において、前記第1の部品(74)および前記第2の部品(73)に当接するよう成形された第3の部品(75)により、前記第1の部品(74)を、前記第2の部品(73)に一体的化するステップから構成される。
(もっと読む)
加硫成形装置
【課題】帯状ゴム様体における帯長手方向の端部付近の冷却状態と加熱状態とのコントロールを可能にする加硫成形装置を提供する。
【解決手段】加硫成形装置23は、弾性履帯を構成する帯状ゴム様体1を加硫成形するための加熱ゾーンHを構成する加熱金型24と、帯状ゴム様体1の帯長手方向端部を未加硫または半加硫状態のままで成形するための冷却ゾーンCを構成する冷却金型25と、を備える。加熱ゾーンHと冷却ゾーンCとの帯長手方向の間であって、帯状ゴム様体1の内周側及び外周側の少なくとも一方には、加硫金型24の一部39と冷却金型25の一部38とが共に存在することによって構成された中間ゾーンMが設けられている。
(もっと読む)
金型冷却構造
【課題】インナパイプの着脱作業が容易でメンテナンスのしやすい金型冷却構造を提供する。
【解決手段】インナパイプ10の下端に外径に突出したフランジ部12を設けると共に、フランジ部12と埋め栓7との間にスプリング8を圧縮状態で配置することにより、フランジ部12を第1貫通穴5の肩面5cに押し付けてインナパイプ10を成形金型1に固定する。
(もっと読む)
オーバーモールド容器の製造方法、およびオーバーモールド容器の製造装置
【課題】容器の形状に依存することなく、インナーボトルの変形や表面の流動を防止し、高品質で美観に優れたオーバーモールド容器を製造するための方法を提供する。
【解決手段】金型50内に配置されたインナーボトル10の外側に溶融樹脂を射出してアウター20を成形する際、ボトル内にロッド60を挿入して加圧ステップと循環ステップとを実行し、ロッド内にはボトルの外方に露出する外部口(61o〜63o)と、ボトル内にて開口する内部口(61i〜63i)とを連絡する供給管(61,62)と排気管63とに区別された複数の通気管が形成され、加圧ステップでは、供給管の外部口に供給したエアを内部口からインナーボトルの内壁に気体を吹き付けつつ、ボトル内が所定の圧力となるまで加圧し、循環ステップでは、ボトル内に供給した気体を排気管の内部口から外部口を経由してボトル外に排気してインナーボトル内の圧力を維持しつつ気体を循環させる。
(もっと読む)
金型温度調節装置
【課題】成形サイクルの短縮化を図り得る金型温度調節装置を提供する。
【解決手段】金型温度調節装置1は、金型2に設けられた媒体流通路3に第1媒体を循環供給する第1媒体供給部10と、前記媒体流通路に前記第1媒体とは異なる温度の第2媒体を循環供給する第2媒体供給部20と、前記媒体流通路に前記第1媒体に対応させた第3媒体を循環供給する第3媒体供給部30と、これら各媒体供給部の送媒路15,25,35及び返媒路16,26,36を前記媒体流通路に切替接続する切替接続部40と、前記切替接続部を制御して、前記媒体流通路に前記第2媒体を循環供給する第2媒体供給状態からは、前記媒体流通路に前記第3媒体を循環供給する第3媒体供給状態とした後に、前記媒体流通路に前記第1媒体を循環供給する第1媒体供給状態に切り替える制御部51と、を備えている。
(もっと読む)
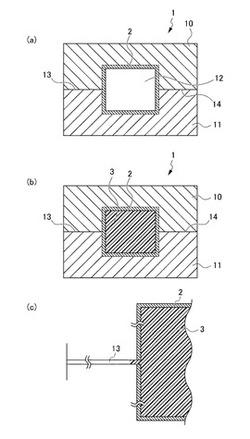
熱交換構造及び射出成形品の製造方法
【課題】
強度及び冷却効率の両方に優れた熱交換構造を提供することである。
【解決手段】
土台(1)に、壁体(2)を被嵌すると共に、
土台(1)と壁体(2)との隙間にスペーサー(3)を嵌めてなる熱交換空間(4)を設け、
熱交換空間(4)に、熱交換流体を供給するための供給口(5)と、熱交換空間(4)から熱交換流体を排出するための排出口(6)とを設け、
土台(1)と壁体(2)とが、スペーサー(3)を介して接合してなることを特徴とする熱交換構造を用いる。さらに、土台(1)に、開放端を少なくとも2個有する流路(7)を設けて、開放端一個を供給口(5)又は排出口(6)とすることが好ましい。土台(1)と壁体(2)との接合が、焼結、接着剤による接着、ろう付又は無電解金属メッキによる接合であることが好ましい。
(もっと読む)
41 - 60 / 675
[ Back to top ]