
Fターム[4F204AA41]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 樹脂材料等(主成形材料) (5,525) | 硬化性樹脂 (3,171) | 不飽和ポリエステル、アルキド樹脂 (161)
Fターム[4F204AA41]に分類される特許
101 - 120 / 161
成形パネル
【課題】 本発明は、反りの発生を抑え、高価な型を必要としない成形パネルを提供することを目的とする。
【解決手段】 本発明は、コア材の両側に強化繊維層を有し、この強化繊維層の外側となる一方に模様層を配し、他方に樹脂層を配した成形パネルである。
(もっと読む)
人工大理石の製造方法

【課題】デザイン性が高く高品質であって、しかも装飾シートの保護が可能な人工大理石を提供すること。
【解決手段】人工大理石10は、樹脂コンパウンドからなるコンパウンド層11と、コンパウンド層11上に配置される装飾シート12とを備える。装飾シート12には、接着用の樹脂材料14が含浸される。装飾シート12上には表面側保護層13が配置される。表面側保護層13は、光透過性を有するゲルコート樹脂からなり、装飾シート12を保護する。これにより、人工大理石10の表面からの装飾シート12の露出が防止される。
(もっと読む)
人造大理石の製造方法
【課題】注型用金型を用いて成型品を製造する際において、エアー抜き口付近のエアー溜り現象を解消し、成型品の外観的欠陥や性能低下が少なく、成型歪みや反りが少ない人造大理石の製造方法を提供する。
【解決手段】熱硬化性樹脂に充填剤、内部離型剤、硬化剤、人造大理石柄を表現する柄材等の添加物を配合した樹脂組成物7を準備し、該樹脂組成物7を注型用金型1の注入口2から注入空間部4へ、エアー抜き口3より前記注入空間部4に溜まっている空気を排気しながら注入し、加熱硬化させて製造する人造大理石の製造方法において、樹脂組成物7の透過を阻止し得る通気性構造体Sを、上記エアー抜き口3の注入空間部4側端部3aを覆うように、注入空間部4内面に仮貼着した状態で、該注入空間部4に上記樹脂組成物7を注入することを特徴とする。
(もっと読む)
炭素繊維複合材料成形体
【課題】 高価な炭素繊維の配合比(Vf)を低減することができ、高物性を必要としない汎用分野への適用が容易である炭素繊維複合材料成形体を提供する。
【解決手段】 表皮層を形成する2層の炭素繊維層の間にコア層を狭持させ、この積層体に含浸用樹脂を含浸させて成形する。
(もっと読む)
繊維強化樹脂成形品の真空注入成形方法
【課題】 比較的大型の成形品や肉厚の成形品、あるいはコーナー部を有するような形状の成形品を製造する場合に、注入樹脂を均一に拡散させて含浸不良を生じることなく効率よく成形することを可能にする。
【解決手段】 成形型1に形成する強化繊維基材層2は、成形型の表面直近に配設される下層21と、その外側に配設される上層22とで積層する強化繊維基材の構成を変え、下層21には、横糸に対して縦糸が連続する隙間を有するように直交させて二方向に配列された二軸スティッチ基材と、強化繊維糸を切断して面内に配向させて形成されたチョップドストランドマットとを、交互に積層して構成されている。また、上層22では、強化繊維ロービングクロスと、二軸スティッチ基材と、チョップドストランドマットとを、交互に積層して構成される。
(もっと読む)
木材被覆複合体及びその製造方法
【課題】 透明性、平滑性、光沢性、均一性、深み感等の表面特性を有し、耐久性や強度等の各種物性に優れた木材被覆複合体、及び、このような木材被覆複合体を、効率的かつ簡便に製造する方法を提供する。
【解決手段】 不飽和ポリエステル樹脂組成物を化粧単板上に載置し、熱圧プレスにより成形して得られる木材被覆複合体であって、上記不飽和ポリエステル樹脂組成物は、不飽和ポリエステルと、重合性単量体と、脂肪族系ジイソシアネートを必須とするイソシアネート成分とを含有し、不飽和ポリエステル中の水酸基当量とイソシアネート成分中のイソシアナト基当量との比が1:0.7〜1.2であり、上記不飽和ポリエステルは、全酸成分100モル%に対して不飽和二塩基酸を50モル%以上含み、酸成分とグリコール成分及び/又はエポキシ化合物成分との質量比が1:1.3〜2.0である木材被覆複合体である。
(もっと読む)
木材被覆複合体及びその製造方法
【課題】 透明性、平滑性、光沢性、均一性、深み感等の表面特性を有し、耐久性や強度等の各種物性に優れた木材被覆複合体、及び、このような木材被覆複合体を、効率的かつ簡便に製造する方法を提供する。
【解決手段】 不飽和ポリエステル樹脂組成物を化粧単板上に載置し、熱圧プレスにより成形して得られる木材被覆複合体であって、上記不飽和ポリエステル樹脂組成物は、不飽和ポリエステル80〜40質量%及び重合性単量体20〜60質量%を含む不飽和ポリエステル樹脂と、アルミニウムキレート及び/又はアルミニウムアルコレートとを含有してなり、上記不飽和ポリエステルは、重量平均分子量と酸価との積が20万〜160万であり、上記アルミニウムキレート及び/又はアルミニウムアルコレートは、不飽和ポリエステル樹脂100重量部に対して金属成分量で0.05〜1.5重量部である木材被覆複合体である。
(もっと読む)
加飾シート
【課題】 本発明は、外部離型剤を使用することなく、成形品の型離れ、毛羽立ち等の問題が生じず、成形品表面の親水性を破壊しない加飾シートを提供することを目的とする。
【解決手段】 本発明は、界面活性剤を含有し、浴室ユニット成形品の表面を加飾する加飾シートである。また、シートがDAP樹脂成形シートである加飾シートである。
(もっと読む)
繊維強化樹脂製の部材
【課題】軽量化を図りつつ、長手方向に延びる溝又は中空部を有する形状に形成された繊維強化樹脂製の部材の製作効率を高める。
【解決手段】バンパレインフォース10を構成する繊維製の単一の骨格材11は、炭素繊維製の複数本の第1繊維束19、炭素繊維製の複数本の繊維束20及びアラミド繊維製の複数本の第2繊維束21から構成されている。炭素繊維製の第1繊維束19は、底壁14を構成し、アラミド繊維製の第2繊維束21は、フランジ17,18を構成する。第1,2繊維束19,21の長さ方向は、バンパレインフォース10の長手方向に揃えられている。底壁14は、圧縮荷重を受けると見なされるバンパレインフォース10(骨格材11)における圧縮応力部である。フランジ17,18は、引っ張り荷重を受けると見なされるバンパレインフォース10(骨格材11)における引っ張り応力部である。
(もっと読む)
人造大理石の製造方法
【課題】注型用金型を用いて樹脂成型品を製造する際に、成型品内部に気泡を残すことなく、成型歪みや反りが少ない人造大理石の製造方法を提供する。
【解決手段】熱硬化性樹脂に充填剤、内部離型剤、硬化剤、人造大理石柄を表現する柄材等の添加物を配合した樹脂組成物7を準備して、該樹脂組成物7を注型用金型1の注入口2から注入空間部4へ注入し、加熱硬化させて製造する人造大理石の製造方法において、上記注入空間部4へ減圧をかけながら、上記樹脂組成物7の注入作業を行うことを特徴とする。
(もっと読む)
人造大理石の製造方法
【課題】注型用金型成型を用いて樹脂成型品を製造する際に、成型品内部に気泡を残すことなく、成型歪みや反りが少ない人造大理石の製造方法を提供する。
【解決手段】熱硬化性樹脂に充填剤、内部離型剤、硬化剤、人造大理石柄を表現する柄材等の添加物を配合した樹脂組成物7を準備して、該樹脂組成物7を注型用金型1の注入口2から注入空間部4へ注入し、加熱硬化させて製造する人造大理石の製造方法において、上記樹脂組成物7に振動を与えながら、上記注入口2より上記注入空間部4へ注入することを特徴とする。
(もっと読む)
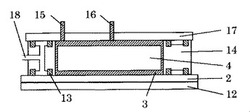
成形絶縁物およびその成形方法
【課題】 絶縁特性を向上させた加熱圧縮して成形する成形絶縁物を得る。
【解決手段】 第1のキャビティー1aが彫られた第1の金型1と、前記第1のキャビティー1aと組み合わされる第2のキャビティー2aが彫られた第2の金型2と、少なくとも一方のキャビティー2a(1a)内に充填されるタブレット化された絶縁材料11とを備え、前記第1の金型1と前記第2の金型2とを組み合わせ、前記第1のキャビティー1aおよび前記第2のキャビティー2a内で前記絶縁材料11を加熱圧縮して成形したことを特徴とする。
(もっと読む)
複合材シート加工装置、複合構造材の形成方法
【課題】 複合材料からなる部材を、3次元形状等、より高い自由度で形成することのできる複合材シート加工装置、複合構造材の形成方法を提供することを目的とする。
【解決手段】 形成すべき構造材10の長手方向に複数並んだローラ20により、型40上の複合材シート30を成形するようにした。これによって、複雑な3次元形状を有する構造材10の製造の自動化を図り、その作業の大幅な効率化を図る。しかも、複数のローラ20を、予め決められたプログラムに基づいて適切な順序で動かすことで、複合材シート30にシワ等が生じないように変形させる。
(もっと読む)
木目柄パネルの製造方法
【課題】熱硬化性樹脂を注型成形して木目柄パネルを製造する場合に、天然木の質感を残したまま耐水性を向上させることができる上に、接着剤の使用が不要な木目柄パネルの製造方法を提供する。
【解決手段】木目柄パネルの製造方法に関する。型1内に突き板2を設置した後、反応性不飽和基を有する化合物と重合性モノマーのうち少なくとも一方を含有する熱硬化性樹脂組成物3を上記型1内に注入すると共に加熱して硬化させることによって、上記突き板2と熱硬化性樹脂組成物3とを一体化させる。
(もっと読む)
浴槽の製造方法
【課題】製品の品質が安定し、後加工性が良好な、耐衝撃性能に優れしかも軽量な浴槽の製造方法を提供する。
【解決手段】熱可塑性樹脂成形品を雄型に被せ、該熱可塑性樹脂成形品と所定の間隔をもって該雄型の反対側に雌型を配置してセルを形成し、該熱可塑性樹脂成形品の周辺部と該雌型の周辺部とをシールして型締めを行った状態で、該セル内に重合性樹脂原料と、ガラスバルーン、水酸化アルミニウム、シリカからなる群より選ばれる少なくとも1種の無機フィラーと、下記式(1)で表される(メタ)アクリロイルオキシ基を含むリン酸エステルを含有する樹脂混合液を注入し、硬化して補強材層を形成する浴槽の製造方法。
(式中、R1は、HまたはCH3を示し、nは、1または2を示す。)
(もっと読む)
浴室ユニット用壁パネル及び防水パン
【課題】 本発明は、強度を維持し、脚架台を取り付けるボス強度を有した浴室ユニット用防水パンを提供することを目的とする。また、本発明は、強度を維持し、脚架台を取り付けるボス強度を有した浴室ユニット用防水パンを提供することを目的とする。
【解決手段】 本発明は、繊維基材に熱膨張性マイクロカプセルを含有した熱硬化性樹脂を含浸させ、加熱加圧することで成形され、表裏面共に端部から離間させた部位を平面形状となす浴室ユニット用壁パネルである。また、本発明は、繊維基材に熱膨張性マイクロカプセルを含有した熱硬化性樹脂を含浸させ、加熱加圧することで成形される防水パンであって、裏面にリブを有し、このリブ部分の密度を他の部分の密度よりも高密度とした浴室ユニット用防水パンである。
(もっと読む)
樹脂成形用の中間素材及びその中間素材を用いた樹脂成形品の成形方法並びに樹脂成形品
【課題】 成形材料の流動状態を外側から確認できるようにして成形精度を改善するための中間素材と、その成形方法、及び樹脂成形品を提供すること。
【解決手段】 ベース樹脂材16と、このベース樹脂材とは異なる色からなる配色用樹脂材13とからなり、配色用樹脂材13が、帯状若しくは筋状或いは散点状に表出して中間素材25が形成されている。この中間素材25は、成形用型内で溶融硬化することで成形品となり、配色用樹脂材13が表面に見えることで型内の流動状況を把握することができ、その流動状況を参照して最適化された成形条件で成形を行えるように利用される。
(もっと読む)
難燃性ラミネート
高圧ラミネートは、樹脂含浸紙の第一の層(12)と、少なくとも一つの繊維強化ベールの層(14,16)とを含んでいる。各層の繊維強化ベールは、バインダおよび充填剤を含んでいる。該ラミネートは、ISO−1716に従って試験したときに3.0MJ/kg未満の熱量値を有することを特徴とするものである。 (もっと読む)
シートモールディングコンパウンドの搬送装置及び搬送方法
【課題】 厚肉のSMCシートであっても蛇行せず、安定して搬送し、かつ、その表面を平滑に維持することのできるSMCの搬送装置及び搬送方法を提供する。
【解決手段】 SMCシート11を押圧しながら搬送するフィードロール1と全幅ニップロール5を有し、全幅ニップロール5はその表面に押圧時に扁平可能となるショアA硬度30〜55°の弾性体6がライニングされており、その幅は、SMCシート11の幅と同等であるか、それ以上の幅を有しているので、SMCシート11との接圧面積が拡がり、搬送時の摩擦力が確保できる。
(もっと読む)
燃料電池セパレータ製造用多数個取り圧縮成形金型及びそれを用いてなる燃料電池セパレータの製造法
【課題】 多数個の燃料電池セパレータを製造する金型において、寸法精度、成形性、生産性などに優れる燃料電池セパレータを成形時に多数個製造することができる金型を提供し、その金型を用いる燃料電池セパレータの製造法を提供する。
【解決手段】 燃料電池セパレータ製造用の圧縮成形金型1.2において、少なくとも2個以上の燃料電池セパレータ形成空間部3をそれぞれ隔絶して有し、各セパレータ形成空間部3の周囲に剰余材料溜用空間部4が形成されてなることを特徴とする燃料電池セパレータ製造用多数個取り圧縮成形金型及びその金型を用いる燃料電池セパレータの製造法に関する。
(もっと読む)
101 - 120 / 161
[ Back to top ]