
Fターム[4F202CU20]の内容
プラスチック等の成形用の型 (108,678) | タイヤ用型、コア (1,668) | その他の点 (144)
Fターム[4F202CU20]に分類される特許
1 - 20 / 144
タイヤ加硫用ブラダ
【課題】タイヤ表面の凹凸の発生が抑制されうるタイヤ加硫装置1の提供。
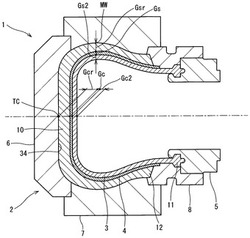
【解決手段】このタイヤ加硫装置1は、モールド2と、モールド2の内面側に配置されるブラダ3、4と、ブラダ3、4を上記モールド2に取り付けるクランプ5とを備えており、上記ブラダ3、4が、タイヤの加硫時に、グリーンタイヤ10の内側に配置されて、このグリーンタイヤ10をモールド2の内面に押圧するタイヤ加硫用ブラダであって、主ブラダ3と、補助ブラダ4とを備えており、補助ブラダ4が、加硫時にグリーンタイヤ10の内側に装着され、且つ、主ブラダ3の外側に重ね合わされて配置されるものであり、補助ブラダ4の、タイヤ幅最大位置MWに対応する部位の厚さGsが、トレッドセンタTCに対応する部位の厚さGcより厚くされている。
(もっと読む)
乗用車用空気入りタイヤの加硫シェーピング方法
【課題】ローカバー下部の剛性が高い場合でもゴム噛みを防止し、外観、品質が良好な乗用車用空気入りタイヤを製造することができる乗用車用空気入りタイヤの加硫シェーピング方法を提供する。
【解決手段】セグメント金型およびサイド金型を含む複数の金型からなる加硫金型を備える加硫装置を用いてローカバーを加硫シェーピングする乗用車用空気入りタイヤの加硫シェーピング方法であって、金型閉工程において、前記セグメント金型の接合面と前記サイド金型の接合面との間の距離がゼロになるまでに、金型閉動作を2〜5秒間一時停止した後、金型閉動作を再開することを特徴とする乗用車用空気入りタイヤの加硫シェーピング方法。
(もっと読む)
タイヤ加硫用金型

【課題】過加硫の恐れなく、均一な加硫状態を短時間で得ることができ、また、スピューレス金型であってもゴム流れの不良の発生を抑制することができるタイヤ加硫用金型を提供する。
【解決手段】トレッド外面形状に対応した凹凸部を備えた複数のトレッドセグメントからなる環状のトレッドモールドと、サイドウォール外面を形成する上下一対のサイドモールドとを備えたタイヤ加硫用金型であって、トレッドセグメントの上部および下部に位置するショルダーブロック部の一部または全部に、トレッドセグメント中央部に比べて熱伝導率が高く、トレッドセグメント中央部とは熱膨張率が異なる金属が用いられているタイヤ加硫用金型。
(もっと読む)
タイヤ加硫金型の設計方法
【課題】オーバースピューを防止しつつセグメントの変形を防止しうるタイヤ加硫金型を設計しうる方法を提供する。
【解決手段】タイヤ周方向に分割された複数のセグメントを具え、該セグメントの分割面を合わせることにより環状に連続するトレッド成形面が形成されるタイヤ加硫金型の設計方法である。セグメントを有限個の要素に分割してセグメントモデルを設定するステップと、セグメントモデルの分割面を互いに揃えて位置合わせするとともに該分割面での接触を無効化して自由膨張を可能とする境界条件を与え、しかも、温度及び圧力を作用させてセグメントモデルの自由膨張シミュレーションを行うステップと、この自由膨張シミュレーションから一対のセグメントモデルの分割面での重複量を求めるステップと、重複量に基づいてセグメントの初期ギャップを決定するステップと、初期ギャップに基づいてセグメントを設計するステップとを含む。
(もっと読む)
タイヤ加硫用モールドの製造方法およびタイヤ加硫用モールド
【課題】モールド表面に開口する排気機構のスリットを、簡便に精度よく所定のすき間で形成できるタイヤ加硫用モールドの製造方法およびこの製造方法により製造されるタイヤ加流用モールドを提供する。
【解決手段】表面に凹凸を設けたブレード7の凹部のみを易崩壊性耐火材料からなる被覆層11で被覆した状態にして、このブレード7を石膏鋳型13の表面13aに突出させて配置するとともに、鋳造用耐火材からなる紐状の排気孔形成部材12を、ブレード7に対して被覆層11に接触するように取り付け、この石膏鋳型13の表面13aに溶融金属Mを流し込んでモールドを鋳造した後に、被覆層11を除去してブレード7の凹部にスリットを形成し、排気孔形成部材12を除去することにより排気孔を形成して、スリットをモールドの外部に通じる排気孔と連通させる。
(もっと読む)
タイヤ加硫機
【課題】エネルギーロスを少なくして加硫時間が短縮化することにより生産性を向上させることができるタイヤ加硫機を提供する。
【解決手段】金型とブラダーとを備え、ブラダー内部に熱圧媒体を供給することにより、ブラダーをタイヤの内面全体に密着させて加硫を行うタイヤ加硫機であって、ブラダーに熱圧媒体を供給する供給管と、ブラダーから熱圧媒体を排出する排出管と、排出管に設けられて熱圧媒体に含まれるドレンを熱圧媒体から分離するドレントラップとを備えており、ブラダーから排出された熱圧媒体は、ドレントラップでドレンと分離された後、供給管に戻される一方、ドレンは、外部に排出されるタイヤ加硫機。
(もっと読む)
空気入りタイヤの加硫方法および加硫装置
【課題】加硫工程でのインナーライナの擦れ故障を防止し、加硫モールド閉型時のグリーンタイヤのゴム噛みを防止する空気入りタイヤの加硫方法及び加硫装置を提供する。
【解決手段】グリーンタイヤ15の内部に最終シェーピング圧力を負荷した際に、レーザ変位計13によりグリーンタイヤ15の最大外径DTを逐次計測し、計測した最大外径DTと、予め把握している加硫モールドにおけるグリーンタイヤ15の最大外径に相当する位置の内径DMとを制御部10により比較して径寸法差dを算出し、算出した最大外径DTが予め把握している加硫モールドの内径DMよりも小さく、かつ、径寸法差dが予め設定されている許容範囲内になるように、制御部10により制御弁14を制御して最終シェーピング圧力を逐次調整する。
(もっと読む)
タイヤ加硫装置及びタイヤ
【課題】加硫後のタイヤからセクターモールドのブレードをスムーズに引き抜くことによるサイプやブロックブロックへの損傷を抑制することができるタイヤ加硫装置、及び、当該タイヤ加硫装置によって製造されるタイヤを提供する。
【解決手段】本発明に係るタイヤ加硫装置1は、セクターモールド30と、セクターモールドの内周面からタイヤ径方向内側に向かって突出し、サイプを形成するブレードとを備える。ブレードは、複数のブロックのうちトレッド幅方向外側に位置するブロックに位置するサイプを形成する外側ブレード334,335を有する。外側ブレードの厚みは、トレッド幅方向内側からトレッド幅方向外側に向かって漸次薄く形成され、かつブレードの抜き方向においてトレッド踏面からサイプの溝底に向かって漸次薄く形成されていることを要旨とする。
(もっと読む)
タイヤ加硫機およびタイヤ加硫方法
【課題】加硫時間を短縮し、稼働効率を向上させることができるようにする。
【解決手段】媒体供給路25から媒体流通経路20に供給する窒素ガスを、シースヒータ43で予め所定温度まで加熱し、保温しておく。加硫時に媒体供給路25から媒体流通経路20に供給される窒素ガスは、昇温された状態で媒体流通経路20に流入するので、媒体流通経路20に供給された窒素ガスによって、媒体流通経路20を流通する窒素ガスの温度が低下するのが抑制される。
(もっと読む)
タイヤ用モールド
【課題】ブロックがしっかりと固定され、使用後でも分解可能なモールドの提供。
【解決手段】内面にキャビティ面7が形成されたタイヤ用モールド1であって、並列された複数の板状のピースを有するブロック6と、このブロック6が装着されうる凹所27を有するホルダ5と、この凹所27に嵌合されたブロック6を、凹所27に対して着脱可能に固定する固定機構とを備えており、この固定機構が、上記ブロック6の表面に各ピースを貫通する方向に形成されたキー溝と、上記凹所27の内面に配置される、上記キー溝に係合するキー36、37とを有しており、上記キー溝にキー36、37が係合することにより、ブロック6が凹所27の内面から離脱自在になることが阻止される。
(もっと読む)
剛性中子の保持構造
【課題】 装置間での剛性中子の受け渡し作業を精度良くかつ効率良く行う。
【解決手段】 剛性中子を、第1の装置の保持軸部と第2の装置の保持軸部との間で受け渡し可能に保持させる。剛性中子は、タイヤ周方向に分割される複数の中子セグメントからなる前記中子本体と、中子本体の中心孔に内挿されて各中子セグメントの半径方向内側への移動を阻止する円筒状のコアと、前記中子本体の軸心方向両側に配され各中子セグメントの軸心方向への移動を阻止する一対の側板とを具える。各側板には、軸心方向外側に突出する支持軸部が設けられるとともに、前記支持軸部と前記保持軸部とを、ボールロック機構を有する連結手段により着脱自在とした。
(もっと読む)
タイヤ加硫用モールドの製造方法
【課題】モールドに埋設される筒状体を用いて、排気機構として機能する微小すき間を別工程で形成することなく、モールドの鋳造とともに形成できるタイヤ加硫用モールドの製造方法およびタイヤ加流用モールドを提供する。
【解決手段】板状体の両端部を突き合わせて形成した筒状体7を、その突き合わせた両端部7bが石膏鋳型16の表面16aに接するように配置した後、この石膏鋳型16の表面16aに溶融金属Mを流し込んで筒状体7を埋設したモールドを鋳造し、この鋳造の際の熱によって、突き合わせた両端部7bを開口させて微小すき間を形成して、この微小すき間をモールドのタイヤ成形面に露出させる。
(もっと読む)
タイヤ加硫用モールドの製造方法およびタイヤ加硫用モールド
【課題】モールドに埋設される筒状体を用いて排気機構となる微小すき間を備えたモールドをする際に、石膏鋳型に対する筒状体のセッティング作業を容易にして生産性を向上できるタイヤ加硫用モールドの製造方法およびタイヤ加流用モールドを提供する。
【解決手段】石膏鋳型11の表面に突設した板状の固定金具9の嵌合部9aに、板状体の両端部7bの内周面どうしを対向させて形成した筒状体7を、対向させた両端部7bを嵌合部9aに挿入して嵌合させて、対向させた両端部7bのすき間を狭くして、両端部7bの先端を石膏鋳型11の表面に接するように配置した後、石膏鋳型11の表面に溶融金属を流し込んで筒状体7をモールドに埋設するとともに、対向させた両端部7bの先端をモールドのタイヤ成形面に露出させ、モールドから固定金具9を除去して、対向させた両端部7bの間に微小すき間を設けたモールドを製造する。
(もっと読む)
タイヤ加硫金型の製造方法
【課題】セグメント素材25に対して機械加工を施す際の位置決めを容易に行う。
【解決手段】鋳造時にセグメント素材25のタイヤ幅方向両端面26等に基準部としての穴27を設けるとともに、該穴27を用いてセグメント素材25に対し機械加工時における位置決めを行うようにしているため、セグメント素材25の機械加工時における位置決めを容易に行うことができ、作業能率が向上するとともに、簡易的に位置決め用の治具に取り付けることもできる。
(もっと読む)
プレキュアトレッドの製造方法
【課題】生産性を犠牲にすることなく、プレキュアトレッドのタイヤ踏面垂直方向でのヒステリシスロス(tanδ)の差が小さく、プレキュアトレッド全域で均一に加硫されたプレキュアトレッドの製造方法を提供する。
【解決手段】未加硫トレッドを加硫プレス装置により加硫する際に、前記加硫プレス装置と前記未加硫トレッドの間に非加硫性シートを配置して加硫することを特徴とするプレキュアトレッドの製造方法。
(もっと読む)
タイヤ加硫方法および装置
【課題】サイプブレード44のトレッド部Dからの引き抜き時に生じるゴムの欠落を効果的に抑制する。
【解決手段】サイプブレード44を弧状セグメント28に移動可能に支持させるとともに、加硫直後の閉型時にサイプブレード44を移動手段55により基端側に移動させて突出部44aを弧状セグメント28側に引き込むようにしたので、トレッド部Dのゴムの動きが弧状セグメント28により拘束された状態でサイプブレード44が弧状セグメント28側に引き込まれる。この結果、サイプブレード44がトレッド部Dを構成するゴムに付着していても、サイプブレード44は確実にゴムから引き離され、ゴム欠落が効果的に抑制される。
(もっと読む)
タイヤ加硫用金型の製造方法及びタイヤ加硫用金型
【課題】タイヤのトレッドパターンを形成する突起部品を、タイヤ加硫用金型に簡易かつ強固に固定する。
【解決手段】金型10は、内面11の突起部品20を固定する位置に形成された固定穴12と、突起部品20の一部を挟み込む挟込部材30とを備えている。突起部品20の固定時には、挟込部材30により突起部品20を挟み込み、挟込部材30を固定穴12に埋め込む。固定穴12により挟込部材30を締め付けて突起部品20を固定し、金型10の内面11に突起部品20を固定する。
(もっと読む)
タイヤ用加硫金型および自動二輪車用タイヤ
【課題】金型強度が低下せず、しかも、ショルダー部根元付近やサイドウォール部にクラックが発生することを抑制することができるタイヤ用加硫金型および自動二輪車用タイヤを提供する。
【解決手段】自動二輪車用タイヤを製造するためのトレッドセグメントと上下のサイドプレートとに分割されたタイヤ用加硫金型であって、前記自動二輪車用タイヤは、ショルダーブロック間に形成されて前記ショルダーブロック同士を連続させる凸状肉盛部を有し、金型キャビティー面に設けられる前記肉盛部形成用の溝の深さは、前記肉盛部の底面に沿って延びるタイヤ側の仮想溝底ラインよりも浅くなるように設定され、前記トレッドセグメントと前記サイドプレートとの割り位置は、タイヤ径方向における前記肉盛部の頂点と前記ショルダーブロックの基点を除く前記頂点と前記基点との中間位置となるように設定されていることを特徴とするタイヤ用加硫金型。
(もっと読む)
空気入りタイヤ及びその加硫用金型
【課題】サイドウォールの外表面に設ける標章やサイズ表示や装飾のための文字又は図形を目立たせることのできる空気入りタイヤ及びその加硫用金型を提供する。
【解決手段】この空気入りタイヤによれば、各文字10又は各図形20がタイヤ周方向に延設され且つサイドウォール1の外表面1aから突出している複数の凸部Tの集合によって形成され、各凸部Tの両端部がそれぞれ各文字10又は各図形20の輪郭を構成し、隣接する凸部Tが互いに略平行に並ぶように配置され、各凸部Tは幅が一定である一定領域T1を有するとともに、各凸部Tは延設方向両端部に一定領域T1よりも大幅の大幅領域T2が設けられ、各凸部Tの大幅領域T2が各文字10や各図形20の輪郭に沿って並ぶように配置されているので、各文字10又は各図形20の輪郭が強調される。
(もっと読む)
タイヤ加硫用金型の摺動モデル装置
【課題】セグメントがガイド部材に案内されて摺動するタイヤ加硫用金型の摺動モデル装置により、セグメントの摺動特性を容易に評価する。
【解決手段】摺動モデル装置1は、ベース部材2と、ベース部材2に固定されたガイド部材モデルであるTブロック10と、ベース部材2とTブロック10に設けられた摺動面とを備えている。摺動モデル装置1は、セグメントモデルであるスライドベース20を、Tブロック10により案内して摺動面上を摺動させ、スライドベース20の摺動抵抗を、摺動抵抗測定手段30により測定する。
(もっと読む)
1 - 20 / 144
[ Back to top ]